1.本实用新型涉及模具领域,尤其涉及一种方向盘上安全气囊夹子的模具。
背景技术:
2.现有技术中,方向盘上安全气囊夹子模具通常是开放式流道,在形成产品后,可能存在产品上附带多余料把,需人工修剪,费时费力,且人工修剪存在误差,可能是每个及产品线参数不同,无法保证修剪质量无法保证一致性。
技术实现要素:
3.本实用新型的目的是通过提供在模具上增加针阀顺序进胶方式,控制熔接位置,注塑一道工序直接出成品,节省了人工成本。
4.为实现上述目的,本实用新型提供一种方向盘上安全气囊夹子的模具,具体技术方案如下:
5.一种方向盘上安全气囊夹子的模具,该模具包括:
6.定模组件,所述定模组件一侧与注塑机连接,用于将由注塑机中排出的产品原料经过顺序注入和冷却程序后形成产品;
7.动模组件,所述动模组件与所述定模组件相对设置,其一侧与注塑机连接,并通过注塑机提供动力能够相对于所述定模组件做往复运动,用于将已形成的产品顶出,使其自由下落至产品收集处。
8.进一步的,所述定模组件包括:定模固定板,所述定模固定板一侧与注塑机连接,其另一侧固定连接有第一固定板,所述第一固定板远离定模固定板一侧固定连接有多组热流道顺序阀,所述每组热流道顺序阀远离第一固定板一侧均布置有模腔,所述模腔均固定连接在支撑板上。
9.进一步的,每组所述热流道顺序阀为两个,且分别对应所述模腔首尾位置;
10.所述模腔根据产品形状设置,其表面开有多个小孔。
11.进一步的,所述第一固定板远离定模固定板一侧四角处分别固定连接有导套。
12.进一步的,所述定模固定板与注塑机连接处开有进料口,且所述进料口分别与每组所述热流道顺序阀连接。
13.进一步的,所述动模组件包括:动模固定板,所述动模固定板靠近所述定模固定板一侧布置有顶针板,所述顶针板靠近所述定模固定板一侧上布置有多个顶针,所述顶针位置分别对应所述小孔位置;
14.所述顶针板靠近动模固定板一侧穿过所述动模固定板与注塑机液压油缸连接。
15.进一步的,所述顶针板靠近定模固定板一侧的两端分别固定连接有第二固定板,每块所述第二固定板上分别设有两个导柱,所述导柱位置与所述导套位置相对应,所述导柱与导套中间设有限位块,且所述导柱穿过所述限位块与导套连接并配合使用。
16.进一步的,所述动模固定板与第一固定板之间设有防尘板,且所述防尘板设置于
所述第二固定板外侧;
17.所述防尘板外侧设有行程开关,用于控制动模组件运动,使所述顶针回位,防止模具损坏。
18.进一步的,所述动模组件还包括动模支撑柱,所述动模支撑柱固定连接在所述顶针板靠近所述定模固定板一侧上,用于防止模具变形。
19.进一步的,该模具还包括循环水路,所述循环水路分布在定模组件和动模组件中间的间隙中,用于对所述模具内部进行降温,促使产品冷凝成型。
20.本实用新型的有益效果
21.本实用新型公开了一种方向盘上安全气囊夹子的模具,通过提供在模具上增加针阀顺序进胶方式,控制熔接位置,注塑一道工序直接出成品,无料把,产品直接包装,减少了修剪工序,节省了人工成本。
附图说明
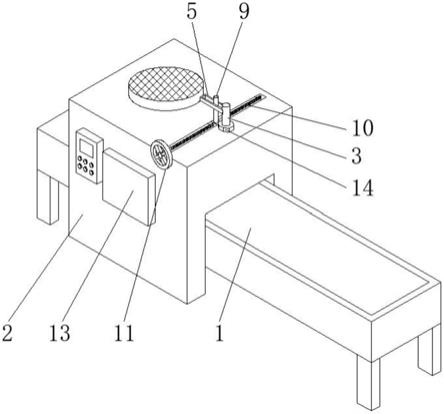
22.图1为本实用新型提供的整体结构示意图;
23.图2为本实用新型提供的内部结构示意图;
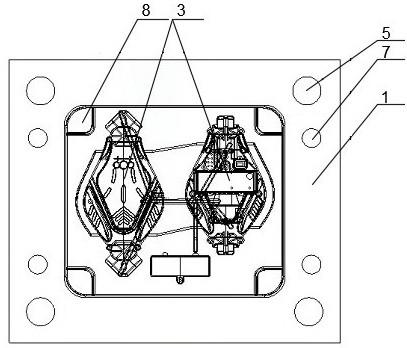
24.图3为本实用新型提供的定模组件部分结构示意图;
25.图4为本实用新型提供的动模组件部分结构示意图。
26.图中,
27.1、定模组件;2、动模组件;
28.11、定模固定板;12、热流道顺序阀;13、模腔;14、第一固定板;15、支撑板;16、导套;17、循环水路;18、限位块;
29.111、进料口;
30.131、小孔;
31.21、动模固定板;22、顶针固定板;23、顶针;24、动模支撑柱;25、导柱;26、防尘板;27、行程开关;28、第二固定板。
具体实施方式
32.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
33.参见图1
‑
图4,本实用新型提供了一种方向盘上安全气囊夹子的模具,具体内容如下:
34.一种方向盘上安全气囊夹子的模具,该模具包括:
35.定模组件1,所述定模组件1一侧与注塑机连接,用于将由注塑机中排出的产品原料经过顺序注入和冷却程序后形成产品;进一步的,所述定模组件1包括:定模固定板11,所述定模固定板11一侧与注塑机连接,其另一侧固定连接有第一固定板14,所述第一固定板14远离定模固定板11一侧固定连接有多组热流道顺序阀12,所述每组热流道顺序阀12远离第一固定板14一侧均布置有模腔13,所述模腔13均固定连接在支撑板15上。更进一步的,每组所述热流道顺序阀12为两个,且分别对应所述模腔13首尾位置;所述模腔13根据产品形状设置,其表面开有多个小孔131;进一步的,所述第一固定板14远离定模固定板11一侧四
角处分别固定连接有导套16;进一步的,所述定模固定板11与注塑机连接处开有进料口111,且所述进料口111分别与每组所述热流道顺序阀12连接。
36.动模组件2,所述动模组件2与所述定模组件1相对设置,其一侧与注塑机连接,并通过注塑机提供动力能够相对于所述定模组件1做往复运动,用于将已形成的产品顶出,使其自由下落至产品收集处;进一步的,所述动模组件2包括:动模固定板21,所述动模固定板21靠近所述定模固定板11一侧布置有顶针板22,所述顶针板22靠近所述定模固定板11一侧上布置有多个顶针23,所述顶针23位置分别对应所述小孔131位置,所述顶针板22靠近动模固定板21一侧穿过所述动模固定板21与注塑机液压油缸连接;更进一步的,进一步的,所述顶针板22靠近定模固定板11一侧的两端分别固定连接有第二固定板28,每块所述第二固定板28上分别设有两个导柱25,所述导柱25位置与所述导套16位置相对应,所述导柱25与导套16中间设有限位块18,且所述导柱25穿过所述限位块18与导套16连接并配合使用。
37.进一步的,所述动模固定板21与第一固定板14之间设有防尘板26,且所述防尘板26设置于所述第二固定板28外侧;所述防尘板26外侧设有行程开关27,用于控制动模组件2运动,使所述顶针23回位,防止模具损坏。
38.进一步的,所述动模组件2还包括动模支撑柱24,所述动模支撑柱24固定连接在所述顶针板22靠近所述定模固定板11一侧上,用于防止模具变形。
39.进一步的,该模具还包括循环水路17,所述循环水路17分布在定模组件1和动模组件2中间的间隙中,用于对所述模具内部进行降温,促使产品冷凝成型。
40.工作过程中,启动热流道顺序阀12,执行所述顺序注入程序,使每组热流道顺序阀12内的液态原料按先后顺序将预设用量的原料分别注入到相对应的模腔13中,通过所述循环水路17进行降温,执行所述冷却程序,使其冷凝成型,再启动所述注塑机液压油缸,使其带动所述顶针板22进行往复运动,间接驱动所述导柱25和导套16配合使用运动,致使所述顶针23在运动过程中通过所述小孔131,将已冷凝成型的产品顶出模腔13,自然下落至产品收集处。
41.本实用新型的控制方式是通过控制器来自动控制,控制器的控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,并且本实用新型主要用来保护机械装置,所以本实用新型不再详细解释控制方式和电路连接。
42.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。