1.本实用新型专利涉及锂离子电池领域,具体涉及一种自动纠偏电池壳体的涂胶结构。
背景技术:
2.动力锂电池行业内,市场上低压模组及pack电池包壳体组装装配工艺有的为涂胶密封,因部分低压pack壳体材质为注塑件,整体一致性较差,且客户对涂胶密封效果、结构强度、生产工艺和组装条件也提出明确的要求,保证产品质量。
3.针对低压平台电池壳体涂胶密封合盖生产工艺,因一致性差,为保证涂胶质量,目前均为人工利用手工胶枪打胶,生产效率非常低,涂胶后质量也保证不了;普通涂胶设备机构实现不了完全纠正涂胶轨迹位置,每次更换胶管时位置会有偏差,会导致轨迹偏移;由于待涂胶的电池壳体为注塑件,易变形,其实际涂胶位置为上端面凹槽内部涂胶,因凹槽较深,正常涂胶时需要伸进凹槽内进行涂胶,所以对涂胶轨迹精度要求高,从而影响涂胶效果和产品质量。
技术实现要素:
4.本实用新型的目的是提供一种自动纠偏电池壳体的涂胶结构,实现三个方向进行定位,使涂胶轨迹不产生偏移,提高了涂胶质量。
5.本实用新型通过以下技术方案实现上述目的:
6.一种自动纠偏电池壳体的涂胶结构,包括并排设置的两个y轴运动模组,位于两个y轴运动模组之间平行设置有用于对电池壳体进行定位的定位工装,所述定位工装架设在滑轨上并沿滑轨移动;位于两个y轴运动模组的一端架设有x轴运动模组,所述x轴运动模组沿着y轴运动模组移动;所述x轴运动模组上滑动连接有z轴运动模组,所述z轴运动模组的外侧安装有涂胶头和检测机构。
7.进一步方案,所述y轴运动模组包括伺服电机、丝杆,所述丝杆上螺纹连接有滑块,所述伺服电机的输出轴与丝杆的端部连接,伺服电机转动带动滑块水平运动。
8.本技术中的x轴运动模组、z轴运动模组的结构均同于y轴运动模组。检测机构是由相机和光源组成。
9.更进一步方案,所述x轴运动模组的两端分别连接有支撑柱,所述支撑柱的底端通过固定座与所述滑块的顶端固定连接。
10.进一步方案,所述定位工装包括与滑轨配合的底板,所述底板的顶端面相邻两侧分别固设有定位块,位于定位块对侧的底板上安装有夹紧装置。即放置电池壳体时,有两侧定位块为基准位置,另两侧的夹紧装置为活动位置,作用主要是可保证重复定位时精度,避免定位工装造成的壳体位置偏移。
11.进一步方案,所述定位工装的一端连接有驱动装置驱动定位工装沿着滑轨移动。优选的滑轨为两条并排设置,主要是对定位工装进行导向,使电池壳体和定位工装在移动
时左右不会偏移,保持左右位置精度。
12.夹紧装置、驱动装置可为气缸、液缸等。
13.进一步方案,所述滑轨、y轴运动模组固定在工作台上,位于定位块的两端的工作台上分别固设有限位块;所述限位块包括限位块本体,所述限位块本体的内侧壁上固定有液压缓冲器,起缓冲作用。
14.进一步方案,所述涂胶头包括并排设置的两个进胶管,所述进胶管的出料口通过管接头与出胶腔连接,所述出胶腔的出料口连接有混胶管;所述进胶管的出料口设有阀门,所述阀门与关胶气缸的活塞杆连接。具体的,进胶管为304不锈钢材质,其呈l型结构,关胶气缸的伸缩运动实现进胶管的出料口的开、关。混胶管的内部为螺旋结构,实现对通过两个进胶管出来的两种胶水进行搅拌,使它们混合均匀。
15.进一步方案,还包括校准仪,所述校准仪通过安装座固设在安装架的顶端,所述安装座的一侧开设有水平的u字形槽口;所述校准仪包括安装在u字形槽口外周的光纤传感器,光纤传感器的发射端、接收端呈对角设置。
16.检测时,混胶管移动至安装座的u字形槽口中,光纤传感器对混胶管的位置坐标进行检测,并与设置坐标进行对比,避免其发生偏移,从而保证了混胶管的实际涂胶轨迹位置与理论涂胶轨迹位置一致,即保持了涂胶轨迹的一致性。
17.x轴运动模组实现x轴方向水平移动、y轴运动模组实现y轴方向水平移动、z轴运动模组实现z轴上的上下移动,通过这三个运动模组实现三维移动,满足重复涂胶轨迹精度要求。
18.本实用新型的混胶管通过校准仪进行检测,保证其位置无偏移;电池壳体通过定位工装上的定位块进行定位,并通过夹紧装置实现对其夹紧,提高重复定位误差精度,重复放电池壳体时底座位置不会偏移。
19.本装置通过检测装置中的相机来对电池壳体进行拍照,然后确认其涂胶凹槽实际位置。如果来料轮廓度不同,可自动纠正凹槽类工况涂胶轨迹偏移问题,保持涂胶一致性,满足质量要求;壳体涂胶后可自动检测涂胶轨迹状态,可解决涂胶异常问题。
20.本实用新型通过校准仪、检测装置、自动定位机构实现涂胶头位置重复安装后的自动纠正;电池壳体一致性差导致涂胶区域位置的纠正和检测;避免了电池壳体重复放置时定位误差,并提高了涂胶效率。
附图说明
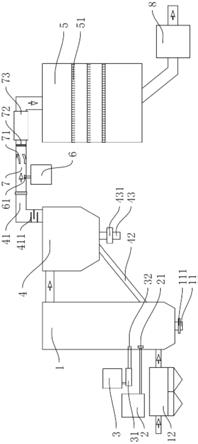
21.图1是本实用新型的结构示意图,
22.图2是本实用新型中涂胶头的结构示意图,
23.图3是本实用新型中y轴运动模组的横向剖视图,
24.图4是本实用新型中校准仪安装示意图,
25.图5是本实用新型中x轴运动模组与y轴运动模组连接示意图,
26.图6是本实用新型中定位工装安装示意图;
27.图中:1
‑
y轴运动模组,11
‑
滑块,12
‑
固定座,13
‑
丝杆,14
‑
伺服电机;2
‑
x轴运动模组,21
‑
支撑柱;3
‑
z轴运动模组,4
‑
涂胶头,41
‑
进胶管,42
‑
关胶气缸,43
‑
管接头,44
‑
出胶腔,45
‑
混胶管;5
‑
检测机构,6
‑
校准仪,61
‑
安装座,62
‑
安装架,63
‑
光纤传感器;7
‑
电池壳
体,8
‑
定位工装,81
‑
定位块,82
‑
夹紧装置;91
‑
滑轨,92
‑
限位块,93
‑
驱动装置。
具体实施方式
28.参照图1
‑
6,一种自动纠偏电池壳体的涂胶结构,包括并排设置的两个y轴运动模组1,位于两个y轴运动模组1之间平行设置有用于对电池壳体7进行定位的定位工装8,所述定位工装8架设在滑轨91上并沿滑轨91移动;位于两个y轴运动模组1的一端架设有x轴运动模组2,所述x轴运动模组2沿着y轴运动模组1移动;所述x轴运动模组2上滑动连接有z轴运动模组3,所述z轴运动模组3的外侧安装有涂胶头4和检测机构5。
29.进一步方案,所述y轴运动模组1包括伺服电机14、丝杆13,所述丝杆13上螺纹连接有滑块11,所述伺服电机14的输出轴与丝杆13的端部连接,伺服电机14转动带动滑块11进行水平运动。
30.本技术中的x轴运动模组、z轴运动模组的结构均同于y轴运动模组。本实施例中检测机构5是由相机和光源组成,主要作用为拍照并确认电池壳体涂胶凹槽实际位置,从而可根据实际位置来调整确电池壳体位置;另外,还可以在电池壳体涂胶后,拍照确认凹槽内胶型状态,判断有无断胶、挂壁、轨迹不均匀等异常问题。
31.更进一步方案,所述x轴运动模组2的两端分别连接有支撑柱21,所述支撑柱21的底端通过固定座12与所述滑块11的顶端固定连接。
32.进一步方案,所述定位工装8包括与滑轨91配合的底板,所述底板的顶端面相邻两侧分别固设有定位块81,位于定位块81对侧的底板上安装有夹紧装置82。即放置电池壳体时,有两侧定位块为基准位置,另两侧的夹紧装置为活动位置,作用主要是可保证重复定位时精度,避免定位工装造成的壳体位置偏移。
33.夹紧装置可为气缸、液缸等,在本实施例优选为气缸,其通过螺栓固定在安装在底板上的缸座上,正常不工作时气缸在原位,放入电池壳体后,气缸的活塞杆伸出可夹紧电池壳体。
34.进一步方案,所述定位工装8的一端连接有驱动装置93,驱动装置93优选为驱动气缸,其活塞杆的伸缩运动带动定位工装8沿着滑轨91进行y轴方向移动。滑轨为两条并排设置,主要是对定位工装8进行导向,使电池壳体和定位工装在移动时左右不会偏移,保持左右位置精度。
35.进一步方案,所述滑轨91、y轴运动模组1固定在工作台上,位于定位块81的两端的工作台上分别固设有限位块92;所述限位块92包括限位块本体,所述限位块本体的内侧壁上固定有液压缓冲器,起缓冲作用。
36.进一步方案,所述涂胶头4包括并排设置的两个进胶管41,所述进胶管41的出料口通过管接头43与出胶腔44连接,所述出胶腔44的出料口连接有混胶管45;所述进胶管41的出料口设有阀门,所述阀门与关胶气缸42的活塞杆连接。具体的,进胶管为304不锈钢材质,其呈l型结构,关胶气缸42的伸缩运动实现进胶管的出料口的开、关。混胶管的内部为螺旋结构,实现对通过两个进胶管出来的两种胶水进行搅拌,使它们混合均匀。
37.进一步方案,还包括校准仪6,所述校准仪6通过安装座61固设在安装架62的顶端,所述安装座61的一侧开设有水平的u字形槽口;所述校准仪6包括安装在u字形槽口外周的光纤传感器63,光纤传感器的发射端、接收端呈对角设置。
38.检测时,混胶管移动至安装座61的u字形槽口中,光纤传感器对混胶管的位置坐标进行检测,并与设置坐标进行对比,避免其发生偏移,从而保证了混胶管的实际涂胶轨迹位置与理论涂胶轨迹位置一致,即保持了涂胶轨迹的一致性。
39.x轴运动模组实现x轴方向水平移动、y轴运动模组实现y轴方向水平移动、z轴运动模组实现z轴上的上下移动,通过这三个运动模组实现三维移动,满足重复涂胶轨迹精度要求。
40.本装置的操作过程如下:
41.将电池壳体7放在定位工装8上,通过定位块81对其进行限位,然后启动夹紧装置82(本实施例为夹紧气缸),夹紧电池壳体,实现对电池壳体7进行定位;
42.驱动装置93(本实施例为驱动气缸)工作,将定位工装8移送到涂胶工位;
43.x轴运动模组2、y轴运动模组1、z轴运动模组3工作,通过三个方向的移动,从而将涂胶头4移送到校准仪6上的安装座中的u字形槽口中,光纤传感器对混胶管的位置进行检测,以确保混胶管45位置不发生偏移;
44.x轴运动模组、y轴运动模组、z轴运动模组再将检测机构5移送到电池壳体的涂胶位置,对其进行拍照确认实际涂胶位置,并调整电池壳体的位置,使涂胶位置正确;
45.x轴运动模组、y轴运动模组、z轴运动模组继续带动涂胶头4的混胶管45伸入到壳体涂胶胶槽起始点位置,关胶气缸42的打开进胶管的出料口的阀门,使两种胶液同时进入混胶管中进行混合;随后按照检测机构模拟涂胶轨迹路线对电池壳体涂胶;
46.涂胶完成后,混胶管45升起,再次通过x轴运动模组、y轴运动模组、z轴运动模组将检测机构移动到电池壳体位置,并拍照检测其涂胶状态、有无断胶、胶体均匀度、胶体有无堆积等异常问题;
47.结束后,x轴运动模组、y轴运动模组、z轴运动模组回到原点位置,驱动气缸将涂胶完成后的电池壳体移送到人工放料位置。夹紧气缸松开,则拿出涂胶结束的电池壳体进入到下一工序,并重复上述操作。
48.本实用新型的说明书中所提出的实施方案仅仅为用于示例说明目的的优选实施例,并不旨在限制本实用新型的范围,因此理解在不背离本实用新型的精神和范围的情况下可作出其他等效方案和修改方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。