技术特征:
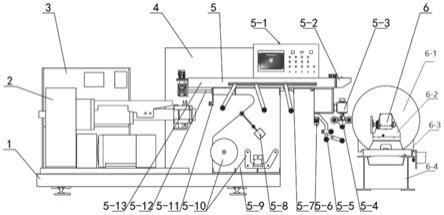
1.一种电加热管子自动绕电热丝机,其特征在于:包括:机架;塑料管送料机构(10),用于塑料管的自动上料;电热丝送料机构(20),用于电热丝的自动上料;夹紧旋转机构(30),用于夹紧塑料管并用于驱动塑料管的旋转;夹紧牵引机构(40),用于塑料管的牵引;下料移载机构,用于成品的下料;其中,塑料管送料机构(10)、夹紧旋转机构(30)、夹紧牵引机构(40)依次设置于机架上,电热丝送料机构(20)和下料移载机构均安装于机架上且位于夹紧旋转机构(30)和夹紧牵引机构(40)之间。2.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:所述塑料管送料机构(10)包括:主动滚轮(11),从动滚轮(12),从动滚轮(12)和主动滚轮(11)之间形成供塑料管穿过的输送间隙;第一驱动电机(13),用于驱动主动滚轮(11)的旋转;调节气缸(14),用于调节从动滚轮(12)和主动滚轮(11)之间的间距。3.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:所述电热丝送料机构(20)包括:送料支架(21),送料支架(21)与机架滑动连接;贮丝筒(22),贮丝筒(22)设置于送料支架(21)上,且贮丝筒(22)内放置电热丝;导向组件(23),安装于送料支架(21)上用于电热丝的导引;底座(24),底座(24)与送料支架(21)滑动连接;导向座(25),导向座(25)与底座(24)滑动连接;左右平移驱动单元,安装于机架上并用于驱动送料支架(21)左右平移;前后平移驱动单元(26),安装于送料支架(21)上并用于驱动底座(24)的前后平移;上下平移驱动单元(27),安装于底座(24)上并用于驱动导向座(25)的上下移动;其中,导向座(25)的底端设有导向管(28),贮丝筒(22)里的电热丝绕过导向组件(23)并穿设在导向管内。4.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:所述夹紧旋转机构(30)包括:旋转座(31),旋转座(31)可旋转的安装于机架上,旋转座(31)上设有供塑料管穿过的输送通道;第一绕线销(32),设置于旋转座(31)上,用于电热丝的绕线;第二驱动电机(33),用于驱动旋转座(31)的旋转;夹紧摇臂(34),夹紧摇臂(34)设置于旋转座(31)上并用于调节输送通道的大小;控制气缸(35);其中,旋转座(31)上设有径向与输送通道连通的安装槽,夹紧摇臂(34)安装于安装槽内,夹紧摇臂(34)与旋转座(31)之间通过设有拉紧弹簧(36)实现夹紧,夹紧摇臂(34)的外侧上设有倒钩(37),夹紧气缸(64)的驱动端上设有拉钩(38),控制气缸(35)用于拉动夹紧
摇臂(34)使夹紧摇臂(34)松开塑料管。5.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:所述夹紧牵引机构(40)包括:牵引座(41),牵引座(41)与机架水平滑动连接;牵引驱动单元,用于驱动牵引座(41)在机架上平移;夹筒(42),用于夹持塑料管;第二绕线销(43),设置于夹筒(42)上,用于电热丝的绕线;锁紧气缸(44),用于控制夹筒(42)夹紧或松开塑料管;第二驱动电机(33),用于及控制夹筒(42)的旋转。6.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:所述下料移载机构包括:夹紧机械手(51),用于抓取已缠绕电热丝的塑料管;十字移动滑台(52),用于驱动夹紧机械手(51)的升降移动和前后移动。7.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:还包括两组胶带扎紧机构(60),两组胶带扎紧机构(60)分别设置于夹紧旋转机构(30)的一侧和夹紧牵引机构(40)的一侧;胶带扎紧机构(60)包括:扎紧支架(61),支架包括工作面(62);缠绕有胶带条的胶带卷,胶带卷安装于支架上,且胶带卷上的胶带条位于工作面(62)上;切断刀(63),设置于工作面(62)的底面,用于切断胶带条;夹紧组件,夹紧组件包括夹紧气缸(64)和夹紧棒(65),气缸用于驱动夹紧棒(65)靠近工作面(62)或远离工作面(62);升降组件(66),用于驱动扎紧支架(61)的升降;前后平移组件(67),用于驱动扎紧支架(61)的前后平移;左右平移组件(68),用于驱动扎紧支架(61)的左右平移。8.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:所述机架上还设有位于夹紧旋转机构(30)前端的气剪(70)组件,气剪(70)组件包括气剪(70)、用于控制气剪(70)运动的气剪(70)气缸、供塑料管穿过的前导管(71)和后导管(72),气剪(70)位于前导管(71)和后导管(72)之间,后导管(72)与旋转座(31)的输送通道导通。9.根据权利要求1所述的一种电加热管子自动绕电热丝机,其特征在于:还包括设置于夹紧旋转机构(30)一侧的夹持组件(73)和设置于夹紧牵引机构(40)一侧的夹持切断组件(74);夹持组件(73)和夹持切断组件(74)均包括夹持块和用于驱动夹持块夹紧或松开的夹持气缸,夹持切断组件(74)还包括设置于夹持块上用于切断的切刀(75);机架上还设有置于夹紧旋转机构(30)一侧的辅助料爪,辅助料爪包括气爪(76)、用于驱动气爪(76)向旋转座(31)一侧移动的第一推送气缸(77)和用驱动气爪(76)向夹紧牵引机构(40)一侧移动的第二推送气缸(78)。10.一种适用于权利要求1
‑
9任一所述一种电加热管子自动绕电热丝机的绕丝方法,其
特征在于:包括以下步骤:首次上料阶段:调节气缸(14)驱动从动滚轮(12)原理主动滚轮(11),同时第二驱动电机(33)驱动旋转座(31)旋转,使得夹紧摇臂(34)与控制气缸(35)正对,控制气缸(35)回缩,通过拉钩(38)拉动倒钩(37),使得夹紧摇臂(34)沿旋转座(31)径向外移;人工将塑料管依次穿入主动滚轮(11)和从动滚轮(12)之间、气剪(70)和旋转座(31)的输送通道;然后调节气缸(14)顶出使得从动滚轮(12)压紧塑料管,气剪(70)气缸驱动气剪(70)将塑料管端头切断,人工去除塑料管端头;上料完成;绕丝阶段:第一驱动电机(13)驱动主动滚轮(11)旋转,将塑料管送入旋转座(31)的输送通道内,待塑料管由输送通道的输出端伸出时,夹紧牵引机构(40)上的夹筒(42)夹持塑料管的端部,并通过牵引驱动单元驱动夹筒(42)向远离旋转座(31)的一侧移动,牵引完成;控制气缸(35)顶出,拉钩(38)释放夹紧摇臂(34),在拉紧弹簧(36)的拉力作用下,夹紧摇臂(34)夹紧塑料管;气剪(70)气缸驱动气剪(70)剪断塑料管;电热丝送料机构(20)驱动电热丝移动至夹持组件(73)处,通过夹持组件(73)夹持电热丝的端部;电热丝送料机构(20)驱动电热丝继续驱动电热丝缠绕于第一绕线销上;夹持组件(73)松开电加热丝的端部;电热丝送料机构(20)驱动电热丝沿着塑料管轴向移动,同时第二驱动电机(33)驱动旋转座(31)旋转,第三驱动电机(45)驱动夹筒(42)同步旋转,实现将电热丝均匀的缠绕在塑料管上;当电热丝绕线到设定距离后,电热丝送料机构(20)继续驱动电热丝缠绕于第二绕线销上;电热丝送料机构(20)继续驱动电热丝到夹持切断组件(74)处,通过夹持切断组件(74)切断电热丝;胶带扎紧器将胶带条粘合在塑料管的两端电热丝外,塑料管继续旋转,使得胶带条缠绕于电热丝外,并自动切断胶带条;第二驱动电机(33)和第三驱动电机(45)驱动塑料管反转,使得电热丝能够有从第一绕线销和第二绕线销上脱出;控制气缸(35)回缩通过拉钩(38)拉动夹紧摇臂(34),使得夹紧摇臂(34)不夹持塑料管;同时锁紧气缸(44)驱动夹筒(42)松开;十字移动滑台(52)驱动夹紧机械手(51)夹持已经绕丝完成的塑料管,进行下料;电热丝送料机构(20)和夹紧牵引机构(40)移动至起始位置,一次绕丝完成;然后循环绕丝阶段,实现自动化生产。
技术总结
本发明公开了一种电加热管子自动绕电热丝机及其绕丝方法,可以自动完成上料、绕线、捆扎、切断、下料,实现自动化生产,其技术方案要点是包括:机架;塑料管送料机构,用于塑料管的自动上料;电热丝送料机构,用于电热丝的自动上料;夹紧旋转机构,用于夹紧塑料管并用于驱动塑料管的旋转;夹紧牵引机构,用于塑料管的牵引;下料移载机构,用于成品的下料;其中,塑料管送料机构、夹紧旋转机构、夹紧牵引机构依次设置于机架上,电热丝送料机构和下料移载机构均安装于机架上且位于夹紧旋转机构和夹紧牵引机构之间,本发明适用于绕丝设备技术领域。域。域。
技术研发人员:许凯俊 陈陆瑛 曹中基 翁天强
受保护的技术使用者:台州狮威汽车零部件制造有限公司
技术研发日:2021.08.10
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。