1.本发明涉及电站锅炉技术中的制粉系统技术,具体涉及一种用于制粉系统实现煤粉均匀分配的节流元件调控方法。
背景技术:
2.大型燃煤电厂煤粉锅炉的磨煤机一般采用直吹式制粉系统为燃烧器提供煤粉,每台磨煤机所对应的每组燃烧器的数量为4~8只。根据锅炉设计规范和标准,每一组燃烧器之间的煤粉流速偏差和煤粉质量流量分配偏差分别要小于
±
5%和
±
10%。由于磨煤机出口各输粉管道的长度和走向的不同,风粉混合物在其内部流动阻力存在较大差异,通常在输粉管道上装设节流装置等阻力件,以调节各输粉管道上的风粉气流的流动阻力,使得与同一台磨煤机对应的燃烧器喷口处的风速、风粉浓度等均匀。
3.目前调整阻力系数的试验大多是在冷态下进行的,即在纯空气条件下,调整节流装置的节流比使各管道的风量接近或相等,此时即可认为各管道的总阻力系数是均衡的。然而,这样调整后,在热态(即投粉后)运行中发现,各管道风量的分配仍存在较大的偏差。其原因是因为节流元件的阻力特性与管道及弯管的阻力特性不同所致。因此,只能在冷热工况下以空气代替煤粉进行煤粉分配调平,这种落后的调平方法最终会导致相当高的煤粉流量分配偏差,最高可达
±
30~
±
50%,这不但影响锅炉的安全运行,也不利于降低煤耗及污染物排放。
技术实现要素:
4.本发明的目的在于克服现有技术中存在的上述不足,而提供一种用于制粉系统实现煤粉均匀分配的节流元件调控方法,优化热态送粉管道内风粉分配不均衡,达到均匀调节流速和煤粉浓度的目的。
5.本发明解决上述问题所采用的技术方案是:一种用于制粉系统实现煤粉均匀分配的节流元件调控方法,其特征是,包括以下步骤:
6.1)采用三维软件对锅炉制粉系统磨煤机及其并连送粉管道装置进行1:1的几何建模;
7.2)采用mp
‑
pic方法对构建的锅炉制粉系统几何模型进行网格划分,设置初始化流场和边界条件,计算每个空间微元体的守恒方程;
8.3)采用mp
‑
pic方法模拟不同操作工况下的锅炉制粉系统内气固流动行为,提取各送粉管道时均压降和出口时均煤粉浓度以及其对应偏差;
9.4)根据各管道压降及与最大管道对应的压降,若送粉管道时均压降偏差高于
±
5%,设计合适尺寸的节流元件;
10.5)采用三维软件对增加节流元件后的锅炉制粉系统磨煤机及其并连送粉管道装置进行1:1的几何建模;
11.6)采用mp
‑
pic方法对步骤5)构建的锅炉制粉系统几何模型进行网格划分,设置初
始化流场和边界条件,计算每个空间微元体的守恒方程;
12.7)采用mp
‑
pic方法模拟并提取加入节流元件后的各送粉管道时均压降和出口时均煤粉浓度以及其对应偏差;
13.8)若各送粉管道时均压降偏差低于
±
5%,时均煤粉浓度偏差低于
±
10%,则输出节流元件对应尺寸,否则,进一步调整节流元件尺寸(在原来基础上增加或减低5%),重复步骤5)~7),直至各送粉管道时均压降偏差低于
±
5%,此时输出节流元件尺寸。
14.进一步的,所述步骤2)中的初始化流场和边界条件是根据制粉系统操作条件以及相关物理性质来设置;所述相关物理性质包括:颗粒粒径、颗粒密度、流体性质、颗粒温度、颗粒进料量。
15.进一步的,所述步骤2)中模拟时间为40s,优选的,步骤3)中提取20
‑
40s之间的时均压降和出口时均煤粉浓度。
16.进一步的,所述步骤4)设计合适的节流元件尺寸,具体步骤如下:
17.第一步,对圆管突然扩大和突然缩小的局部水头进行损失计算,通常对上、下游断面建立连续性方程、能量方程和动量方程,并忽略两断面问的沿程水头损失,得到局部水头损失经验公式:
[0018][0019]
式中u为发生局部水头损失以后的断面平均速度,ξ为局部水头损失系数,其中突然扩大和缩小的局部水头损失分别为:
[0020][0021][0022]
式中a1和a2是上、下游断面面积;
[0023]
第二步,根据各管道压降偏差,结合式(1)~(3),得到初始节流元件对应尺寸。
[0024]
本发明与现有技术相比,具有以下优点和效果:
[0025]
1)本发明通过mp
‑
pic方法对制粉系统内气固流动特性进行数值模拟研究,实现对各送粉管道压降和出口煤粉浓度的在线实时检测,得到各送粉管道压降和煤粉浓度的偏差,结合经验公式,得到节流元件对应尺寸,及时有效地指导、调控节流元件的开度,提高了工作效率,进而提高了锅炉的安全稳定运行,减少由此造成的不安全因素和经济损失。
[0026]
2)本发明克服了现有技术没有考虑热态工况下,节流元件开度调控与实际情况相差较远的缺点。
[0027]
3)本发明可以用于煤粉管道上,也可以用于其他管道,如生物质管道,用于阻力和管道内颗粒浓度均匀性控制。
附图说明
[0028]
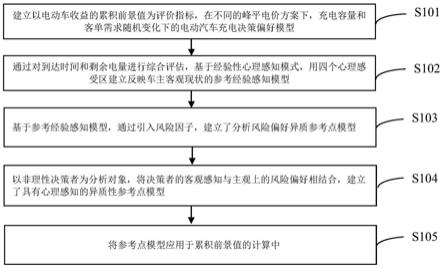
图1是本发明的方法流程图;
[0029]
图2是本发明实施例中制粉系统磨煤机各送粉管道的三维图;
[0030]
图3是本发明实施例中制粉系统磨煤机各送粉管道的网格划分图;
[0031]
图4是本发明实施例中加入节流元件后制粉系统磨煤机各送粉管道的三维图;
[0032]
图5是本发明实施例中加入节流元件后制粉系统磨煤机各送粉管道的网格划分图。
[0033]
图2和图4中:1
‑
磨煤机,2
‑
一号送粉管道,3
‑
二号送粉管道,4
‑
三号送粉管道,5
‑
四号送粉管道,6
‑
五号送粉管道。
具体实施方式
[0034]
下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
[0035]
实施例。
[0036]
本实施例中,一种用于制粉系统实现煤粉均匀分配的节流元件调控方法,包括以下步骤:
[0037]
1)采用solidworks三维软件对锅炉制粉系统磨煤机及其并连送粉管道装置进行1:1的几何建模,如图2所示。
[0038]
2)采用mp
‑
pic方法对构建的锅炉制粉系统几何模型进行网格划分,如图3所示。根据制粉系统操作条件以及相关物理性质(颗粒粒径、颗粒密度、流体性质、颗粒温度、颗粒进料量等)来设置初始化流场和边界条件,计算每个空间微元体的质量守恒方程、动量守恒方程、能量守恒方程、组分守恒方程,进而得到颗粒速度、颗粒浓度、管道压降等;
[0039]
此时,需判断全流程是否满足收敛标准,如果收敛则进行步骤3);如果不满足,则返回到步骤2)的操作,直到满足收敛标准。
[0040]
3)采用mp
‑
pic方法模拟不同操作工况下的锅炉制粉系统内气固流动行为,模拟时间为40s,提取20
‑
40s时均压降和出口时均煤粉浓度以及其对应偏差;如表1所示。由表1可知,除三号送粉管道4外,其他送粉管道压降偏差均高于5%,一号送粉管道2、三号送粉管道4、四号送粉管道5的出口煤粉量偏差高于10%。由表1可知,四号送粉管道5的压降最大,五号送粉管道6略低于c4,两者相差不大,五号送粉管道6可不加节流元件。
[0041]
表1各管道压降、出口风速以及煤粉量及其偏差
[0042][0043]
4)送粉管道时均压降偏差高于
±
5%,根据各管道压降及与最大管道对应压降,设计合适尺寸的节流元件,具体步骤如下:
[0044]
第一步,对圆管突然扩大和突然缩小的局部水头进行损失计算,通常对上、下游断面建立连续性方程、能量方程和动量方程,并忽略两断面问的沿程水头损失,得到局部水头
损失经验公式:
[0045][0046]
式中u为发生局部水头损失以后的断面平均速度,ξ为局部水头损失系数,其中突然扩大和缩小的局部水头损失分别为:
[0047][0048][0049]
式中a1和a2是上、下游断面面积;
[0050]
第二步,根据各管道压降偏差,结合式(1)~(3),得到初始节流元件对应直径,如表2所示。
[0051]
表2节流元件直径
[0052][0053]
5)采用solidworks三维软件对增加节流元件后的锅炉制粉系统磨煤机及其并连送粉管道装置进行1:1的几何建模;如图4所示,其中,一号送粉管道2、二号送粉管道3、三号送粉管道4按照表2中的节流元件尺寸,保持节流元件高度200mm,节流元件增加位置距离第四段(为垂直段,从下往上数)底部1000mm处;
[0054]
6)采用mp
‑
pic方法对步骤5)构建的锅炉制粉系统几何模型进行网格划分,设置初始化流场和边界条件,计算每个空间微元体的守恒方程,其他设置如步骤2);
[0055]
7)采用mp
‑
pic方法模拟并提取步骤6)中各送粉管道时均压降和出口时均煤粉浓度以及其对应偏差;如表3所示。由表3可知,各送粉管道时均压降偏差低于
±
5%,时均煤粉
浓度偏差低于
±
10%,输出一号送粉管道2、二号送粉管道3、三号送粉管道4节流元件对应的直径,如表2所示。
[0056]
表3加入节流元件前、后制粉系统各管道压降及偏差
[0057][0058]
本说明书中未作详细描述的内容均属于本领域专业技术人员公知的现有技术。
[0059]
虽然本发明已以实施例公开如上,但其并非用以限定本发明的保护范围,任何熟悉该项技术的技术人员,在不脱离本发明的构思和范围内所作的更动与润饰,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。