一种fdm三维打印控制系统
技术领域
1.本发明涉及材料制造技术领域,具体涉及一种fdm三维打印控制系统。
背景技术:
2.3d打印作为当前制造业领域蓬勃发展的核心技术,通过实现增量制造,可打印出结构高度复杂且轻盈稳定的产品原形,是具有工业革命意义的制造技术。据研究发现可知,目前3d打印基础理论较为成熟,并且在国内外各领域应用推广成效显著。因此目前研究难点集中在如何进一步提高产品精度和成型效率,以及针对目标部件表面特性完成三维重建,从而优化3d打印中模型支撑结构和喷头路径规划,降低整体打印成本。
3.自3d打印技术发展以来,就3d打印机具体实现机制而言,可分为熔融层积成型(fused deposition modeling,fdm),激光固化光敏树脂成型(stereolithography,sla),选择性激光烧结成型(selective laser sintering,sls)等。其中fdm是其中较为典型的一种,据统计fdm打印目前约占有六成的市场份额。所以本发明从技术推广角度出发,选择已成为市场主流的fdm打印机作为研究主体,并对fdm打印机喷头路径进行规划探索。如徐敬华等在多层连续面打印时,根据稀疏矩阵的非规则连通稀疏特征,实现对位置信息数据集的无损压缩和层截面数据的恢复与重构,可有效降低了复杂形态模型进行fdm技术的时间复杂度。moradi等则通过设计实验对3d打印材料的最大损伤载荷、模型厚度和成型时间进行有效测试,用于优化fdm技术中各类预设参数,如层厚度、填充百分比和挤出机温度等。刘嘉玮等利用fdm技术打印逐层逐体素的工作特性,将喷头移动路径的规划问题转化为旅行商问题并改进回溯算法进行求解,可大大减少喷头的路径重复率和位置跳转率。
4.上述工作中,国内外科研团队主要聚焦于fdm分层切片和路径规划算法,以提升3d打印效率与成型质量。此类工作虽然在常规打印情况下可获得较好性能,然而却没有将三维模型分层、填充路径以及模型支撑等前处理技术与三维建模相结合,以至于无法进一步提高产品快速成型效率与质量(前处理技术是影响fdm三维打印性能的关键因素)。因此,本发明通过对计算机视觉领域的三维重建技术进行深入研究,将三维重建与fdm前处理技术相结合,设计和实现适用于快速成型产品的3d打印控制系统,为我国3d打印等高新制造技术的智能化发展提供参考。
技术实现要素:
5.针对上述,本发明解决其技术问题而采取的技术方案是:一种fdm三维打印控制系统,其特征在于:包括基于开源系统设计的由硬件层、系统层、驱动层和应用层组成的打印控制系统,所述打印控制系统包括
6.s1:基于单目视觉技术对目标产品进行三维重建,实现稀疏点云和稠密点云之间的转换,最终完成stl模型并将数据导出;
7.s2:在3d打印前处理技术中,将s1导出的stl模型文件的数据加载以及对模型恢复,并将恢复后的模型进行三角化离散分层切片,对分层后的各截面数据轮廓信息进行路
径规划,生成有效的g
‑
code指令;
8.s3:将g
‑
code指令文件加载至硬件驱动系统,通过3d打印机实现三维模型的逐层打印,快速成型制造目标产品。
9.作为上述方案的进一步设置,所述硬件层包括搭载以atmega 2560微控制器、ramps 1.4扩展板、a4988驱动模块、mk3热床和42步进电机的i3型3d打印机硬件系统。
10.作为上述方案的进一步设置,所述s1还包括:
11.s101:将目标图片通过运动恢复结构(sfm,structure from motion)生成稀疏点云;
12.s102:采用多视图立体视图(mvs,multi
‑
view stereo)生成稠密点云数据,并将稠密点云进行三角化为stl格式。
13.作为上述方案的进一步设置,所述s2还包括:
14.s201:基于3d打印前处理技术加载stl数据恢复三维模型;
15.s202:对模型数据进行离散分层切片,所述离散分层切片包括利用三角面片拓扑信息、模型几何特征和模型几何连续性进行切片;
16.s203:对分层切片后的各截面数据轮廓信息进行路径规划,并通过实现扫描填充路径生成算法,最终生成g
‑
code指令代码。
17.作为上述方案的进一步设置,所述s3还包括
18.s301:将g
‑
code指令加载至fdm打印控制系统;
19.s302:通过控制采用atmega 2560内核ramps 1.4为微控制器的3d打印机,进行三维模型的逐层打印,快速成型目标产品。
20.作为上述方案的进一步设置,所述atmega 2560微控制器还连接有单目摄像头,所述单目摄像头用于配合单目视觉技术实现对目标产品的单目视觉模型。
21.作为上述方案的进一步设置,所述离散分层切片包括
22.1)基于三角面片拓扑信息的切片算法,以stl模型中的点与线、线与面的关系,计算得到与切平面相交的一个目标三角面片的坐标信息,并基于其找到与之链接的下一个三角面片,进而再次求交,重复执行上述操作,直至求解完成得到新三角面片的交点坐标,最后依据已知的交点顺序,连接交点得到二维轮廓线;
23.2)基于模型几何特征的切片算法,首先对stl模型中所有三角面片进行分类分级,再对三角面片排序,用于确定三角面片的顶点坐标,通过对符合一定关系的三角面片顶点坐标进行求交判断,最后首尾相连生成封闭轮廓线;
24.3)基于模型几何连续性的切片算法,算法利用stl模型的连续性,包括与切片平面相交的所有三角形、边以及交点的连续性,建立数据的链接关系图,通过对三角形进行分层,求得每一层的交点,并依次执行以得到封闭轮廓线。
25.有益效果:本发明的fdm三维打印控制系统通过计算机视觉领域的三维重建技术进行深入研究,将三维重建与fdm前处理技术相结合,设计和实现适用于快速成型产品的3d打印控制系统,其中,通过单目视觉技术构建目标产品模型,完成stl文件,再通过离散分层切片的方式形成g
‑
code指令代码,并将g
‑
code指令文件加载至硬件驱动系统,通过3d打印机实现三维模型的逐层打印,快速成型制造目标产品,本发明设计科学,快速成型制造效率与质量高,为我国3d打印等高新制造技术的智能化发展提供参考。
附图说明
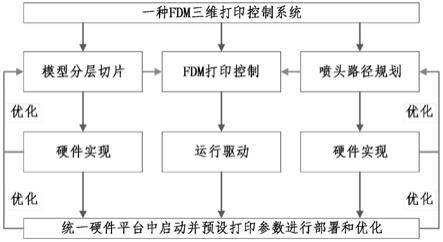
26.图1是本发明的fdm三维打印控制系统的运行架构示意图。
27.图2是本发明的fdm打印控制系统总体流程示意图。
28.图3是本发明的模型分层切片和喷头路径规划交互逻辑示意图。
具体实施方式
29.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在相互不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
30.实施例:如图1
‑
3所示的一种fdm三维打印控制系统,其特征在于:包括基于开源系统设计的由硬件层、系统层、驱动层和应用层组成的打印控制系统,所述打印控制系统包括
31.s1:基于单目视觉技术对目标产品进行三维重建,实现稀疏点云和稠密点云之间的转换,最终完成stl模型并将数据导出;
32.s2:在3d打印前处理技术中,将s1导出的stl模型文件的数据加载以及对模型恢复,并将恢复后的模型进行三角化离散分层切片,对分层后的各截面数据轮廓信息进行路径规划,生成有效的g
‑
code指令;
33.s3:将g
‑
code指令文件加载至硬件驱动系统,通过3d打印机实现三维模型的逐层打印,快速成型制造目标产品。
34.作为上述方案的进一步设置,所述硬件层包括搭载以atmega 2560微控制器、ramps 1.4扩展板、a4988驱动模块、mk3热床和42步进电机的i3型3d打印机硬件系统。
35.作为上述方案的进一步设置,所述s1还包括:
36.s101:将目标图片通过运动恢复结构(sfm,structure from motion)生成稀疏点云;
37.s102:采用多视图立体视图(mvs,multi
‑
view stereo)生成稠密点云数据,并将稠密点云进行三角化为stl格式。
38.作为上述方案的进一步设置,所述s2还包括:
39.s201:基于3d打印前处理技术加载stl数据恢复三维模型;
40.s202:对模型数据进行离散分层切片,所述离散分层切片包括利用三角面片拓扑信息、模型几何特征和模型几何连续性进行切片;
41.s203:对分层切片后的各截面数据轮廓信息进行路径规划,并通过实现扫描填充路径生成算法,最终生成g
‑
code指令代码。
42.作为上述方案的进一步设置,所述s3还包括
43.s301:将g
‑
code指令加载至fdm打印控制系统;
44.s302:通过控制采用atmega 2560内核ramps 1.4为微控制器的3d打印机,进行三维模型的逐层打印,快速成型目标产品。
45.作为上述方案的进一步设置,所述atmega 2560微控制器还连接有单目摄像头,所述单目摄像头用于配合单目视觉技术实现对目标产品的单目视觉模型。
46.作为上述方案的进一步设置,所述离散分层切片包括
47.1)基于三角面片拓扑信息的切片算法,以stl模型中的点与线、线与面的关系,计
算得到与切平面相交的一个目标三角面片的坐标信息,并基于其找到与之链接的下一个三角面片,进而再次求交,重复执行上述操作,直至求解完成得到新三角面片的交点坐标,最后依据已知的交点顺序,连接交点得到二维轮廓线;
48.2)基于模型几何特征的切片算法,首先对stl模型中所有三角面片进行分类分级,再对三角面片排序,用于确定三角面片的顶点坐标,通过对符合一定关系的三角面片顶点坐标进行求交判断,最后首尾相连生成封闭轮廓线;
49.3)基于模型几何连续性的切片算法,算法利用stl模型的连续性,包括与切片平面相交的所有三角形、边以及交点的连续性,建立数据的链接关系图,通过对三角形进行分层,求得每一层的交点,并依次执行以得到封闭轮廓线。
50.如图1所示,本发明针对fdm产品快速成型技术,以及最优模型分层切片和喷头路径规划问题展开,通过研制基于三维重建技术的fdm打印控制系统,实现可应用于模型数据转换和硬件驱动模块,实施过程中,每个阶段既相互依赖又可独立展开,根据技术路线要求可将系统流程细分为四个阶段:
51.(1)基于三维重建技术,对fdm打印控制系统进行研制;
52.(2)在阶段(1)中的fdm打印控制系统下,设计实现模型分层切片和喷头路径规划算法;
53.(3)在统一硬件平台上部署阶段(1)中的fdm打印控制系统,并优化阶段(2)的算法模型;
54.(4)通过预设各类打印参数(如层厚度等),整体部署和优化fdm打印控制系统。
55.如图3所示额模型分层切片和喷头路径规划算法之间的交互逻辑,本发明针对三维模型配置信息以及3d打印数据转换问题,设计并优化适合于快速成型的模型分层切片以及喷头路径规划算法,并在实际环境下测试与验证打印机性能,立足于该方案所实现的打印控制系统,力求整体系统能更可靠、鲁棒、高效地交换控制信息与驱动硬件运行,其以提升fdm打印控制系统的成型效率和精度为目标,将单目视觉的三维重建技术作为理论基础,从市场应用的角度探索模型分层切片与喷头路径规划算法,研究内容为我国近年来制造业发展的战略目标与政策重心,具有重要的学术意义和实用价值。
56.本发明对于喷头路径规划,实现了一类扫描填充路径生成算法:即首先须考虑打印丝料宽度,通过对切片得到的多边形轮廓进行偏置就可实现丝料补偿。其次构造扫描区域,可用于扫描线的生成。最后将扫描线与轮廓线相交,得到每层的二维填充图案,进而对各层填充图案进行逐层累积,完成最终目标模型的填充工作。
57.本发明在进行算法优化时,对于分层切片算法,采用分层处理速度、分层效率、信息存储内存大小以及处理运算难度共4个性能指标进行衡量;而对于路径规划算法,则采用成型精度、打印速度、密度与稳固性3个性能指标。
58.为避免模型分层切片算法对目标模型造成较大的体积误差(阶梯效应),从而降低分层效率,以至于产生冗余、无序的数据信息,可通过调整切片厚度以及最佳切片方向,并在排除未相交的三角面片之后,迅速求出其余面片与分层平面的交线集合。通过上述方式对参数进行优化,可在去除冗余信息的条件下建立所有交线的链接关系,获得有序线段并将其按序连接,最终生成二维轮廓曲线,保证切片分层的效率。
59.通过分析fdm打印机的打印速度、打印路径以及喷头的挤出量,可对喷头路径规划
中的扫描填充路径生成算法参数进行调整。其中打印速度和喷头挤出量直接影响加工表面的质量,常见的缺陷有阶梯效应、拉丝等现象,而打印路径的不优常会引起翘曲变形等等。因此,为减少台阶效应所带来的尺寸精度的影响,需反复调整切片多边形轮廓的初始偏置值,保证扫描填充路径生成算法能够达到目标模型最优填充效果。
60.进一步的,本系统还可将最终得到的g
‑
code代码导入cncsimulator pro平台,实现fdm三维打印的模拟仿真。在实际三维3d打印测试分析中,可对g
‑
code代码进行解析,模拟三维打印机逐层打印过程,即通过计算能够实现对喷头路径和g
‑
code指令之间相互转换。g指令通常由g加数字构成,其指令的作用是通知喷头指定时间点完成指定动作,比如快速移动、慢速挤料和直线插补等。在打印目标模型过程中,通过对g
‑
code指令进行解析,可得的某个时刻喷头的路径规划。
61.本发明的fdm三维打印控制系统通过计算机视觉领域的三维重建技术进行深入研究,将三维重建与fdm前处理技术相结合,构建并优化对应的模型分层切片及其填充路径规划算法,设计和实现适用于快速成型产品的3d打印控制系统,其中,通过单目视觉技术构建目标产品模型,完成stl文件,再通过离散分层切片的方式形成g
‑
code指令代码,并将g
‑
code指令文件加载至硬件驱动系统,通过3d打印机实现三维模型的逐层打印,快速成型制造目标产品,本发明设计科学,快速成型制造效率与质量高,为我国3d打印等高新制造技术的智能化发展提供参考。
62.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。