1.本发明涉及工件加工装置技术领域,具体涉及一种工件自动加工装置及自动加工方法。
背景技术:
2.在工业制造领域,大部分工件或产品,如安全指示牌、铭牌等均需要进行多工序加工。例如,金属工件需要进行焊接,折弯,洗槽,车床,水切割,线切割,打磨,抛光,拉丝,电镀,氧化,腐浊,烤漆等生产工序;亚克力和玻璃工件表面可以采用丝印,贴即时贴,雕刻,喷砂等工艺来综合加工。标识的完美关键在设计理念和制作工艺的合理性。在进行雕刻以及表面喷涂工序时,在过去很长的时间里,将工件搬运至工位以及喷涂刻铭牌都需人工操作,其工作速度慢、效率低。
技术实现要素:
3.本发明的目的在于提供一种工件自动连续生产装置,以解决目前生产工件主要依赖人工搬运以及制作,存在生产效率低的问题。本发明采用了以下技术方案。
4.一种工件自动加工装置,包括自动上料机构、左升降台、多个用于装载工件的料盘、双层差速链机构、右升降台和卸料机构。
5.所述自动上料机构包括支架、三维动力轴、吸附感应组件、料盒、放置台和料盒感应器;待加工的工件装在所述料盒中,所述料盒水平的放置于所述放置台上的固定位置;所述料盒感应器安装在所述放置台中,能感应所述料盒的存在;所述三维动力轴安装在所述支架上;所述吸附感应组件安装在所述三维动力轴的下端,能感应和吸取下方料盒中的工件,并将吸取的工件移动至所述左升降台上的料盘中。
6.多个所述料盘装载在所述左升降台、所述双层差速链机构和/或所述右升降台上。
7.所述左升降台和所述右升降台分别设置于所述双层差速链机构的两端;所述双层差速链机构包括上层差速链和下层差速链;所述左升降台能将装载有工件的料盘输送至所述上层差速链;所述双层差速链机构能将多个装载有工件的料盘停止在所述上层差速链上,以进行多工位同时加工工件;所述上层差速链能将装载有加工后工件的料盘输送至所述右升降台上;所述右升降台能下降并将料盘输送至所述下层差速链;所述卸料机构安装于所述下层差速链旁,能卸下所述下层差速链上的料盘中的工件;所述下层差速链能将空料盘送回所述左升降台。
8.作为本发明的工件自动加工装置的进一步改进,所述三维动力轴包括水平横向动力轴、水平纵向动力轴和竖向动力轴;所述吸附感应组件安装在所述竖向动力轴上,所述竖向动力轴能驱动所述吸附感应组件进行竖向移动;所述竖向动力轴连接于所述水平横向动力轴,能受所述水平横向动力轴的驱动而进行水平横向移动;所述水平横向动力轴滑动安装于所述支架上;所述水平纵向动力轴安装于所述支架上,且其输出端垂直连接于所述所述水平横向动力轴,能推动所述水平横向动力轴进行水平纵向移动。
9.作为本发明的工件自动加工装置的进一步改进,所述水平横向动力轴为丝杆模组,包括杆状的外壳、丝杆和滑块,所述丝杆安装在所述外壳中,所述滑块能沿所述丝杆滑动,所述外壳的两端滑动安装在所述支架上;所述水平纵向动力轴为气缸,安装在所述支架上,其输出轴垂直连接于所述外壳;所述竖向动力轴包括电缸、横板和导向轴;所述电缸固定于所述滑块上,其输出轴竖直向下设置;所述导向轴滑动连接于所述外壳,且平行于所述电缸的输出轴;所述横板固定于所述电缸的输出轴末端和所述导向轴的下端;所述吸附感应组件安装于所述横板下。
10.作为本发明的工件自动加工装置的进一步改进,所述吸附感应组件包括距离传感器和真空吸嘴,均安装在所述横板下。
11.作为本发明的工件自动加工装置的进一步改进,所述放置台设置有两个沿水平纵向平行布置的料盒工位,所述自动上料机构包括两个所述料盒感应器;每个所述料盒设置有沿水平横向平行分布的多个相同格子,每个格子能由下至上叠放多个工件。
12.作为本发明的工件自动加工装置的进一步改进,所述左升降台包括左升降板、左升降驱动件、左传送带、左传送驱动件;所述左升降驱动件能驱动所述左升降板上升至对应所述上层差速链的高度,或者下降至对应所述下层差速链的高度;所述左传送带和所述左传送驱动件均安装在所述左升降板上,所述左传送驱动件能驱动所述左传送带,将左传送带上装载有工件的料盘输送至所述上层差速链上。
13.作为本发明的工件自动加工装置的进一步改进,所述双层差速链机构还包括安装架和多个阻挡气缸;所述上层差速链和所述下层差速链均安装在所述安装架上;每个所述阻挡气缸固定于所述安装架中,其输出轴能向上移动以阻挡装载有工件的料盘,以在多个工位对工件进行加工。
14.作为本发明的工件自动加工装置的进一步改进,所述右升降台包括右升降板、右升降驱动件、右传送带、右传送驱动件;所述右升降驱动件能驱动所述右升降板上升至对应所述上层差速链的高度,或者下降至对应所述下层差速链的高度;所述右传送带和所述右传送驱动件均安装在所述右升降板上,所述右传送驱动件能驱动所述右传送带,将所述上层差速链上装载有工件的料盘输送至所述右传送带上。
15.作为本发明的工件自动加工装置的进一步改进,所述卸料机构包括卸料吸盘,所述卸料吸盘能吸附所述下层差速链上的料盘中的工件,并放入成品料框中。
16.本发明还提出了一种工件自动加工方法,应用于上述的工件自动加工装置,该自动加工方法包括以下步骤:
17.将装有待加工的工件的料盒放置在所述放置台的固定位置中,所述料盒感应器感应到所述料盒,所述工件自动加工装置启动所述三维动力轴和所述吸附感应组件,所述吸附感应组件依所述三维动力轴的移动而在所述料盒上方定点移动;所述吸附感应组件感应料盒内部多个位置至吸附感应组件的距离,根据感应的距离判断料盒每个位置上是否装载有工件,有则向下移动并吸取一个工件,无则平移至下一个位置继续感应,直至感应完所有设定的位置;
18.所述吸附感应组件将吸取的工件放入所述左升降台上的料盘中;所述左升降台再将装载有工件的料盘输送至所述上层差速链;所述双层差速链机构将多个装载有工件的料盘停止在所述上层差速链上,以进行多工位加工工件;
19.所述上层差速链将装载有加工后工件的料盘输送至所述右升降台上;所述右升降台下降至对应所述下层差速链的高度,并将料盘输送至所述下层差速链上;所述卸料机构卸下所述下层差速链上的料盘中的工件;
20.然后,所述下层差速链将空的料盘送入所述左升降台中;
21.最后,所述左升降台运送空的料盘上升至对应所述上层差速链的高度,以装载下一个待加工的工件,完成自动加工循环。
22.本发明的有益效果是:
23.1、本发明提供了一种能配合加工喷涂、刻印铭牌的自动化生产线,工件自动化加工可完全代替现有人工进行工作,大大提高劳动生产率,降低生产成本以及缩短生产周期。
24.2、设置了三维动力轴和吸附感应组件进行自动上料,可满足多种材料工件的使用。
25.3、设计了两侧升降传送台,中间双层差速链结构,可以进行多个工位同时加工,满足快速加工和自动循环加工的需求。
附图说明
26.图1是本发明实施例提供的一种工件自动加工装置的整体结构示意图。
27.图2是图1中a区域的放大结构图。
28.图3是图1的工件自动加工装置中的三维动力轴和吸附感应组件的放大结构图。
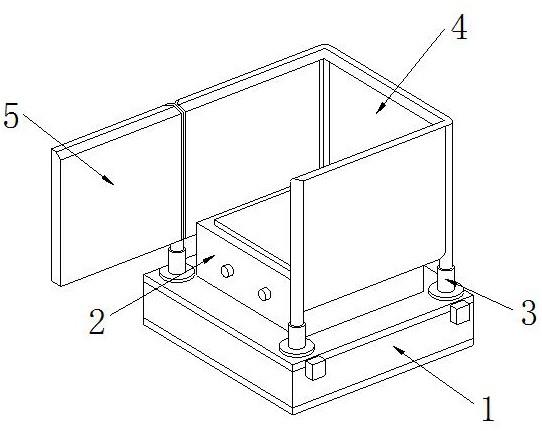
29.图4是图1的工件自动加工装置中的左升降台的放大结构图。
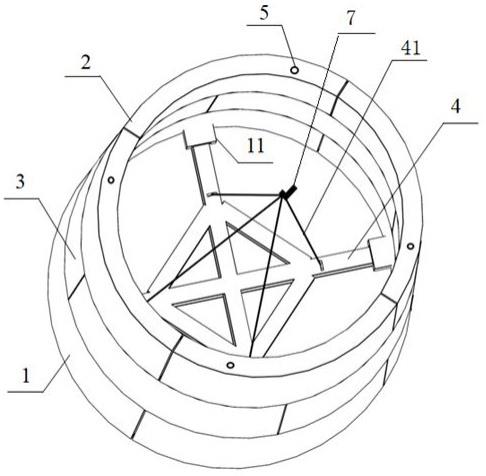
30.图5是图1的工件自动加工装置中的双层差速链机构的放大结构图。
31.附图标记:自动上料机构1、左升降台2、左升降板21、左升降驱动件22、左传送带23、左传送驱动件24、液压缓冲器25、料盘3、双层差速链机构4、上层差速链41、下层差速链42、安装架43、阻挡气缸44、驱动电机45、右升降台5、卸料机构6、支架11、吸附感应组件12、距离传感器121、真空吸嘴122、料盒13、放置台14、料盒感应器15、工件100、矮柱131、三维动力轴16、水平横向动力轴161、水平纵向动力轴162、竖向动力轴163、滑块1611、横板1631、导向轴1632、电缸1633。
具体实施方式
32.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
33.如图1所示,本实施例提供一种工件自动加工装置,包括自动上料机构1、左升降台2、多个用于装载工件的料盘3、双层差速链机构4、右升降台5和卸料机构6。
34.所述自动上料机构包括支架11、三维动力轴16、吸附感应组件12、料盒13、放置台14和料盒感应器15。待加工的工件100装在所述料盒13中,所述料盒13水平的放置于所述放置台14上的固定位置。所述料盒感应器15安装在所述放置台14中,能感应所述料盒13是否放置到位。所述三维动力轴16安装在所述支架11上;所述吸附感应组件12安装在所述三维
动力轴16的下端,能感应和吸取下方料盒13中的工件100,并将吸取的工件100移动至所述左升降台2上的料盘3中。该工件自动加工装置适用于安全指示牌、铭牌等多种板状工件的加工,其他形状的工件,能被吸附感应组件12吸取的也能适用。
35.多个所述料盘3装载在所述左升降台2、所述双层差速链机构4和/或所述右升降台5上。
36.所述左升降台2和所述右升降台5分别设置于所述双层差速链机构4的两端。所述双层差速链机构4包括上层差速链41和下层差速链42。所述左升降台2能将装载有工件100的料盘3输送至所述上层差速链41。
37.所述双层差速链机构4能将多个装载有工件100的料盘3在所述上层差速链41上停止,以进行多工位加工工件100。所述上层差速链41能将装载有加工后工件100的料盘3输送至所述右升降台5上。所述右升降台5能下降并将料盘3输送至所述下层差速链42。所述卸料机构6安装于所述下层差速链42旁,能卸下所述下层差速链42上的料盘3中的工件100。所述下层差速链42能将空料盘3送回所述左升降台2。其中,所述左升降台2和所述右升降台5均可以容纳一至多个料盘3。
38.本实施例还提出了一种工件自动加工方法,应用于上述的工件自动加工装置,该自动加工方法包括以下步骤:
39.(1)将装有待加工的工件100的料盒13放置在所述放置台14的固定位置上,所述料盒感应器15感应到所述料盒13,表明料盒13放置到位,所述工件自动加工装置启动所述三维动力轴16和所述吸附感应组件12,所述吸附感应组件12依所述三维动力轴16的移动而在所述料盒13上方定点移动;所述吸附感应组件12感应料盒13内部多个位置到吸附感应组件12的距离,根据感应的距离判断料盒13每个位置上是否装载有工件100,有则向下移动并吸取一个工件100,无则平移至下一个位置继续感应,直至感应完所有设定的位置。
40.(2)所述吸附感应组件12将吸取的工件100放入所述左升降台2上的料盘3中;所述左升降台2再将装载有工件100的料盘3输送至所述上层差速链41;所述双层差速链机构4将多个装载有工件100的料盘3停止在所述上层差速链41上,以进行多工位加工工件100。
41.(3)所述上层差速链41将装载有加工后工件100的料盘3输送至所述右升降台5上;所述右升降台5下降至对应所述下层差速链42的高度,并将料盘3输送至所述下层差速链42上;所述卸料机构6卸下所述下层差速链42上的料盘3中的工件100。
42.(4)然后,所述下层差速链42将空的料盘3送入所述左升降台2中。
43.(5)最后,所述左升降台2运送空的料盘3上升至对应所述上层差速链41的高度,以装载下一个待加工的工件100,完成自动加工循环。
44.需要说明的是,为了进行多工位加工,可以选择在同时加工完上层差速链41上的多个工件100后,并将加工完的工件100全部送出上层差速链41后,再将左升降台2上待加工的工件100依次送入上层差速链41中进行同步加工。
45.需要说明的是,在上述的工件自动加工方法中,为了保证每个工件100在自动抓取过程中都能被抓取,以减少纠错成本,设计所述吸附感应组件12依所述三维动力轴16的移动而在所述料盒13上方定点移动时,所述料盒13是水平放置的,且所述吸附感应组件12在感应料盒13每个位置中的工件100时初始的高度是相同的,使得所述吸附感应组件12在测量料盒13内部多个位置至吸附感应组件12的距离时,条件统一,故能准确判断料盒13中每
个位置上是否装载有工件100,有则向下移动并吸取一个工件100,无则平移至下一个位置继续感应,直至感应完所有设定的位置。例如,在一个实施例中,所述吸附感应组件12在测量距离时移动至同一初始高度,判断到料盒13内底面的距离是否为470mm
±
3mm,是则表示工件已抓完,可以进入下一个位置吸取工件,未达到这个距离则表明料盒13内装有工件100,则驱动吸附感应组件12下移相应距离吸取工件100,并将吸取的工件100移动至左升降台2上的料盘3中,以进入下一步的加工。需要说明的是,若料盒13的格子中存在一个工件100,所述吸附感应组件12在指定位置测得的距离是小于467mm的。
46.其中,在所述吸附感应组件12进行下移和进行真空吸取工件100的动作后,装置中的真空压力开关还要检测负压是否正常,正常则表示吸取成功,否则重新吸取。
47.本实施例提供了一种能配合加工喷涂、刻印铭牌的自动化生产线,工件自动化加工可完全代替现有人工进行工作,大大提高劳动生产率,降低生产成本以及缩短生产周期,设计三维动力轴16和吸附感应组件12进行自动上料,可满足多种材料工件100的使用,设计了两侧升降传送台,中间双层差速链结构,可以进行多个工位同时加工,满足快速加工和自动循环加工的要求。
48.以下对各分支机构的优选具体实施方案进行具体介绍。
49.如图2所示,为了避免在运输过程中划伤工件100,料盒13内底部四个角还设置了矮柱131,工件100的四个角抵接在四个矮柱131上,使得工件中部有效区域不会和料盒13的底部接触,降低划伤的风险。
50.如图3所示,在其中一个实施例中,所述三维动力轴16包括水平横向动力轴161、水平纵向动力轴162和竖向动力轴163。所述吸附感应组件12安装在所述竖向动力轴163上,所述竖向动力轴163能驱动所述吸附感应组件12进行竖向移动;所述竖向动力轴163连接于所述水平横向动力轴161,能受所述水平横向动力轴161的驱动而进行水平横向移动;所述水平横向动力轴161滑动安装于所述支架11上;所述水平纵向动力轴162安装于所述支架11上,且其输出端垂直连接于所述所述水平横向动力轴161,能推动所述水平横向动力轴161进行水平纵向移动。
51.在其中一个实施例中,所述放置台14设置有两个沿水平纵向平行布置的料盒工位,所述自动上料机构1包括两个所述料盒感应器15。每个所述料盒13设置有沿水平横向平行分布的五个相同格子,每个格子均能由下至上叠放十六个工件100。
52.由于水平横向有五个格子,每个格子均装载有工件100,所述水平横向动力轴161需要进行多点定位,所以水平横向动力轴161采用为丝杆模组来控制水平横向的移动,丝杆模组包括杆状的外壳、丝杆和滑块1611,所述丝杆安装在所述外壳中,所述滑块1611能沿所述丝杆滑动,所述外壳的两端滑动安装在所述支架11上的水平纵向滑轨中。
53.由于水平纵向设置为两个料盒工位,所以水平纵向动力轴162只需要两点定位,故所述水平纵向动力轴162采用为较经济的气缸,气缸安装在所述支架11上,其输出轴垂直连接于所述丝杆模组的外壳。
54.由于每个格子均为由下至上叠放十六个工件100,故所述竖向动力轴163需要进行多点精确定位,故竖向动力轴163采用电缸来控制竖向移动。竖向动力轴163包括电缸1633、横板1631和导向轴1632。所述电缸1633固定于所述滑块1611上,其输出轴竖直向下设置。所述导向轴1632滑动连接于丝杆模组的外壳,且平行于所述电缸1633的输出轴,导向轴1632
和电缸1633的输出轴分置于丝杆模组的外壳两侧,以保持侧向力平衡,使电缸输出轴上下移动更精准。所述横板1631固定于所述电缸的输出轴末端和所述导向轴1632的下端。所述吸附感应组件12安装于所述横板下。
55.所述吸附感应组件12包括距离传感器121和真空吸嘴122,均安装在所述竖向动力轴163的横板下。距离传感器121可以是激光位移传感器。
56.本装置自动上料的原理是,在上料过程中,当三维动力轴16接收到料盒感应器15传输的料盒信号后,x轴上的丝杆模组的滑块1611移动到预设位置,y轴上的水平纵向动力轴162推动丝杆模组进行水平纵向移动至料盒13上方的一个格子位置,z轴上的电缸1633驱动所述吸附感应组件12下行至预设位置,距离传感器121感应测得的距离是否为记载的料盒13内底至距离传感器121的距离,是则表示该格子的工件100已抓取完,未达到该距离则继续驱动吸附感应组件12下移,并启动真空发生器,真空吸嘴122吸取工件100并上移,真空压力开关还会检测真空吸嘴122内负压是否正常,即检测是否吸取成功,否则重新下行吸取工件100,是则三维动力轴16携带工件100至所述左升降台2上方,真空发生器停止,放下工件100,三维动力轴16移动至相应格子上方继续吸取工件100或者复位。
57.如图4所示,所述左升降台2包括左升降板21、左升降驱动件22、左传送带23、左传送驱动件24。所述左升降驱动件22能驱动所述左升降板21上升至对应所述上层差速链41的高度,或者下降至对应所述下层差速链42的高度。所述左传送带23和所述左传送驱动件24均安装在所述左升降板21上,所述左传送驱动件24能驱动所述左传送带23运转,将左传送带23上装载有工件100的料盘3输送至所述上层差速链41上。其中,左升降驱动件22采用无杆气缸配合竖向直线导轨,因为上下移动只需两个位置移动,且空间较小,若使用可多点定位的丝杆模组来进行高精度定位较为浪费,若使用气缸,由于气缸有效行程较长,但气缸外缸为无效行程不满足此空间,所以选择无杆气缸配合直线导轨导向作为上下运动驱动件。所述左升降台2还设置有液压缓冲器25,设置在上下两端,在所述左升降驱动件22驱动所述左升降板21上升至对应所述上层差速链41的高度,或者下降至对应所述下层差速链42的高度时,起到缓冲作用。其中左传送驱动件24包括安装在左升降板21下表面的电机以及无接触穿过左升降板21的皮带。分布于两侧的左传送带23之间通过杠铃状的轴杆联动,轴杆的中间还固定设置有圆形金属饼,电机通过皮带和该圆形金属饼的传动,驱动该圆形金属饼的转动,使得能驱动左传送带23的运转。
58.如图5所示,所述双层差速链机构4还包括安装架43和多个阻挡气缸44以及驱动上层差速链41和所述下层差速链42转动的驱动电机45。所述上层差速链41、所述下层差速链42和驱动电机45均安装在所述安装架43上。每个所述阻挡气缸44固定于所述安装架43中,其输出轴能向上移动以阻挡装载有工件100的料盘3处于加工工位上,以使得能同时对多个工件100在各自工位上进行加工。
59.所述右升降台5的结构和所述左升降台2相似,包括右升降板、右升降驱动件、右传送带、右传送驱动件;所述右升降驱动件能驱动所述右升降板上升至对应所述上层差速链41的高度,或者下降至对应所述下层差速链42的高度;所述右传送带和所述右传送驱动件均安装在所述右升降板上,所述右传送驱动件能驱动所述右传送带,将所述上层差速链41上装载有工件100的料盘3输送至所述右传送带上。其中,右升降驱动件也采用无杆气缸配合直线导轨导向作为上下运动驱动件。右传送驱动件的结构也与左传送驱动件24相同。
60.所述卸料机构6设置在下层差速链42的侧边,其包括卸料吸盘,结构与吸附感应组件12中的真空吸嘴122相似。所述卸料吸盘能吸附所述下层差速链42上的料盘3中的工件100,并放入成品料框中。
61.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。