1.本发明涉及矩形物料打包技术领域,尤其涉及一种矩形物料的打包系统及其工作方法。
背景技术:
2.在家具板材、瓷砖、地板等的加工中,为了提高原材料的利用率,通常会在同一块原材料上切割来自不同订单的不同尺寸的矩形物料,然后统一放置到输送线上输送至下一加工生产线,后续再进行订单中矩形物料的分拣、包装过程。
3.为了提高家具板材、瓷砖等矩形物料的分拣效率,目前普遍使用分拣机器人来代替人工分拣,但目前现有的机器人分拣系统仍然存在以下问题:需要较大的存储空间来存储矩形物料,占地面积大;不能实现矩形物料的加工、分拣、打包同步;需要多个分拣机器人同时工作,分拣效率低、成本高。
技术实现要素:
4.为解决上述问题,本发明提供了一种矩形物料的打包系统及其工作方法。
5.为实现上述技术效果,本发明的技术方案为:
6.一种矩形物料的打包系统,包括控制机构、加工机构、检测打包机构和输送机构;所述加工机构用于将原材料加工成若干矩形物料;所述输送机构用于将原材料输送至加工机构中进行加工,并将加工形成的各矩形物料输出至输送机构尾端的检测平台;所述检测打包机构用于检测各矩形物料的位置和姿态信息,并将各矩形物料打包成包裹;所述检测打包机构包括支撑架及设在其上的打包执行机构、码垛区、工业相机和激光器,所述激光器为所述工业相机提供光源,所述工业相机用于拍摄各矩形物料的表面图像,并传输至控制机构进行处理;所述打包执行机构用于将各矩形物料在码垛区打包成包裹;所述控制机构与加工机构、检测打包机构、输送机构连接,并控制打包系统运行。
7.优选的,所述打包执行机构为桁架机器人,所述桁架机器人具有四个自由度,包括x/y/z三个平动自由度和一个沿z轴用于矩形物料旋转的旋转自由度。
8.优选的,所述打包系统还包括矩形物料缓存架,所述矩形物料缓存架设在所述检测平台的一侧。
9.优选的,所述加工机构、输送机构设有两套。
10.优选的,打包系统的工作方法包括以下步骤:
11.s1、通过输送机构将原材料输送至加工机构中加工成若干矩形物料,之后将加工得到的各矩形物料输出至检测平台;
12.s2、开启工业相机和激光器,工业相机对检测平台上的所有矩形物料进行扫描,并将得到的图像数据传输至控制机构进行视觉处理,得到各矩形物料在检测平台的实际位置和姿态信息;
13.s3、根据各矩形物料在检测平台的实际位置和姿态信息,控制机构进行码垛算法
处理,进行包裹布局,计算出各矩形物料的码放区域,以及抓放矩形物料的先后顺序,并控制打包执行机构将各矩形物料进行打包。
14.优选的,所述步骤s2中,工业相机按照一定速度沿检测平台向前运动,通过连续扫描拍照来获取所有矩形物料表面的灰度图像。
15.优选的,所述步骤s2中,视觉处理的过程为:
16.(1)拼图:控制机构将工业相机传输过来的灰度图像进行拼接,组成一张整体的图像;
17.(2)截取图片:控制机构分析出矩形物料的预定位置,在其范围内左右上下各扩大一定距离,截取图片;
18.(3)边缘识别:从截取图片中分别识别矩形物料的上下左右四条边的位置,并用边缘检测梯度算法获得边缘点信息,拟合出4条直线的方程式;
19.(4)计算位姿:根据4条直线的方程式,计算出整体图像中矩形物料的4个顶点的坐标和矩形物料的旋转角度;并根据像元大小计算出矩形物料在检测平台中实际的位置和姿态信息;
20.(5)重复步骤(1)
‑
(4),识别下一块矩形物料,直到得到所有矩形物料在检测平台的实际位置和姿态信息。
21.优选的,所述步骤(2)中,扩大的距离为10
‑
20cm。
22.优选的,所述步骤s3中,所述包裹布局的过程为:
23.(1)布局底层:选取所有未打包矩形物料中长宽尺寸之和最大的矩形物料a作为当前包裹的底层;
24.(2)布局中间层:
25.(a)选取与底层宽度尺寸相同的矩形物料布局在中间层,若不存在与底层宽度尺寸相同的矩形物料,转到步骤(b);若与底层宽度尺寸相同的矩形物料沿底层长度方向尺寸之和小于底层长度,则先将这些与底层宽度尺寸相同的矩形物料布局到当前包裹的中间层,然后转到步骤(b);如果与底层宽度尺寸相同的矩形物料沿底层长度方向尺寸之和大于底层长度,采用动态规划的方法求取作最合适的矩形物料组合,使选取的矩形物料沿底层长度方向尺寸之和最接近底层长度,之后转到步骤(3);如果布局完与底层宽度尺寸相同的矩形物料之后第二层还有剩余空间,则转到步骤(b);
26.(b)给定可布局区域位置和尺寸,采用贪心算法布局剩余区域:首先选取剩余区域可容纳的最大矩形物料b进行布局,然后将最大矩形物料b所占据的宽度和剩余可布局长度作为布局子层,采用贪心算法在布局子层不断根据最大矩形物料b的寻找规则寻找可布局矩形物料,直至不能布局为止;其中最大矩形物料b的定义为,矩形物料长度和宽度尺寸分别小于剩余区域的长度和宽度尺寸或宽度和长度尺寸,同时矩形物料的长宽尺寸之和在未打包的矩形物料中最大;
27.(c)从步骤(b)给定的剩余区域中去除上述布局子层及最大矩形物料b的布局区域,定义为新的可布局区域,重复步骤(b),直至无法找到可布局的矩形物料位置,转到步骤(3);
28.(3)布局包裹的顶层:根据当前包裹高度判定是否超出限制,没有超出限制先寻找和底层大小相同的矩形物料作为顶层,如果没有满足要求的矩形物料转步骤(a)布局顶层;
超出限制则该包裹布局结束;之后转步骤(1)开始布局新的包裹,直至所有矩形物料布局完毕。
29.本发明的有益效果是:
30.本发明提供了一种矩形物料的打包系统及其工作方法,可实现矩形物料的加工、分拣、打包同步,提高了矩形物料的生产效率;降低了矩形物料生产成本,代替目前的占地面积大、设备昂贵的分拣打包方式,高效经济解决矩形物料生产线中的加工、分拣打包的问题。
附图说明
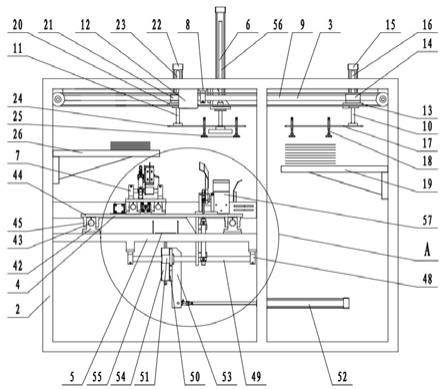
31.图1是本发明矩形物料的打包系统的结构示意图。
32.图中:1输送机构,11检测平台;2加工机构,3检测打包机构,31打包执行机构,32码垛区,33工业相机,34激光器,4矩形物料缓存架。
具体实施方式
33.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易被本领域人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
34.见图1,一种矩形物料的打包系统,包括控制机构(图中未示出)、加工机构2、检测打包机构3和输送机构1,所述控制机构与各机构连接,并控制系统运行。其中矩形物料可以为家具板材、瓷砖、地板等。加工机构2将原材料切割成小块的矩形物料,并根据实际需求可能会对切割成的小块的矩形物料进一步加工,比如打孔、雕刻等。加工机构2可以为雕铣机、切割机等。输送机构1主要是完成物料的输送任务,可以采用现有的输送线,比如皮带输送机、滚筒输送机或其组合等,其用于原材料以及原材料加工成的矩形物料的运输,包括将原材料输送至加工机构2中进行加工,以及将加工的矩形物料输出到检测平台。此外,为了延长输送机构1的使用寿命,可在输送机构1上设置耐磨结构,比如耐磨板、耐磨套等。
35.所述加工机构2用于将原材料加工成若干矩形物料;所述输送机构1用于将原材料输送至加工机构2中进行加工,并将加工形成的各矩形物料输出至输送机构1尾端的检测平台11,因加工机构2根据控制机构的指令对原材料进行加工,加工后控制机构可自动识别检测平台11上各矩形物料的型号、订单号等信息;所述检测打包机构3用于检测各矩形物料的位置和姿态信息,并根据各矩形物料的型号、订单号等信息将各矩形物料打包成包裹;所述检测打包机构3包括支撑架及设在其上的打包执行机构31、码垛区32、工业相机33和激光器34,所述激光器34为所述工业相机33提供光源,所述工业相机33用于拍摄各矩形物料的表面图像,并传输至控制机构进行处理;所述打包执行机构31用于将各矩形物料在码垛区32打包成包裹。
36.具体的,所述打包执行机构31为桁架机器人,所述桁架机器人具有四个自由度,包括x/y/z三个平动自由度和一个沿z轴用于矩形物料旋转的旋转自由度。即在码垛时可控制板材前后、左右、上下移动,以及沿z轴旋转,以便将包裹中的板件按照板件层数、每层的具体位置进行码放,完成板材的分拣和打包。
37.所述打包系统还包括矩形物料缓存架4,所述矩形物料缓存架4设在所述检测平台11的一侧。当待打包的矩形物料数量较大时,可将部分矩形物料暂时存放在矩形物料缓存
架4上。矩形物料缓存架4可采用单层或多层结构,还可以设计为升降结构,以方便矩形物料的存放或取出。
38.此外,为了提高生产效率,所述加工机构2、输送机构1和码垛区32可设有两套。
39.优选的,打包系统的工作方法包括以下步骤:
40.s1、通过输送机构将原材料输送至加工机构2中加工成若干矩形物料,之后将加工得到的各矩形物料输出至检测平台11;
41.s2、开启工业相机33和激光器34,工业相机33对检测平台11上的所有矩形物料进行扫描拍照,并将得到的图像数据传输至控制机构进行视觉处理,得到各矩形物料在检测平台11的实际位置和姿态信息;
42.该步骤中,工业相机33按照一定速度沿检测平台11向前运动,每隔一定距离(比如8mm)采集一张灰度图像,通过连续扫描拍照来获取所有矩形物料表面的图像数据。
43.具体的,视觉处理的过程为:
44.(1)拼图:控制机构将工业相机33传输过来的灰度图像进行拼接,组成一张整体的图像;
45.(2)截取图片:控制机构分析出矩形物料的预定位置,在其范围内左右上下各扩大一定距离10
‑
20cm(比如10cm、14cm、18cm、20cm等)截取图片;
46.(3)边缘识别:从截取图片中分别识别矩形物料的上下左右四条边的位置,并用边缘检测梯度算法获得边缘点信息,拟合出4条直线的方程式;
47.(4)计算位姿:根据4条直线的方程式,计算出整体图像中矩形物料的4个顶点的坐标和矩形物料的旋转角度;并根据像元大小计算出矩形物料在检测平台中实际的位置和姿态信息;
48.(5)重复步骤(1)
‑
(4),识别下一块矩形物料,直至得到所有矩形物料在检测平台11的实际位置和姿态信息。
49.s3、根据各矩形物料在检测平台11的实际位置和姿态信息,控制机构进行码垛算法处理,进行包裹布局,计算出各矩形物料的码放区域,以及抓放矩形物料的先后顺序,并控制打包执行机构31将各矩形物料进行打包。实现矩形物料的加工、分拣、打包同步。
50.具体的,所述包裹布局的过程为:
51.(1)布局底层:选取所有未打包矩形物料中长宽尺寸之和最大的矩形物料a作为当前包裹的底层;
52.(2)布局中间层:
53.(a)选取与底层宽度尺寸相同的矩形物料布局在中间层,若不存在与底层宽度尺寸相同的矩形物料,转到步骤(b);若与底层宽度尺寸相同的矩形物料沿底层长度方向尺寸之和小于底层长度,则先将这些与底层宽度尺寸相同的矩形物料布局到当前包裹的中间层,然后转到步骤(b);如果与底层宽度尺寸相同的矩形物料沿底层长度方向尺寸之和大于底层长度,采用动态规划的方法求取作最合适的矩形物料组合,使选取的矩形物料沿底层长度方向尺寸之和最接近底层长度,之后转到步骤(3);如果布局完与底层宽度尺寸相同的矩形物料之后第二层还有剩余空间,则转到步骤(b);
54.(b)给定可布局区域位置和尺寸,采用贪心算法布局剩余区域:首先选取剩余区域可容纳的最大矩形物料b进行布局,然后将最大矩形物料b所占据的宽度和剩余可布局长度
作为布局子层,采用贪心算法在布局子层不断根据最大矩形物料b的寻找规则寻找可布局矩形物料,直至不能布局为止;其中最大矩形物料b的定义为,矩形物料长度和宽度尺寸分别小于剩余区域的长度和宽度尺寸或宽度和长度尺寸,同时矩形物料的长宽尺寸之和在未打包的矩形物料中最大;
55.(c)从步骤(b)给定的剩余区域中去除上述布局子层及最大矩形物料b的布局区域,定义为新的可布局区域,重复步骤(b),直至无法找到可布局的矩形物料位置,转到步骤(3);
56.(3)布局包裹的顶层,根据当前包裹高度判定是否超出限制,没有超出限制先寻找和底层大小相同的矩形物料作为顶层,如果没有满足要求的矩形物料转步骤(a)布局顶层(即如果没有和底层大小相同的矩形物料,则布局顶层的方法与中间层相同);超出限制则该包裹布局结束;之后转步骤(1)开始布局新的包裹,直至所有矩形物料布局完毕。之后打包执行机构31将各矩形物料进行打包。
57.在本公开中,术语如“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本公开各部分的结构关系而确定的关系词,不能理解为对本公开的限制。
58.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。