1.本发明属于烟草生产设备自动控制技术领域,具体而言,涉及一种空气压缩机组母管压力稳定性控制方法及其系统。
背景技术:
2.空压机分为螺杆式空压机与离心式空压机,螺杆式空压机设定压力值可以根据流量进行人为手工调整,从而达到对其出气量的调整。离心式空压机投入生产后即以额定负荷进行工作,无法进行人为手工调整。空压机的工作原理大致为:空气通过空气过滤器由进气阀处进入压缩机,进入空压机后通过公母转子对空气进行压缩。在压缩腔内,对转子进行喷油,起到润滑,降温,密封的作用。压缩后的高压,高温含油的气体进入油气分离桶,其中压缩空气进行油气分离后通过空气冷却器排出空压机。而润滑油在油气分离器中正压的作用下,进入油冷却器,通过温控阀的作用,重新进入压缩机,而一部分润滑油通过回油管,直接进入压缩机压缩腔,周而复始。
3.烟草空压系统产出的空压气首先进入一个主储气罐,再进入空压分汽缸,由空压分汽缸为生产车间进行空压气的提供。烟草系统的空压气的作用主要包括:制丝车间用空压气进行气动阀门控制、物化香精香料,驱动气缸等;卷包车间用空压气进行气缸的传动、鼓轮的自动清洁、烟支和烟包的剔除,梗丝的风选分离,烟丝丝束的成型等等。因此,空压气供应的稳定性对于整个卷烟工艺具有重大的意义。
4.然而,空压母管的流量会不断处于波动状态,导致空压母管的压力也处于忽上忽下的波动状态,空压岗位一般包括两个人,由两人配合完成现场设备的管理和保证空压母管压力满足工艺指标要求的工作。由于需要频繁调整空压母管压力,人工操作频繁,工作压力紧张,工作劳动强度大。另外,通过人工方式对压力调整都是根据经验进行调节,调节方式不一,导致空压母管压力变化范围较大,这对于卷烟工艺要求及节能降耗都存在坏处。
技术实现要素:
5.本发明实施例提供了一种空气压缩机组母管压力稳定性控制方法及其系统,其目的在于解决现有的卷烟工厂空压机机组需要频繁调整空压母管压力,人工操作频繁,工作压力紧张,工作劳动强度大,以及,通过人工方式对压力调整都是根据经验进行调节,调节方式不一,导致空压母管压力变化范围较大的问题。
6.鉴于上述问题,本发明提出的技术方案是:
7.一种空气压缩机组母管压力稳定性控制方法,应用于包括设置于加工现场的多台空压机,用于检测母管出气流量和压力值的传感器,控制和/或获得多台所述空压机的运行状态和/或输出压力实际值的中央控制器,以及控制多台所述空压机手动或自动模式的上位机,且,所述传感器与所述中央控制器通信连接,多台所述空压机的输出端连接一根所述母管,所述控制方法包括以下步骤:
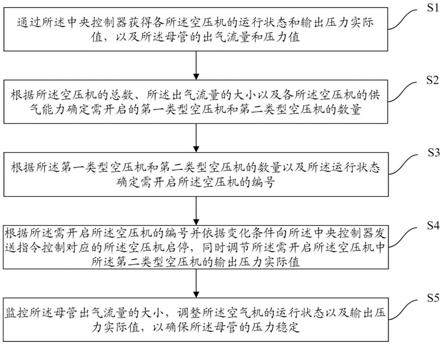
8.s1,通过所述中央控制器获得各所述空压机的运行状态和输出压力实际值,以及
所述母管的出气流量和压力值;
9.s2,根据所述空压机的总数、所述出气流量的大小以及各所述空压机的供气能力确定需开启的第一类型空压机和第二类型空压机的数量;
10.s3,根据所述第一类型空压机和第二类型空压机的数量以及所述运行状态确定需开启所述空压机的编号;
11.s4,根据所述需开启所述空压机的编号并依据变化条件向所述中央控制器发送指令控制对应的所述空压机启停,同时调节所述需开启所述空压机中所述第二类型空压机的输出压力实际值;
12.s5,监控所述母管出气流量的大小,调整所述空气机的运行状态以及输出压力实际值,以确保所述母管的压力稳定。
13.作为本发明的一种优选技术方案,所述运行状态包括手动或自动模式、运行或停止状态,所述传感器包括流量传感器和压力传感器。
14.作为本发明的一种优选技术方案,所述根据所述空压机的总数、所述出气流量的大小以及各所述空压机的供气能力确定需开启的第一类型空压机和第二类型空压机的数量,具体包括:
15.s21,根据所述空压机的总数、所述出气流量的大小以及各所述空压机的供气能力确定需开启所述空压机的数量;
16.s22,根据所述需开启所述空压机的数量结合所述第一类型空压机、所述第二类型空压机和所述出气流量的变化范围确定所述第一类型空压机和所述第二类型空压机的数量。
17.作为本发明的一种优选技术方案,所述确定需开启所述空压机的数量的方法为:
18.式中,α表示确定需开启空压机的数量;
19.s表示空压机的总数;
20.co表示母管的出气流量;
21.c表示空压机的供气能力。
22.作为本发明的一种优选技术方案,所述出气流量的变化范围为δ=co
max
‑
co
min
;
23.式中,co
max
表示母管的出气流量的最大值;
24.co
min
表示母管的出气流量的最小值。
25.作为本发明的一种优选技术方案,所述确定所述第一类型空压机和所述第二类型空压机的数量的方法为:
26.设所述第一类型空压机和所述第二类型空压机分别为x台和y台;
27.若δ<c
n min
,则y=1,x=α
‑
y;
28.若则x=1,y=α
‑
x;
29.式中,c
n min
表示空压机供气能力c1,c2,c3
…
c
n
中的最小值;
30.c
n max
表示空压机供气能力c1,c2,c3
…
c
n
中的最大值。
31.作为本发明的一种优选技术方案,所述根据所述第一类型空压机和第二类型空压
机的数量以及所述运行状态确定需开启所述空压机的编号,具体包括:
32.s31,根据所述运行状态确定已开启第一类型空压机的编号、已开启第二类型空压机的编号、未开启第一类型空压机的编号和未开启第二类型空压机的编号;
33.s32,依据所述未开启第一类型空压机的编号和所述未开启第二类型空压机的编号根据所述第一类型空压机和第二类型空压机的数量确定需开启所述空压机的编号。
34.作为本发明的一种优选技术方案,所述调节所述需开启所述空压机中所述第二类型空压机的输出压力实际值的方法为:
[0035][0036]
式中:p
y
表示需开启空压机中y台第二类型空压机的输出压力实际值;
[0037]
p表示母管的压力值。
[0038]
作为本发明的一种优选技术方案,所述监控所述母管出气流量的大小,调整所述空气机的运行状态以及输出压力实际值,以确保所述母管的压力稳定,具体包括:
[0039]
s51,监控所述母管出气流量的大小,若所述母管出气流量过大,则向所述中央控制器发送指令控制正运行的空压机处于满负荷运行;
[0040]
s52,若所述正运行的空压机负荷不平衡,通过向所述上位机发送指令调整所述正运行的空压机为手动模式,由操作员手动设定所述正运行的空压机的压力,待所述正运行的空压机负荷平衡后向所述上位机发送指令调整所述正运行的空压机为自动模式。
[0041]
另一方面,本发明还提供一种空气压缩机组母管压力稳定性控制系统,应用于包括设置于加工现场的多台空压机,用于检测母管出气流量和压力值的传感器,控制和/或获得多台所述空压机的运行状态和/或输出压力实际值的中央控制器,以及控制多台所述空压机手动或自动模式的上位机,且,所述传感器与所述中央控制器通信连接,多台所述空压机的输出端连接一根所述母管,所述控制系统包括:
[0042]
获得模块,所述获得模块用于通过所述中央控制器获得各所述空压机的运行状态和输出压力实际值,以及所述母管的出气流量和压力值;
[0043]
第一确定模块,所述第一确定模块用于根据所述空压机的总数、所述出气流量的大小以及各所述空压机的供气能力确定需开启的第一类型空压机和第二类型空压机的数量;
[0044]
第二确定模块,所述第二确定模块用于根据所述第一类型空压机和第二类型空压机的数量以及所述运行状态确定需开启所述空压机的编号;
[0045]
输出模块,所述输出模块用于根据所述需开启所述空压机的编号并依据变化条件向所述中央控制器发送指令控制对应的所述空压机启停,同时调节所述需开启所述空压机中所述第二类型空压机的输出压力实际值;
[0046]
辅助监控模块,所述辅助监控模块用于监控所述母管出气流量的大小,调整所述空气机的运行状态以及输出压力实际值,以确保所述母管的压力稳定。
[0047]
相对于现有技术,本发明的有益效果是:
[0048]
(1)根据母管压力和出气量大小的变化,确定开启x台第一类型空压机,同时配合开启y台第二类型空压机,并根据需要实时调整第二类型空压机的出气量以保证稳定的母
管压力。
[0049]
(2)在达到工艺指标要求的压力后,随母管流量的变化,实时自动调整第二类型空压机的设定压力,以调整母管的压力,实现母管的压力始终达到工艺指标的要求;本发明具有能够保证为卷烟车间提供稳定的空压气体,减少对供气设备损害,提高用能利用率,避免人为失误,并能够起到增强卷烟工艺的稳定性与降低次品率的作用。
[0050]
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
[0051]
图1是本发明所公开的一种空气压缩机组母管压力稳定性控制方法的流程图;
[0052]
图2是本发明所公开的一种空气压缩机组母管压力稳定性控制系统的结构示意图。
[0053]
附图标记说明:100、中央控制器;110、空压机;120、母管;130、传感器;140、上位机;200、获得模块;300、第一确定模块;400、第二确定模块;500、输出模块;600、辅助监控模块。
具体实施方式
[0054]
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
[0055]
因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
[0056]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0057]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0058]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0059]
下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例
仅仅是本发明一部分实施例,而不是全部的实施例。
[0060]
实施例一
[0061]
参照附图1所示,本发明提供的一种技术方案:一种空气压缩机组母管压力稳定性控制方法,应用于包括设置于加工现场的多台空压机110,用于检测母管120出气流量和压力值的传感器130,控制和/或获得多台所述空压机110的运行状态和/或输出压力实际值的中央控制器100,以及控制多台所述空压机110手动或自动模式的上位机140,且,所述传感器130与所述中央控制器100通信连接,多台所述空压机110的输出端连接一根所述母管120,所述控制方法包括以下步骤:
[0062]
s1,通过所述中央控制器100获得各所述空压机110的运行状态和输出压力实际值,以及所述母管120的出气流量和压力值。
[0063]
需要注意的是,所述运行状态包括手动或自动模式、运行或停止状态,所述传感器130包括流量传感器和压力传感器。
[0064]
在上述步骤中,多台空压机110可组成一组空压机机组,每组空压机机组对应一条母管120,且,每组空压机机组均包括x台第一类型空压机和y台第二类型空压机;并利用传感器130检测母管120的出气流量和压力值并向中央控制器100传输数据。
[0065]
s2,根据所述空压机110的总数、所述出气流量的大小以及各所述空压机110的供气能力确定需开启的第一类型空压机和第二类型空压机的数量。
[0066]
需要说明的是,第一类型空压机所表示的是出气压力固定的空压机,第二类型空压机所表示的是出气压力可调节的空压机。
[0067]
具体而言,所述根据所述空压机110的总数、所述出气流量的大小以及各所述空压机110的供气能力确定需开启的第一类型空压机和第二类型空压机的数量,具体包括:
[0068]
s21,根据所述空压机110的总数、所述出气流量的大小以及各所述空压机110的供气能力确定需开启所述空压机110的数量。
[0069]
s22,根据所述需开启所述空压机110的数量结合所述第一类型空压机、所述第二类型空压机和所述出气流量的变化范围确定所述第一类型空压机和所述第二类型空压机的数量。
[0070]
在本发明较佳的实施例中,所述确定需开启所述空压机110的数量的方法为:
[0071]
式中,α表示确定需开启空压机110的数量;
[0072]
s表示空压机110的总数;
[0073]
co表示母管120的出气流量;
[0074]
c表示空压机110的供气能力。
[0075]
在本发明较佳的实施例中,所述出气流量的变化范围为δ=co
max
‑
co
min
;
[0076]
式中,co
max
表示母管120的出气流量的最大值;
[0077]
co
min
表示母管120的出气流量的最小值。
[0078]
在本发明较佳的实施例中,所述确定所述第一类型空压机和所述第二类型空压机的数量的方法为:
[0079]
设所述第一类型空压机和所述第二类型空压机分别为x台和y台;
[0080]
若δ<c
n min
,则y=1,x=α
‑
y;
[0081]
若则x=1,y=α
‑
x;
[0082]
式中,c
n min
表示空压机110供气能力c1,c2,c3
…
c
n
中的最小值;
[0083]
c
n max
表示空压机110供气能力c1,c2,c3
…
c
n
中的最大值。
[0084]
s3,根据所述第一类型空压机和第二类型空压机的数量以及所述运行状态确定需开启所述空压机110的编号。
[0085]
具体而言,所述根据所述第一类型空压机和第二类型空压机的数量以及所述运行状态确定需开启所述空压机110的编号,具体包括:
[0086]
s31,根据所述运行状态确定已开启第一类型空压机的编号、已开启第二类型空压机的编号、未开启第一类型空压机的编号和未开启第二类型空压机的编号。
[0087]
s32,依据所述未开启第一类型空压机的编号和所述未开启第二类型空压机的编号根据所述第一类型空压机和第二类型空压机的数量确定需开启所述空压机的编号。
[0088]
s4,根据所述需开启所述空压机110的编号并依据变化条件向所述中央控制器100发送指令控制对应的所述空压机110启停,同时调节所述需开启所述空压机110中所述第二类型空压机的输出压力实际值。
[0089]
其中,变化条件为母管出气流量的大小以及压力值的变化率。
[0090]
具体而言,所述调节所述需开启所述空压机110中所述第二类型空压机的输出压力实际值的方法为:
[0091][0092]
式中:p
y
表示需开启空压机110中y台第二类型空压机的输出压力实际值;
[0093]
p表示母管的压力值。
[0094]
s5,监控所述母管120出气流量的大小,调整所述空气机的运行状态以及输出压力实际值,以确保所述母管120的压力稳定。
[0095]
具体而言,所述监控所述母管120出气流量的大小,调整所述空气机的运行状态以及输出压力实际值,以确保所述母管120的压力稳定,具体包括:
[0096]
s51,监控所述母管120出气流量的大小,若所述母管120出气流量过大,则向所述中央控制器100发送指令控制正运行的空压机110处于满负荷运行;
[0097]
s52,若所述正运行的空压机110负荷不平衡,通过向所述上位机140发送指令调整所述正运行的空压机110为手动模式,由操作员手动设定所述正运行的空压机110的压力,待所述正运行的空压机110负荷平衡后向所述上位机140发送指令调整所述正运行的空压机110为自动模式。
[0098]
实施例二
[0099]
参照附图2所示,本发明实施例另提出一种空气压缩机组母管120压力稳定性控制系统,应用于包括设置于加工现场的多台空压机110,用于检测母管120出气流量和压力值的传感器130,控制和/或获得多台所述空压机110的运行状态和/或输出压力实际值的中央控制器100,以及控制多台所述空压机110手动或自动模式的上位机140,且,所述传感器130
与所述中央控制器100通信连接,多台所述空压机110的输出端连接一根所述母管120,所述控制系统包括:
[0100]
获得模块200,所述获得模块200用于通过所述中央控制器100获得各所述空压机110的运行状态和输出压力实际值,以及所述母管120的出气流量和压力值。
[0101]
第一确定模块300,所述第一确定模块300用于根据所述空压机110的总数、所述出气流量的大小以及各所述空压机110的供气能力确定需开启的第一类型空压机和第二类型空压机的数量。
[0102]
第二确定模块400,所述第二确定模块400用于根据所述第一类型空压机和第二类型空压机的数量以及所述运行状态确定需开启所述空压机110的编号。
[0103]
输出模块500,所述输出模块500用于根据所述需开启所述空压机110的编号并依据变化条件向所述中央控制器100发送指令控制对应的所述空压机110启停,同时调节所述需开启所述空压机110中所述第二类型空压机的输出压力实际值。
[0104]
辅助监控模块600,所述辅助监控模块600用于监控所述母管120出气流量的大小,调整所述空气机的运行状态以及输出压力实际值,以确保所述母管120的压力稳定。
[0105]
本技术实施例中的上述一个或多个技术方案,至少具有如下一种或多种技术效果:
[0106]
(1)根据母管压力和出气量大小的变化,确定开启x台第一类型空压机,同时配合开启y台第二类型空压机,并根据需要实时调整第二类型空压机的出气量以保证稳定的母管压力。
[0107]
(2)在达到工艺指标要求的压力后,随母管流量的变化,实时自动调整第二类型空压机的设定压力,以调整母管的压力,实现母管的压力始终达到工艺指标的要求;本发明具有能够保证为卷烟车间提供稳定的空压气体,减少对供气设备损害,提高用能利用率,避免人为失误,并能够起到增强卷烟工艺的稳定性与降低次品率的作用。
[0108]
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。