1.本发明涉及一种热剥离型粘着胶带,其能够适用于包括电子部件、半导体部件的制造工序的各种制造工序中的高温下或常温长时间的压制工序,而且,如果在压制工序中使用后进一步进行加热,则粘接性显著降低,能够容易地剥离而没有残胶。
背景技术:
2.一般而言,具有高耐热性的粘着胶带多数用于电子部件、半导体部件的制造工序用途。高耐热性粘着胶带例如在电子部件、半导体部件制造中的加热处理工序中被广泛用于构件、部件的临时固定、传输时固定、增强、保护、掩蔽、树脂密封等用途。在这样的用途中,对粘着胶带要求在使用中对被粘物具有充分高的粘接力,而且,使用后能够容易地剥离而没有残胶。
3.近年来,伴随包括电子设备的各种最终制品的薄型化、小型化的要求,部件也进行了薄型化、小型化。在刚性低且薄的部件难以加工的情况下,有时会以改善操作性为目的而使用粘着胶带。例如,在薄型电子线路基板等薄型基板的制造工序中,可以将双面粘着胶带一侧的粘着面贴合固定在刚性高的传输板上,在其相反侧的粘着面上贴合薄型基板,从而改善薄型基板上的部件安装、构件加工的操作性。在这样的构件加工中,包括例如在薄型基板上配置半导体芯片并使用树脂进行密封时的热压工序。构件加工、安装结束而完成的薄型基板、双面胶带和传输板相互分离,传输板根据需要在薄型基板的加工中再利用。
4.上述用粘着胶带对薄型基板的临时固定中,要求在加工工序中具有充分强的粘接性。另一方面,在将粘着胶带剥离时,如果薄型基板承受的负荷大,则薄型基板会受损,因此,要求粘着胶带剥离时的粘接性尽量低。此外,以往,传输板的材质有时也会使用玻璃。但由玻璃构成的传输板有时在高温环境下容易变形、或者发生线膨胀系数与制品显著不同等不良状况。因此,在温度比以往严苛的工序中使用时,作为传输板的材质,使用不锈钢(sus)、铝板、铜板等金属、硅、覆铜层叠板等的情况变多。
5.这样的薄型基板的制造工序中,通过代替使用传输板而将使用了刚性高的基材(例如50μm~125μm的树脂膜)的单面粘着胶带与薄型基板贴合,能够改善薄型基板上的部件安装、构件加工中的操作性。构件加工、安装结束后,将粘着胶带从薄型基板剥离。进行这样的使用方法的情况下,也要求在加工工序中具有充分强的粘接性,另一方面,粘着胶带剥离时还要求尽量低的粘接性。
6.此外,近年来,以车载用途为中心,对于电子部件、半导体部件,要求比以往更高的耐热性。与之相伴,构成部件的材料(例如半导体封装中对芯片进行密封的树脂)也需要更高的耐热性。具有高耐热性的树脂一般固化所需的加热温度高,加热时间也长。因此,对于在使这样的耐热性高的树脂固化的工序中使用的粘着胶带,也要求高耐热性。
7.以往,在专利文献1~6中公开了从向被粘物粘贴的初期到在制造工序中的使用为止具有充分的粘接性,而在使用后通过施加某种外部刺激而粘接性显著降低的粘着胶带。
8.专利文献1中公开了一种光敏性粘着胶带及其制造方法,所述光敏性粘着胶带对
半导体基板、薄膜基板显示出优异的初始粘着特性,在切割等制造工序中粘接性优异,而通过照射紫外线,光敏性粘着剂固化,粘着力显著降低。然而,这样的通过紫外线照射而粘着力降低的粘着剂所含的光反应性成分一般耐热性差,因此有时不适合在高温的制造工序中使用。进一步,这样的光敏性粘着剂无法用于如上所述由金属、硅等不透光的材料构成的传输板。
9.专利文献2中公开了一种耐热性粘着胶带,其能够适当地防止密封工序中的树脂泄漏,并且在剥离该耐热性粘着胶带时能够防止已成型的密封树脂的剥落、破损、或者残胶,能够实现良品率的提高。专利文献2中公开的粘着胶带具有紫外线固化型粘着剂层,对该粘着剂层照射紫外线,进一步以200℃加热1小时后,基于jisz0237测得的粘着力为1n/19m宽度以下。但是,使用专利文献2中公开的粘着胶带的前提是:在用密封树脂进行密封工序(即加热工序)前进行紫外线照射,在粘着剂层中诱发由紫外线引起的固化反应,从而使粘着力降低,然后注入树脂,加热固化。即,关于在加热工序后施加外部刺激而使粘着胶带易剥离化,专利文献2中完全没有提及。该粘着胶带与专利文献1的粘着胶带同样地无法用于由金属、硅等不透光的材料构成的传输板。
10.专利文献3~6中,公开了如果加热至规定温度则热膨胀性粘着层所含的热膨胀性微球发泡、粘着力显著降低的热剥离型粘着片。
11.这些专利文献中公开的热剥离型粘着片在达到包括被粘物的物品的粘接目的后,通过对含有作为发泡剂的热膨胀性微球的粘着层(热膨胀性粘着层)进行加热,从而粘接力降低,能够容易地将被粘物从热剥离型粘着片分离。粘着层的粘接力降低主要是由于下述原因产生的:通过加热,粘着层发泡或膨胀,粘着层表面变成凹凸状,与被粘物的粘接面积减少。
12.这些专利文献中公开的热剥离型粘着片并非以长时间高温加热工序中的使用为前提,这些专利文献中没有提及任何在高温或常温长时间的压制工序中使用后进一步加热、使其易剥离化的技术。
13.如果在高温长时间的压制工序中使用这些热发泡剥离型粘着胶带,则存在产生下述等问题的担忧:
14.·
压制中热膨胀性粒子会发泡,工序中与被粘物的密合性降低;
15.·
压制中热膨胀性粒子会发泡,热发泡剥离型粘着胶带本身的、或者由热发泡剥离型粘着胶带规定的尺寸发生变化,加工中产生不良状况;
16.·
粘着剂成分热劣化而凝集力降低,发泡剥离后的被粘物上产生残胶。
17.专利文献6中,公开了在陶瓷电容器制造工序中,在生片的层叠加压工序中能够防止粘着剂变形而发生热膨胀性粘着层的位置偏移的热剥离型粘着胶带。这样的热剥离型粘着胶带被认为能够适当用于防止常温短时间的压制工序中的位置偏移。但是,专利文献6中没有提及任何在高温下或常温长时间的压制工序中使用后,粘着层的发泡剥离性、剥离后在被粘物上的残胶性、高温压制工序中热膨胀性粒子的发泡抑制等。此外,专利文献6的实施例1~3中使用的热膨胀性粒子在120℃开始膨胀,可以预料存在下述情况:例如用于在170℃热压1小时那样的工序的情况下,在热压中会发泡。
18.现有技术文献
19.专利文献
20.专利文献1:日本特开2001
‑
139905号公报
21.专利文献2:日本特开2012
‑
46763号公报
22.专利文献3:日本特开平11
‑
166164号公报
23.专利文献4:日本特开2007
‑
246823号公报
24.专利文献5:日本特开2016
‑
155919号公报
25.专利文献6:国际公开第2005/087887号
技术实现要素:
26.发明所要解决的课题
27.本发明的目的在于,提供一种热剥离型粘着胶带,在包括电子部件、半导体部件的制造工序的各种制造工序中的被粘物的压制工序中使用的粘着胶带中,能够适当地在高温下或常温长时间的压制工序中使用,而且如果在压制工序中使用后进一步进行加热,则粘着层的粘接性显著降低,能够容易地剥离而在被粘物上没有残胶。
28.用于解决课题的方法
29.为了实现上述目的,本发明人等进行了深入研究,结果发现,具有含有粘着剂成分和热膨胀性粒子的热膨胀性粘着层的热剥离型粘着胶带通过满足以下的要件,从而对于在高温下或常温长时间的热压工序中使用时的适性、进一步进行加热时的易剥离化、残胶性、高温压制中热膨胀性粒子的发泡抑制是非常有效的。
30.·
热膨胀性粒子相对于粘着剂成分的添加量为特定范围。
31.·
热膨胀性粒子的最大膨胀温度为特定范围。
32.·
粘着剂成分在动态粘弹性测定中的各参数为特定范围。
33.本发明人等基于该新见解完成了本发明。
34.即,本发明涉及的热剥离型粘着胶带的特征在于,其为具有含有粘着剂成分和热膨胀性粒子的热膨胀性粘着层的热剥离型粘着胶带,相对于前述粘着剂成分100质量份,前述热膨胀性粘着层含有4质量份以上的前述热膨胀性粒子,前述热膨胀性粒子的最大膨胀温度为170℃以上,并且在前述粘着剂成分的动态粘弹性测定(温度范围
‑
60℃~300℃,升温速度10℃/分钟,频率10hz)中,
35.(1)前述热膨胀性粒子的最大膨胀温度下的tanδ为0.120以下,并且
36.(2)170℃时的储能模量g’为30,000pa以上。
37.本发明涉及的被粘物的热压处理方法的特征在于,其为具有被临时固定的热剥离型粘着胶带的被粘物的热压处理方法,具有:
38.将上述粘着胶带临时固定在被粘物上的工序,
39.对临时固定有前述粘着胶带的被粘物进行热压处理的工序,
40.将临时固定在经前述热压处理的被粘物上的粘着胶带加热至用于剥离的温度的工序,以及
41.将加热至前述用于剥离的温度的粘着胶带从前述被粘物剥离的工序。
42.发明效果
43.本发明涉及的热剥离型粘着胶带具有含有粘着剂成分和热膨胀性粒子的热膨胀性粘着层,热膨胀性粒子具有特定范围的最大膨胀温度,而且在粘着剂成分的特定条件下
的动态粘弹性测定中具有特定的物性。利用该热膨胀性粘着层的构成和物性,能够提供一种热剥离型粘着胶带,在高温下或常温长时间的压制工序中,粘着层所含的热膨胀性粒子的发泡被抑制,通过在压制工序后进一步进行加热,热膨胀性粘着层的粘接性显著降低,难以在被粘物上产生残胶。
附图说明
44.图1为示意性显示本发明涉及的热剥离型粘着胶带的结构的一例的厚度方向截面图。
具体实施方式
45.本发明涉及的热剥离型粘着胶带至少具有热膨胀性粘着层。
46.[热膨胀性粘着层]
[0047]
热膨胀性粘着层至少含有用于赋予粘着性的粘着剂成分和用于赋予热膨胀性的热膨胀性粒子(发泡剂)。
[0048]
相对于100质量份粘着剂成分,热膨胀性粘着层含有4质量份以上的热膨胀性粒子。
[0049]
热膨胀性粒子的最大膨胀温度为170℃以上,而且粘着剂成分在动态粘弹性测定(温度范围
‑
60℃~300℃,升温速度10℃/分钟,频率10hz)中满足:
[0050]
(1)前述热膨胀性粒子的最大膨胀温度下的tanδ为0.120以下,并且
[0051]
(2)170℃时的储能模量g’为30,000pa以上。
[0052]
热膨胀性粒子的最大膨胀温度是按照后述测定方法求得的值。
[0053]
如果热膨胀性粒子的最大膨胀温度低于170℃,则有时会产生以下那样的问题。
[0054]
·
高温(例如170℃)长时间的热压工序中,热膨胀性粒子会膨胀(发泡),工序中与被粘物的密合性会降低。如果与被粘物的密合性降低,则例如在部件的清洗工序中,清洗液会侵入被粘物与粘着剂的界面。此外,还存在热膨胀性粘着层本身的尺寸或被热膨胀性粘着层规定的尺寸会发生变化、在部件的加工中出现不良状况的担忧。
[0055]
相对于100质量份粘着剂成分,热膨胀性粒子的添加量小于4质量份时,由于热膨胀性粒子的膨胀而产生的力不足,粘着层表面难以变为凹凸状,因此想要在压制后热剥离的情况下,有时无法充分获得粘接性降低的效果。
[0056]
如果在热膨胀性粒子的最大膨胀温度下粘着剂成分的tanδ高于0.120、即粘着剂成分的粘性项比弹性项显著高的情况下,由于热膨胀性粒子的最大膨胀而产生的力容易以热的形式散失。即,难以利用由于热膨胀性粒子的膨胀而产生的力使粘着层表面变为凹凸状。作为其结果,难以发生与被粘物的粘着力降低。
[0057]
如果粘着剂成分在170℃时的储能模量g’小于30,000pa,则有时在高温长时间的压制中热膨胀性粒子会发泡。
[0058]
此外,如果粘着剂成分的储能模量g’小于30,000pa,则热膨胀性粘着层的凝集力也弱,因此如果在高温环境下使用后再剥离,就容易在被粘物上产生残胶。
[0059]
[粘着剂成分]
[0060]
粘着剂成分在动态粘弹性测定(温度范围
‑
60℃~300℃,升温速度10℃/分钟,频
率10hz)中满足与特定参数有关的要件。
[0061]
即,热膨胀性粒子的最大膨胀温度下的tanδ为0.120以下,优选为0.001以上0.120以下,更优选为0.001以上0.110以下,特别优选为0.001以上0.100以下。
[0062]
进一步,170℃时的储能模量g’为30,000pa以上,优选为30,000pa以上1,000,000pa以下,更优选为40,000pa以上1,000,000pa以下,特别优选为50,000pa以上1,000,000pa以下。
[0063]
作为粘着剂成分,例如,可以从丙烯酸系粘着剂、橡胶系粘着剂、有机硅系粘着剂、聚酯系粘着剂、聚酰胺系粘着剂、氨基甲酸酯系粘着剂、氟系粘着剂中适当选择使用具有前述特性的粘着剂。粘着剂可以单独使用或者组合使用其中的两种以上。
[0064]
本发明中,作为粘着剂,可以特别优选使用丙烯酸系粘着剂、橡胶系粘着剂、有机硅系粘着剂。
[0065]
丙烯酸系粘着剂的种类没有特别限定,可以使用以丙烯酸系共聚物为主成分的各种公知的丙烯酸系粘着剂。作为丙烯酸系共聚物,例如可以使用使(甲基)丙烯酸酯、含羧基单体和根据需要的其他单体共聚而得到的丙烯酸系共聚物。作为(甲基)丙烯酸酯的具体例子,可列举(甲基)丙烯酸甲酯、(甲基)丙烯酸乙酯、(甲基)丙烯酸正丙酯、(甲基)丙烯酸异丙酯、(甲基)丙烯酸正丁酯、(甲基)丙烯酸异丁酯、(甲基)丙烯酸2
‑
乙基己酯、(甲基)丙烯酸辛酯、(甲基)丙烯酸异辛酯、(甲基)丙烯酸壬酯、(甲基)丙烯酸异壬酯、(甲基)丙烯酸月桂酯。作为含羧基单体的具体例子,可列举(甲基)丙烯酸、衣康酸、巴豆酸、马来酸(酐)、富马酸、2
‑
羧基
‑1‑
丁烯、2
‑
羧基
‑1‑
戊烯、2
‑
羧基
‑1‑
己烯、2
‑
羧基
‑1‑
庚烯。作为其他单体的具体例子,可列举(甲基)丙烯酸2
‑
羟基乙酯、(甲基)丙烯酸3
‑
羟基丙酯、(甲基)丙烯酸4
‑
羟基丁酯等含羟基单体、丙烯腈、苯乙烯、2
‑
羟甲基乙基丙烯酰胺、乙酸乙烯酯、丙烯酰基吗啉。
[0066]
作为丙烯酸系共聚物,特别优选含有具有碳原子数4~12的烷基的(甲基)丙烯酸烷基酯(a1)、具有碳原子数4~12的烷基的(甲基)丙烯酸烷基酯(a2)、含羧基单体(a3)、含羟基单体(a4)和根据需要的其他单体(a5)作为构成成分且具有羟基和羧基的丙烯酸系聚合物(a)。成分(a1)、(a2)、(a3)、(a4)和(a5)各自独立地可以使用1种成分或组合使用2种以上的成分。
[0067]
作为具有碳原子数4~12的烷基的(甲基)丙烯酸烷基酯(a1)的具体例子,可列举(甲基)丙烯酸正丁酯、(甲基)丙烯酸异丁酯、(甲基)丙烯酸2
‑
乙基己酯、(甲基)丙烯酸辛酯、(甲基)丙烯酸异辛酯、(甲基)丙烯酸异壬酯、(甲基)丙烯酸月桂酯。进一步,作为具有碳原子数1~3的烷基的(甲基)丙烯酸烷基酯单体(a2),也可以使用(甲基)丙烯酸甲酯、(甲基)丙烯酸乙酯、(甲基)丙烯酸丙酯等具有碳原子数1~3的烷基的(甲基)丙烯酸烷基酯。关于(甲基)丙烯酸烷基酯(a1)和(a2)的成分量之和,在100质量%丙烯酸系共聚物(a)的全部构成成分(单体单元)中,从优选为50质量%以上、更优选为60质量%以上、特别优选为70质量%以上的范围选择。
[0068]
作为含羧基单体(a3)的具体例子,可列举(甲基)丙烯酸、衣康酸、巴豆酸、马来酸(酐)、富马酸、2
‑
羧基
‑1‑
丁烯、2
‑
羧基
‑1‑
戊烯、2
‑
羧基
‑1‑
己烯、2
‑
羧基
‑1‑
庚烯。关于含羧基单体(a3)的配合量,在100质量%丙烯酸系共聚物(a)的全部构成成分(单体单元)中,从优选为0.5~15质量%、更优选为1~12质量%、特别优选为1~10质量%的范围选择。
[0069]
作为含羟基单体(a4)的具体例子,可列举(甲基)丙烯酸2
‑
羟基乙酯、(甲基)丙烯
酸3
‑
羟基丙酯、(甲基)丙烯酸4
‑
羟基丁酯。关于含羟基单体(a4)的配合量,在100质量%丙烯酸系共聚物(a)的全部构成成分(单体单元)中,从优选为0.05~15质量%、更优选为0.07~12质量%、特别优选为0.1~10质量%的范围选择。
[0070]
作为其他单体(a5),优选乙酸乙烯酯、丙烯酰基吗啉。添加乙酸乙烯酯时,关于其配合量,在100质量%丙烯酸系共聚物(a)的构成成分(单体单元)中,优选从0.1~10质量%的范围选择。添加丙烯酰基吗啉时,关于其配合量,在100质量%丙烯酸系共聚物(a)的全部构成成分(单体单元)中,优选从0.1~10质量%的范围选择。
[0071]
丙烯酸系共聚物(a)可以进一步含有以上例示的各单体以外的单体作为构成成分。
[0072]
丙烯酸系粘着剂中一般使用与丙烯酸系共聚物的官能团具有反应性的交联剂。作为交联剂,例如可以使用异氰酸酯化合物、酸酐、胺化合物、环氧化合物、金属螯合物类、氮丙啶化合物、三聚氰胺化合物。可以根据需要使用这些交联剂的1种,或者组合使用2种以上。
[0073]
关于交联剂的配合量,相对于100质量份丙烯酸系共聚物,从通常为0.1~15质量份、更优选为0.3~12质量份、特别优选为0.5~10质量份的范围选择。
[0074]
丙烯酸系粘着剂中,可以根据需要添加下述物质中的至少一种:松香系、萜烯系、石油系、香豆酮
‑
茚系、纯单体系、苯酚系、二甲苯系等增粘剂树脂,石蜡系工艺油等矿物油,聚酯系增塑剂,含有植物性油等的软化剂,芳香族仲胺系、单酚系、双酚系、多酚系、苯并咪唑系、亚磷酸系等抗老化剂。此外,还可以在丙烯酸系粘着剂中配合饱和烃树脂。
[0075]
丙烯酸系粘着剂也可以根据需要进一步含有硅烷偶联剂、抗氧化剂等添加剂中的至少一种。
[0076]
作为硅烷偶联剂,特别优选含有缩水甘油基的硅烷偶联剂。作为具体例子,可列举2
‑
(3,4
‑
环氧环己基)乙基三甲氧基硅烷、3
‑
缩水甘油氧基丙基三甲氧基硅烷、3
‑
缩水甘油氧基丙基甲基二乙氧基硅烷、3
‑
缩水甘油氧基丙基三乙氧基硅烷、三
‑
(三甲氧基甲硅烷基丙基)异氰脲酸酯等。可以使用它们中的一种,或者也可以并用两种以上。关于硅烷偶联剂的配合量,相对于100质量份丙烯酸系共聚物(a),从优选为0.01~0.5质量份、更优选为0.02~0.5质量份、特别优选为0.03~0.3质量份的范围选择。
[0077]
作为抗氧化剂,特别优选受阻酚系抗氧化剂。关于抗氧化剂的配合量,相对于100质量份丙烯酸系共聚物(a),从优选为0.01~1质量份、更优选为0.02~0.7质量份的范围选择。
[0078]
为了用丙烯酸系粘着剂满足上述参数,可列举例如提高丙烯酸系共聚物的理论tg。理论tg高的丙烯酸系共聚物一般聚合物彼此的凝集力高,因此存在高温环境下的储能模量g’提高的倾向。此外,高温环境下的g’高,因此相对地,高温环境下的tanδ也降低。理论tg一般可以利用fox公式算出,通过提高丙烯酸系共聚物整体的(a2)成分、(a3)成分、(a4)成分、(a5)成分的比率,理论tg也提高。
[0079]
此外,作为方法,也可列举提高丙烯酸系共聚物的重均分子量(mw)。重均分子量(mw)高则一般聚合物彼此的凝集力也会变高,流动性也会降低,因此高温环境下的储能模量g’提高,此外高温环境下的tanδ也降低。
[0080]
进一步,优选用于使丙烯酸系共聚物彼此结合的交联剂的添加量也多。交联剂的
添加量多则能够更牢固地形成通过丙烯酸系共聚物彼此的交联而形成的三维网络,作为结果,即使在高温环境下,g’也会提高、tanδ会降低。
[0081]
橡胶系粘着剂的种类没有特别限定,可以使用以橡胶成分为主成分的各种公知的橡胶系粘着剂。作为橡胶成分的具体例子,可列举:丁基橡胶、聚异丁烯橡胶、异戊二烯橡胶、苯乙烯
‑
异丁烯
‑
苯乙烯嵌段共聚物、苯乙烯
‑
异戊二烯嵌段共聚物、苯乙烯
‑
丁二烯橡胶、苯乙烯
‑
异戊二烯
‑
苯乙烯嵌段共聚物、苯乙烯
‑
丁二烯
‑
苯乙烯嵌段共聚物、苯乙烯
‑
乙烯
‑
丁烯
‑
苯乙烯嵌段共聚物、苯乙烯
‑
乙烯
‑
丙烯
‑
苯乙烯嵌段共聚物、苯乙烯
‑
乙烯
‑
丙烯嵌段共聚物等合成橡胶,天然橡胶。可以使用一种橡胶成分,也可以并用两种以上的橡胶成分。丁基橡胶是一般以异丁烯与1~3质量%的异戊二烯的共聚物为主成分的橡胶。
[0082]
粘着剂层中使用橡胶系粘着剂的情况下,构成粘着剂层的粘着剂组合物优选在含有橡胶系粘着剂的同时含有饱和烃树脂。饱和烃树脂是不具有不饱和键的烃树脂,是用于提高粘着剂层的粘着性的成分。
[0083]
饱和烃树脂的种类没有特别限定,例如,可以使用作为增粘剂已知的各种脂环族系或脂肪族系饱和烃树脂。可以使用一种饱和烃树脂,也可以并用两种以上的饱和烃树脂。特别是优选脂环族系饱和烃树脂,更优选通过氢化处理而消除了不饱和键的烃树脂。作为饱和烃树脂的市售品,有氢化石油树脂。氢化石油树脂是通过对石油树脂(例如芳香族系石油树脂、脂肪族系石油树脂、脂环族系成分与芳香族成分的共聚石油树脂等)进行氢化处理而得到的树脂。其中,优选对芳香族系石油树脂进行氢化处理而得到的氢化石油树脂(脂环族系饱和烃树脂)。该氢化石油树脂可以作为市售品(例如荒川化学工业(株)制arkon(商品名,日本的注册商标)p
‑
100)获得。关于饱和烃树脂的配合量,相对于100质量份粘着剂成分,从优选为0.01~100质量份、更优选为0.1~80质量份的范围选择。饱和烃树脂的含量多则粘着性进一步提高。
[0084]
为了利用橡胶系粘着剂来满足上述参数,可列举例如提高橡胶成分的分子量而提高粘着剂成分的凝集力。此外,即使用硫、树脂对橡胶成分进行硫化,通过橡胶成分彼此的交联而更牢固地形成三维网络,也能够使高温环境下的g’提高、使tanδ降低。
[0085]
作为本发明中使用的有机硅系粘着剂的具体例子,可列举主要含有有机硅生胶(具有由d单元[(ch3)2sio]构成的结构的聚二甲基硅氧烷的长链聚合物)和mq树脂(具有由m单元[(ch3)3sio
1/2
]和q单元[sio
4/2
]构成的结构的三维结构有机硅树脂聚合物)的粘着剂。这样的含有有机硅生胶和mq树脂的粘着剂的粘着性比有机硅生胶单体优异。此外,还可以通过改变粘着剂中的有机硅生胶与mq树脂的比率来控制粘着力、保持力、粘性等基本粘着物性。进一步,通过改变mq树脂的m单元与q单元的比率、改变分子量,也能够控制粘着物性。有机硅系粘着剂根据其固化机制而大体分为加成固化型、过氧化物固化型。
[0086]
加成固化型有机硅系粘着剂例如包含由含有烯基的有机硅生胶构成的主剂、mq树脂、以及由含有sih基的聚有机硅氧烷构成的交联剂。并且,通过在铂催化剂下加热使其进行交联反应而固化。代表性地,含有烯基的有机硅生胶是1个分子中至少具有2个结合于硅原子的烯基(例如乙烯基)的聚有机硅氧烷。代表性地,含有sih基的聚有机硅氧烷是1个分子中至少具有2个结合于硅原子的氢原子的聚有机硅氧烷。
[0087]
过氧化物固化型有机硅系粘着剂例如包含由不含烯基的有机硅生胶构成的主剂和mq树脂。并且,添加作为固化剂的过氧化苯甲酰等过氧化物并将溶剂除去后,通过在高温
下进行加热而固化。
[0088]
以提高各种特性为目的,有机硅系粘着剂可以混配2种以上的有机硅系粘着剂。但混配的有机硅系粘着剂的种类、量必须适当选择,以不损害发明效果。
[0089]
为了利用有机硅系粘着剂来满足上述粘着剂参数,例如可以通过适当调整有机硅橡胶与有机硅树脂的比率来实现。具体地,有机硅橡胶与有机硅树脂的比率(质量基准)在30/70~90/10的范围内是合适的。如果有机硅橡胶的比率比该范围低,则存在高温环境下的凝集力变弱的倾向,因此储能模量g’也降低,tanδ提高。相反,如果有机硅橡胶的比率大,则难以表现充分的初始粘接力,难以粘贴在被粘物上。
[0090]
进一步,如果是加成固化型有机硅系粘着剂,则可以通过调整有机硅生胶的烯基含量、交联剂的量来控制有机硅成分彼此的结合,作为结果,能够控制储能模量g’、tanδ。如果增加有机硅生胶的烯基含量、交联剂的量,则存在高温下的储能模量g’充分提高、tanδ降低的倾向。
[0091]
如果是过氧化物固化型有机硅系粘着剂,则可以通过添加的过氧化物的量来控制储能模量g’、tanδ。如果增加过氧化物的添加量,则存在高温下的储能模量g’充分提高、tanδ降低的倾向。
[0092]
以上说明的各粘着剂可以根据需要进一步含有至少1种其他成分。作为具体例子,可列举:甲苯等溶剂,抗氧化剂、紫外线吸收剂、光稳定剂、抗静电剂、阻燃剂、导电性改进剂、导热性改进剂等添加剂,炭黑、氧化钙、氧化镁、二氧化硅、氧化锌、氧化钛等填充剂或颜料。
[0093]
[热膨胀性粒子]
[0094]
作为热膨胀性粒子,适合使用最大膨胀温度为170℃以上那样的热膨胀性粒子。热膨胀性粒子可以单独使用或组合使用两种以上。
[0095]
作为热膨胀性粒子,可以从公知的热膨胀性微球中适当选择,优选经微胶囊化的热膨胀性粒子。作为这样的热膨胀性粒子,可列举例如将异丁烷、丙烷、戊烷等液态低沸点烃等气化剂包裹在热塑性高分子壳(shell)中而得的粒子。这样的热膨胀性粒子在进行加热时,高分子壳会软化,内包的液态低沸点烃会气化,由于其压力而膨胀。作为形成热塑性高分子壳的材料,可列举例如偏二氯乙烯
‑
丙烯腈共聚物、聚乙烯醇、聚乙烯醇缩丁醛、聚甲基丙烯酸甲酯、聚丙烯腈、聚偏二氯乙烯、聚砜等。
[0096]
作为最大膨胀温度为170℃以上的热膨胀性粒子,例如可以适当使用松本油脂制药株式会社制的商品名“matsumoto microsphere”系列(例如作为商品名的“matsumoto microsphere fn―180ssd”、“matsumoto microsphere fn―180sd”、“matsumoto microsphere fn―180d”、“matsumoto microsphere fn―190ssd”、“matsumoto microsphere f
‑
190d”、“matsumoto microsphere f―260d”)等市售品。
[0097]
在获得本发明的目标效果的方面,可以适当使用热膨胀性粒子的最大膨胀温度为170℃以上、特别优选为180℃以上320℃以下那样的热膨胀性粒子。
[0098]
本发明中,热膨胀性粒子的最大膨胀温度可以通过使用热分析装置tma(tma7100,株式会社日立高新技术制)来求出。热膨胀性粒子的最大膨胀温度是,将热膨胀性粒子放入的铝制盘,盖上内盖,以压缩模式(负荷:0.05n,升温速度:10℃/分钟)进行分析时,热膨胀性粒子的膨胀达到最大时的温度。方便起见,将该温度设为tfmax。如果加热至高于
最大膨胀温度的温度,则热膨胀性粒子内部的气体会穿过高分子壳,因此一般收缩会进展而不会破裂。
[0099]
另外,为了通过加热处理使热膨胀性粘着层的粘接力高效且稳定地降低,可以优选使用体积膨胀率为5倍以上的热膨胀性粒子。
[0100]
相对于热膨胀性粘着层所含的树脂成分100质量份,热膨胀性粒子的配合量可以根据所希望的初始粘接性、发泡后的剥离力降低性等适当设定在4质量份以上、优选为5质量份以上、更优选为5质量份以上且低于100质量份、特别优选为7质量份以上且低于80质量份、进一步优选为10质量份以上50质量份的范围。
[0101]
热膨胀性粒子如果暴露于例如温度65℃相对湿度80%那样的高温高湿环境下则有时发泡性降低。因此,使用了热膨胀性粒子的本热剥离型粘着胶带优选避免高温高湿环境进行保存。进一步,为了在发泡性降低了的状态下也维持热剥离性,相对于热膨胀性粘着层所含的树脂成分100质量份,热膨胀性粒子的配合量优选设为7质量份以上。
[0102]
热膨胀性粒子的平均粒径可以根据热膨胀性粘着层的厚度等适当选择。具有微球等形状的热膨胀性粒子的平均粒径例如可以从优选为100μm以下、更优选为80μm以下、特别优选为1μm以上50μm以下的范围选择。可以从市售品中选择使用目标平均粒径的热膨胀性粒子。或者,热膨胀性粒子的粒径调整可以在热膨胀性粒子的生成过程中进行,也可以通过公知的方法(例如分级)对市售的热膨胀性粒子进行。为了获得热膨胀性粘着层的平滑性,也优选热膨胀性粒子的粒径一致。
[0103]
热膨胀性粘着层的厚度没有特别限制,例如可以从优选为5μm~200μm、更优选为10μm~150μm、特别优选为15μm~100μm的范围选择。
[0104]
需说明的是,作为使热膨胀性粘着层中的热膨胀性粒子发泡的方法,可以从公知的加热膨胀方法中适当选择而采用。具体地,作为用于使热膨胀性粒子膨胀的加热处理,例如可以适当利用热板、热风干燥机、红外线加热器等加热设备来进行。加热处理时的加热温度只要在热膨胀性粘着层中的热膨胀性粒子的发泡起始温度以上即可,加热处理的条件可以根据加热设备、被粘物的材质、热容量等适当设定。
[0105]
[热剥离型粘着胶带的层构成]
[0106]
作为本发明涉及的热剥离型粘着胶带的层构成,可列举没有其他层的仅由热膨胀性粘着层构成的层构成、由热膨胀性粘着层和其他层构成的层构成。仅由热膨胀性粘着层构成的热剥离型粘着胶带可以是由单层热膨胀性粘着层构成的热剥离型粘着胶带,也可以是具有多个不同的热膨胀性粘着层的热剥离型粘着胶带。
[0107]
作为根据需要使用的其他层,可列举基材、剥离衬垫等。
[0108]
作为具有基材和剥离衬垫中的至少一方的热剥离型粘着胶带的形态,可列举以下各形态。
[0109]
(1)在基材的两面具有热膨胀性粘着层的热剥离型粘着胶带。
[0110]
(2)仅在基材的一面具有热膨胀性粘着层的热剥离型粘着胶带。
[0111]
(3)在基材的一面具有热膨胀性粘着层、且在另一面具有非热膨胀性粘着层(不具有热膨胀性的粘着层)的热剥离型粘着胶带。
[0112]
(4)在剥离衬垫上具有热膨胀性粘着层的热剥离型粘着胶带。
[0113]
(5)在剥离衬垫上依次具有热膨胀性粘着层和非热膨胀性粘着层的热剥离型粘着
胶带。
[0114]
需说明的是,在基材的两面形成有热膨胀性粘着层的情况下,只要至少一方的热膨胀性粘着层具有前述本发明涉及的特性即可。与本发明涉及的热膨胀性粘着层不同的热膨胀性粘着层和非热膨胀性粘着层只要以能够获得热剥离型粘着胶带的目标功能、效果的方式进行选择即可。此外,上述(1)~(3)的形态的情况下,可以在热膨胀性粘着层或非热膨胀性粘着层上设有剥离衬垫。
[0115]
[其他层]
[0116]
[基材]
[0117]
可以将基材作为热剥离型粘着胶带的构件、例如热膨胀性粘着层等的支撑体使用。基材没有特别限定,可以使用公知的膜、非织造布、发泡体、布、纸以及它们的组合。优选容易通过薄型基板的制造工序等来获得厚度均匀性的膜状基材。特别优选具有在使用环境下所需的耐热性的树脂膜。作为其具体例子,可列举例如聚酰亚胺(pi)、聚醚醚酮(peek)、聚对苯二甲酸乙二醇酯(pet)、聚萘二甲酸乙二醇酯(pen)等聚酯、聚苯硫醚(pps)、聚酰胺酰亚胺(pai)、聚醚砜(pes)、聚四氟乙烯(ptfe)等树脂膜。这些膜可以以单层或2层以上的层叠膜的形式使用。层叠膜也可以包含一个以上由不同材质构成的多个层的组合。
[0118]
作为耐热性树脂膜,特别优选高温下的尺寸稳定性优异的聚酰亚胺膜。
[0119]
基材的厚度没有特别限制,可以从优选为1μm以上200μm以下、更优选为2μm以上150μm以下、特别优选为2μm以上125μm以下的范围内选择。
[0120]
基材的设置粘着剂层的面可以根据需要实施易粘接处理。作为易粘接处理,可列举例如底漆处理、电晕处理、蚀刻处理、等离子处理、喷砂处理等。可以从它们之中选择1种或2种以上的组合。
[0121]
基材可以根据需要进行了抗静电等表面处理。作为抗静电处理,可列举利用阳离子性表面活性剂、阴离子性表面活性剂、非离子性表面活性剂等抗静电剂进行的处理为例。此外,也可以根据需要通过印刷、揉捏等对基材进行着色处理。
[0122]
[非热膨胀性粘着层]
[0123]
作为用于形成非热膨胀性粘着层的粘着剂,没有特别限制,可以同样地利用先前在热膨胀性粘着层的说明中例示的粘着剂。作为粘着剂,例如可以使用丙烯酸系粘着剂、橡胶系粘着剂、有机硅系粘着剂、聚酯系粘着剂、聚酰胺系粘着剂、氨基甲酸酯系粘着剂等公知的粘着剂。这些粘着剂可以单独使用或组合使用两种以上。非热膨胀性粘着层中可以配合例如增粘剂、着色颜料、抗老化剂、抗氧化剂、抗静电剂、交联剂、硅烷偶联剂等添加剂中的至少1种。
[0124]
非热膨胀性粘着层的厚度例如可以从优选为200μm以下、更优选为1μm以上150μm以下、特别优选为1μm以上100μm以下的范围内选择。需说明的是,作为非热膨胀性粘着层的形成方法,可以利用与前述热膨胀性粘着层同样的方法(例如在基材上涂布的方法、在剥离衬垫上涂布而形成粘着层后将其转印至基材上的方法等)。
[0125]
[剥离衬垫]
[0126]
作为剥离衬垫,可以使用公知的剥离纸等。剥离衬垫作为热膨胀性粘着层的保护材使用,在将热剥离型粘着片粘贴在被粘物上时被撕掉。作为剥离衬垫,例如可以使用利用有机硅系、长链烷基系、氟系等剥离剂进行了表面处理的塑料膜(例如pet膜)、纸等具有剥
离层的基材、由氟系树脂(例如聚四氟乙烯)、烯烃系树脂(例如聚乙烯、聚丙烯等)等无极性聚合物构成的低粘接性基材。
[0127]
参照图1对具有基材和剥离衬垫作为其他层的热剥离型粘着胶带的实施方式进行说明。图1是显示本发明涉及的热剥离型粘着胶带的一个实施方式的、厚度方向上的截面示意图。图1所示的热剥离型粘着片1具有基材2、热膨胀性粘着层3和剥离衬垫4。两个热膨胀性粘着层3可以相同也可以不同。两个剥离衬垫4可以是相同的剥离衬垫,也可以是不同的剥离衬垫。
[0128]
图1中所示的热剥离型粘着片1具有下述形态,即:具有分别形成于基材2的两面的两个热膨胀性粘着层3的双面粘着胶带。该双面粘着胶带的形态中,只要两个粘着层的至少一方是本发明涉及的热膨胀性粘着层即可。例如,双面粘着胶带的形态中,可以是两个粘着层3中的至少一方为本发明涉及的热膨胀性粘着层,另一方为本发明涉及的热膨胀性粘着层以外的、热膨胀性粘着层或不具有热膨胀性的粘着层(非热膨胀性粘着层)。
[0129]
[热剥离型粘着胶带的制造方法]
[0130]
包含热膨胀性粘着层的热剥离型粘着胶带可以通过下述方法来制造:在热膨胀性粘着层形成用的基材上涂布含有树脂成分和热膨胀性粒子的层形成用组合物材料,将通过加热使涂布层中发生交联反应而形成的热膨胀性粘着层从热膨胀性粘着层形成用的基材上剥离。
[0131]
在作为热剥离型粘着胶带的构成构件的基材、剥离衬垫上具有热膨胀性粘着层的热剥离型粘着胶带例如可以通过下述方法来制造:将含有树脂成分和热膨胀性粒子的层形成用组合物材料涂布在基材或剥离衬垫上,通过加热使涂布层中发生交联反应,形成热膨胀性粘着层。此外,也可以将含有树脂成分和热膨胀性粒子的层形成用组合物材料涂布在剥离衬垫(例如进行了有机硅处理的pet膜)上,通过加热使涂布层中发生交联反应,并转印至基材的一面或两面,从而形成热剥离型粘着胶带。用于交联的加热温度比热膨胀性粒子的发泡起始温度充分低是关键的。涂布层的形成中例如可以使用辊涂机、模涂机、模唇涂布机等已知的涂布装置。涂布后进行加热的情况下,在加热引起交联反应的同时,层形成用材料中的溶剂也能够除去。通过转印而形成热膨胀性粘着层的情况下,为了提高基材与热膨胀性粘着层的密合性、进一步获得表面的平滑性,优选利用经加热的辊筒等进行层压。
[0132]
本发明涉及的热剥离型粘着胶带能够适当用于临时固定有热剥离型粘着胶带的被粘物的热压处理。
[0133]
在被粘物的热压处理中使用本发明涉及的热剥离型粘着胶带的方法的一个方式具有:
[0134]
将上述构成的粘着胶带临时固定在被粘物上的工序,
[0135]
对临时固定有前述粘着胶带的被粘物进行热压处理的工序,
[0136]
将临时固定在经前述热压处理的被粘物上的粘着胶带加热至用于剥离的温度的工序,以及
[0137]
将加热至前述用于剥离的温度的粘着胶带从前述被粘物剥离的工序。
[0138]
使用该使用方法的被粘物的热压处理方法的一个方式是具有被临时固定的热剥离型粘着胶带的被粘物的热压处理方法,具有:
[0139]
将上述构成的热剥离型粘着胶带临时固定在被粘物上的工序,
[0140]
对临时固定有前述粘着胶带的被粘物进行热压处理的工序,
[0141]
将临时固定在经前述热压处理的被粘物上的粘着胶带加热至用于剥离的温度的工序,以及
[0142]
将加热至前述用于剥离的温度的粘着胶带从前述被粘物剥离的工序。
[0143]
热剥离型粘着胶带向被粘物的临时固定的形态包括被粘物彼此的临时固定、被粘物传输时的临时固定、被粘物的增强、保护或掩蔽、对被粘物的树脂密封等。
[0144]
此外,作为热压工序,可列举电子部件、半导体部件的制造工序中的热压工序。
[0145]
作为可适当利用本发明涉及的热剥离型粘着胶带的热压工序的条件,可以列举温度120~240℃、时间5分钟~10小时、压力5~40kgf/cm2。
[0146]
实施例
[0147]
以下,列举实施例和比较例进一步详细地对本发明进行说明,但本发明不受这些实施例的任何限定。以下记载中的“份”是质量份。
[0148]
<丙烯酸系共聚物的调制例>
[0149]
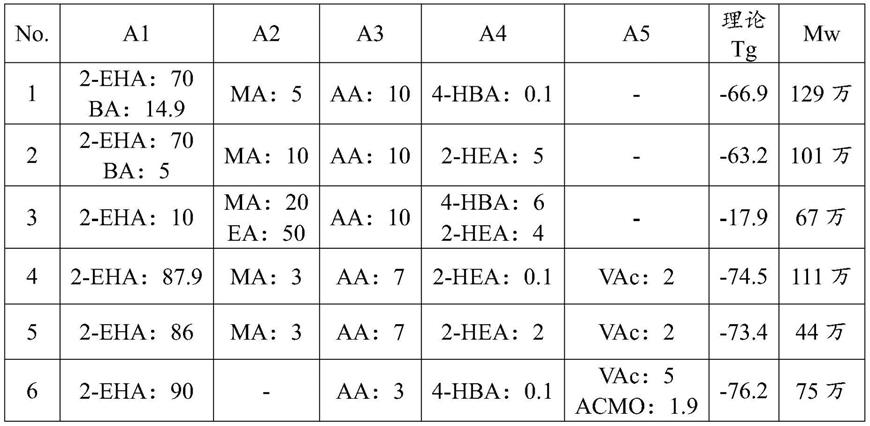
使表1所示组成的丙烯酸系共聚物聚合。表1中各成分的配合比表示将成分a1~a5的合计设为100份时的比例。作为参考,将各丙烯酸系共聚物的理论tg和重均分子量(mw)一并记载在表1中。理论tg是利用fox公式算出的值,可以通过适当选择丙烯酸单体的组成来调整。此外,该重均分子量(mw)是通过gpc法、利用以下的测定装置和条件测定丙烯酸系共聚物的标准聚苯乙烯换算的分子量而得的值。
[0150]
·
装置:lc
‑
2000系列(日本分光株式会社制)
[0151]
·
色谱柱:shodexkf
‑
806m
×
2根、shodexkf
‑
802
×
1根
[0152]
·
洗脱液:四氢呋喃(thf)
[0153]
·
流速:10ml/分钟
[0154]
·
柱温:40℃
[0155]
·
注入量:100μl
[0156]
·
检测器:折射率仪(ri)
[0157]
·
测定样品:将丙烯酸系聚合物溶解在thf中,制作丙烯酸系聚合物浓度为0.5质量%的溶液,通过利用过滤器的过滤将渣滓除去而得的样品。
[0158]
重均分子量(mw)可以通过在丙烯酸系共聚物聚合时适当选择聚合引发剂的种类和量(例如,相对于100质量份丙烯酸单体,使月桂酰过氧化物为0.1质量份)、链转移剂的种类和量(例如,相对于100质量份丙烯酸单体,使正十二烷硫醇为0.1质量份)、聚合起始浓度(例如50质量%)等来调整。
[0159]
[表1]
[0160]
表1成分a丙烯酸系共聚物的调制例
[0161][0162]
表1中的缩写表示以下的化合物。
[0163]“2
‑
eha”:丙烯酸2
‑
乙基己酯
[0164]“ba”:丙烯酸正丁酯
[0165]“ma”:丙烯酸甲酯
[0166]“ea”:丙烯酸乙酯
[0167]“aa”:丙烯酸
[0168]“4
‑
hba”:丙烯酸4
‑
羟基丁酯
[0169]“2
‑
hea”:丙烯酸2
‑
羟基乙酯
[0170]“vac”:乙酸乙烯酯
[0171]“acmo”:丙烯酰基吗啉
[0172]
<实施例1~10和比较例1~11:热剥离型丙烯酸系粘着胶带的制作>
[0173]
如表2所示,对于表1中得到的丙烯酸系共聚物(成分a)的固体成分100份,将交联剂(成分b)、抗氧化剂(成分c)、硅烷偶联剂(成分d)、甲苯(稀释溶剂)按规定配合比(质量基准)混合,得到粘着剂组合物。进一步,相对于100份粘着剂成分,按表2所示的配合比(质量基准)混合发泡剂(成分f),调制热膨胀性粘着剂组合物。
[0174]
[表2]
[0175]
表2热膨胀性粘着剂组合物(丙烯酸系)的调制例
[0176][0177]
将该热膨胀性粘着剂组合物涂布在进行了有机硅脱模处理的厚度50μm的pet膜上。接下来,在90~100℃将稀释溶剂除去、干燥,同时进行交联反应,形成热膨胀性粘着剂层。将该热膨胀性粘着剂层贴合、转印在厚度12μm的聚酰亚胺膜的两面。进一步,使用台式层压机,以温度100℃进行层压。然后以40℃老化3天,得到双面热剥离型的粘着胶带。
[0178]
热膨胀性粘着剂组合物以层压后单侧的粘着层厚度为50μm的方式涂布。得到的双面粘着胶带的厚度为112μm。
[0179]
表2中的缩写表示以下的成分。
[0180]“b1”:环氧系交联剂(综研化学株式会社制,商品名e
‑
5xm,固体成分浓度5%)
[0181]“b2”:异氰酸酯系交联剂(东曹株式会社制,商品名coronate l
‑
45e,固体成分浓度45%)
[0182]“c1”:抗氧化剂(basf公司制,商品名irganox 1010)
[0183]“d1”:硅烷偶联剂(信越化学工业株式会社制,商品名kbm
‑
403,固体成分浓度10%)
[0184]“f1”:热膨胀性微胶囊(松本油脂制药株式会社制,商品名matsumoto microsphere fn
‑
180ssd,最大膨胀温度192℃)
[0185]“f2”:热膨胀性微胶囊(松本油脂制药株式会社制,商品名matsumoto microsphere fn
‑
100ssd,最大膨胀温度162℃)
[0186]
<实施例13:热剥离型有机硅系粘着胶带的制作>
[0187]
首先,准备加成固化型有机硅系粘着剂原液的2种试制品(i、ii)。这些试制品是,通过适当改变mq树脂相对于有机硅生胶的配合比率、mq树脂种类、有机硅生胶的烯基量、交联剂量,从而以通过后述方法测得的固化后的储能模量g’、tanδ显示各种各样的值的方式调制的粘着剂试制品。实施例13中,选择这些试制品中170℃时的储能模量g’为125,770pa、
热膨胀性粒子f1的最大膨胀温度下的tanδ为0.053的加成固化型有机硅系粘着剂原液(i)。
[0188]
调制含有100份固体成分浓度50质量%的加成固化型有机硅系粘着剂原液(i)、25份作为稀释溶剂的甲苯、1.25份作为固化催化剂的铂催化剂(信越化学工业株式会社制,cat
‑
pl
‑
50t)的有机硅系粘着剂组合物。进一步混合15份作为发泡剂的热膨胀性微胶囊f1(松本油脂制药公司制,商品名matsumoto microsphere fn
‑
180ssd,最大膨胀温度192℃),调制热膨胀性粘着剂组合物。
[0189]
以干燥后的粘着剂层的厚度为50μm的方式将该热膨胀性粘着剂组合物涂布在经底漆处理的厚度50μm的聚酰亚胺(pi)膜的一面,在干燥炉内以120℃干燥2分钟,除去溶剂,加热固化,形成热膨胀性粘着剂层。然后,将作为剥离衬垫的用氟代烷基改性有机硅树脂进行了脱模处理的厚度50μm的聚对苯二甲酸乙二醇酯(pet)膜与粘着剂层贴合,得到热剥离型的单面粘着胶带。
[0190]
<比较例9:热剥离型有机硅系粘着胶带的制作>
[0191]
比较例9中,选择170℃时的储能模量g’为39,749pa、热膨胀性粒子f1的最大膨胀温度下的tanδ为0.532的加成固化型有机硅系粘着剂原液(ii)。
[0192]
调制含有100份固体成分浓度50质量%的加成固化型有机硅系粘着剂原液(ii)、25份作为稀释溶剂的甲苯、1.25份作为固化催化剂的铂催化剂(信越化学工业株式会社制,cat
‑
pl
‑
50t)的有机硅系粘着剂组合物。进一步混合15份作为发泡剂的热膨胀性微胶囊f1(松本油脂制药公司制,商品名matsumoto microsphere fn
‑
180ssd,最大膨胀温度192℃),调制热膨胀性粘着剂组合物。除此以外,通过与实施例13同样的方法,得到热剥离型的单面粘着胶带。
[0193]
通过以下的方法对实施例1~13、比较例1~9中得到的热剥离型的粘着胶带进行评价。将结果示于表3
‑
1~表3
‑
4。
[0194]
(a)[粘着剂组合物的动态粘弹性测定]
[0195]
关于丙烯酸系粘着剂组合物,以在表2所示的配合中不含热膨胀性微胶囊(f)的方式,对于100份表1中得到的丙烯酸系共聚物(a)的固体成分,加入交联剂(b)、抗氧化剂(c)、硅烷偶联剂(d)并混合,调制用于测定用样品调制的粘着剂组合物。
[0196]
关于有机硅系粘着剂组合物,不含热膨胀性微胶囊(f),除此以外,与实施例13和比较例9同样操作,调制用于测定用样品调制的粘着剂组合物。
[0197]
分别独立地使用作为测定用试样的各粘着剂组合物,为丙烯酸系粘着剂组合物时,以干燥后的厚度为50μm的方式涂布在进行了有机硅脱模处理的厚度50μm的pet膜上。接下来,在90~100℃将溶剂除去、干燥,同时进行交联反应,形成粘着剂层。将该粘着剂层层叠,形成厚度2mm的层叠体,进一步以40℃老化3天,以此作为测定用样品。为有机硅系粘着剂组合物时,以干燥后的厚度为50μm的方式涂布在用氟代烷基改性有机硅树脂进行了脱模处理的厚度50μm的聚对苯二甲酸乙二醇酯(pet)膜上。接下来,在干燥炉内以120℃干燥2分钟,将溶剂除去,加热固化,形成粘着剂层。将该粘着剂层层叠,形成厚度2mm的层叠体,以此作为测定用样品。
[0198]
将测定用样品夹在平行圆盘()之间,使用动态粘弹性测定装置(rheometric scientific公司制,装置名rdaiii),一边施加频率10hz的剪切应变,一边以10℃/分钟的升温速度测定
‑
50℃~300℃范围内的储能模量(g’)和损耗模量(g”)。
[0199]
通过以下的计算式,由储能模量(g’)和损耗模量(g”)算出损耗角正切tanδ。
[0200]
tanδ=损耗模量(g”)/储能模量(g’)
[0201]
表3
‑
1中显示23℃、170℃下的储能模量(g’)和最大膨胀温度tfmax℃下tanδ的测定值。
[0202]
(b)tfmax的测定
[0203]
热膨胀性粒子的最大膨胀温度(tfmax)通过上文记载的方法来测定。
[0204]
[丙烯酸系双面热剥离型粘着胶带的评价]
[0205]
(c)[铜箔的初始剥离力、热剥离型粘着胶带相对于铜板的初始剥离力]
[0206]
将裁切成宽度10mm、长度90mm的实施例1~12和比较例1~8中记载的试样(双面粘着胶带)配置在厚度0.7mm、宽度25mm、长度125mm的铜板(设想为传输板)与厚度35μm、宽度10mm、长度90mm的铜箔的光泽面(设想为基板制品,福田金属株式会社制的电解铜箔)之间,使它们贴合。用重2kg的被橡胶层被覆的辊筒以300mm/分钟的速度往返一次进行压接,在23℃环境下放置20~40分钟。然后,使用拉伸试验机,测定23℃环境下以300mm/分钟的速度、90
°
的角度将铜箔从上述胶带剥离所需的力。接下来,使用拉伸试验机,测定以300mm/分钟的速度、90
°
的角度将上述胶带从铜板剥离所需的力。
[0207]
(d)[进行了加热剥离处理时铜箔的剥离力、热剥离型粘着胶带相对于铜板的剥离力]
[0208]
将裁切成宽度10mm、长度90mm的实施例1~12和比较例1~8中记载的试样(双面粘着胶带)配置在厚度0.7mm、宽度25mm、长度125mm的铜板(设想为传输板)与厚度35μm、宽度10mm、长度90mm的铜箔(设想为基板制品)之间,使它们贴合。用重2kg的被橡胶层被覆的辊筒以300mm/分钟的速度往返一次进行压接后,用200℃的干燥机加热3分钟。以23℃放置冷却1小时以上后,使用拉伸试验机,测定以300mm/分钟的速度、90
°
的角度将铜箔从上述胶带剥离所需的力,通过目测对被粘物上残胶的有无进行确认。接下来,使用拉伸试验机,测定以300mm/分钟的速度、90
°
的角度将上述胶带从铜板剥离所需的力,通过目测对被粘物上残胶的有无进行确认。
[0209]
进行了加热剥离处理时的剥离力和残胶性按照以下基准进行判定。
[0210]
(进行了加热剥离处理时铜箔的剥离力)
[0211]
a:在加热中自然剥离或剥离力小于初始剥离力的20%(良好)。
[0212]
b:剥离力为初始剥离力的20%以上(不良)。
[0213]
(进行了加热剥离处理时铜箔的残胶性)
[0214]
a:无残胶(良好)。
[0215]
b:有残胶(不良)。
[0216]
(进行了加热剥离处理时热剥离型粘着胶带相对于铜板的剥离力)
[0217]
a:在加热中自然剥离或剥离力小于初始剥离力的20%(良好)。
[0218]
b:剥离力为初始剥离力的20%以上(不良)。
[0219]
(进行了加热剥离处理时铜板的残胶性)
[0220]
a:无残胶(良好)。
[0221]
b:有残胶(不良)。
[0222]
(e)[高温长时间压制时的发泡抑制]
[0223]
对于上述(d)的评价中为良好(全部为a评价)的实施例1~12和比较例2、3、7、8,如下对高温长时间压制时的发泡抑制进行评价。
[0224]
将裁切成宽度10mm、长度90mm的实施例1~12和比较例1~8中记载的试样(双面粘着胶带)配置在厚度0.7mm、宽度25mm、长度125mm的铜板(设想为传输板)与厚度35μm、宽度10mm、长度90mm的铜箔(设想为基板制品)之间,使它们贴合。用重2kg的被橡胶层被覆的辊筒以300mm/分钟的速度往返一次进行压接后,使用加热式的压机,在温度170℃、试验片整体承受的压力为26kg/cm2的条件下加压1小时。此时,为了均匀地施加压力,将厚度1mm、宽度25mm、长度125mm的有机硅橡胶片(is―825,硬度50
°
,入间川橡胶株式会社制)铺在铜板下,将裁切成宽度10mm、长度90mm的同样的有机硅橡胶片放置在试验片上,夹着进行压制。在23℃放置冷却1小时以上后,将上述胶带从铜箔和铜板剥离,通过目测确认发泡的有无,对于得到的结果,按照以下基准进行评价。
[0225]
a:热压中热膨胀性粘着层未发泡(良好)。
[0226]
b:热压中热膨胀性粘着层发泡了(不良)。
[0227]
(f)[高温长时间压制后进行了加热剥离处理时铜箔的剥离力、热剥离型粘着胶带相对于铜板的剥离力]
[0228]
对于上述(e)的评价中为良好(a评价)的实施例和比较例,如下对高温长时间压制后进行了加热剥离处理时铜箔的剥离力、热剥离型粘着胶带相对于铜板的剥离力进行评价。
[0229]
将裁切成宽度10mm、长度90mm的实施例1~12和比较例2中记载的试样(双面粘着胶带)配置在厚度0.7mm、宽度25mm、长度125mm的铜板(设想为传输板)与厚度35μm、宽度10mm、长度90mm的铜箔(设想为基板制品)之间,使它们贴合。用重2kg的被橡胶层被覆的辊筒以300mm/分钟的速度往返一次进行压接后,使用加热式的压机,在温度170℃、试验片整体承受的压力为26kg/cm2的条件下加压1小时。此时,为了均匀地施加压力,将厚度1mm、宽度50mm、长度125mm的有机硅橡胶片(is―825,硬度50
°
,入间川橡胶株式会社制)铺在铜板下,将裁切成宽度10mm、长度90mm的同样的有机硅橡胶片放置在试验片上,夹着进行压制。在23℃放置冷却1小时以上后,进一步用200℃的干燥机加热3分钟。在23℃放置冷却1小时以上后,使用拉伸试验机,测定以300mm/分钟的速度、90
°
的角度将铜箔从上述胶带剥离所需的力,通过目测对被粘物上残胶的有无进行确认。接下来,使用拉伸试验机,测定以300mm/分钟的速度、90
°
的角度将胶带从铜板剥离所需的力,通过目测对被粘物上残胶的有无进行确认。
[0230]
按照以下的基准对铜箔的剥离、胶带对铜板的剥离进行评价。
[0231]
(进行了加热剥离处理时铜箔的剥离力)
[0232]
a:在加热中自然剥离或剥离力小于初始剥离力的20%(良好)。
[0233]
b:剥离力为初始剥离力的20%以上(不良)。
[0234]
(进行了加热剥离处理时铜箔的残胶性)
[0235]
a:无残胶(良好)。
[0236]
b:有残胶(不良)。
[0237]
(进行了加热剥离处理时热剥离型粘着胶带相对于铜板的剥离力)
[0238]
a:在加热中自然剥离或剥离力小于初始剥离力的20%(良好)。
[0239]
b:剥离力为初始剥离力的20%以上(不良)。
[0240]
(进行了加热剥离处理时铜板的残胶性)
[0241]
a:无残胶(良好)。
[0242]
b:有残胶(不良)。
[0243]
[有机硅系热剥离型单面粘着胶带的评价]
[0244]
(g)[铜箔的初始剥离力]
[0245]
将裁切成宽度10mm、长度90mm的实施例13和比较例9中记载的试样(单面粘着胶带,设想为用于传输时的增强)与厚度35μm、宽度10mm、长度90mm的铜箔的光泽面(设想为基板制品,福田金属株式会社制的电解铜箔)贴合。用重2kg的被橡胶层被覆的辊筒以300mm/分钟的速度往返一次进行压接,在23℃环境下放置20~40分钟。然后,使用拉伸试验机,测定23℃环境下以300mm/分钟的速度、90
°
的角度将铜箔从胶带剥离所需的力。此时,将单面粘着胶带的基材侧用纸双面粘着胶带(寺冈制作所株式会社制的no.778)固定在sus板上进行测定。
[0246]
(h)[进行了加热剥离处理时铜箔的剥离力]
[0247]
将裁切成宽度10mm、长度90mm的实施例13和比较例9中记载的试样(单面粘着胶带,设想为用于传输时的增强)与厚度35μm、宽度10mm、长度90mm的铜箔的光泽面(设想为基板制品,福田金属株式会社制的电解铜箔)贴合。用重2kg的被橡胶层被覆的辊筒以300mm/分钟的速度往返一次进行压接后,用200℃的干燥机加热3分钟。在23℃放置冷却1小时以上后,使用拉伸试验机,测定以300mm/分钟的速度、90
°
的角度将铜箔从胶带剥离所需的力,通过目测对被粘物上残胶的有无进行确认。接下来,使用拉伸试验机,测定以300mm/分钟的速度、90
°
的角度将胶带从铜板剥离所需的力,通过目测对被粘物上残胶的有无进行确认。此时,将单面粘着胶带的基材侧用纸双面粘着胶带(寺冈制作所株式会社制的no.778)固定在sus板上进行测定。
[0248]
进行了加热剥离处理时的剥离力和残胶性按照以下基准进行判定。
[0249]
(进行了加热剥离处理时铜箔的剥离力)
[0250]
a:在加热中自然剥离或剥离力小于初始剥离力的20%(良好)。
[0251]
b:剥离力为初始剥离力的20%以上(不良)。
[0252]
(进行了加热剥离处理时铜箔的残胶性)
[0253]
a:无残胶(良好)。
[0254]
b:有残胶(不良)。
[0255]
(i)[高温长时间压制时的发泡抑制]
[0256]
对于上述(h)的评价中为良好(全部为a评价)的实施例和比较例,如下对高温长时间压制时的发泡抑制进行评价。
[0257]
将裁切成宽度10mm、长度90mm的实施例13中记载的试样(单面粘着胶带,设想为用于传输时的增强)与厚度35μm、宽度10mm、长度90mm的铜箔的光泽面(设想为基板制品,福田金属株式会社制的电解铜箔)贴合。用重2kg的被橡胶层被覆的辊筒以300mm/分钟的速度往返一次进行压接后,使用加热式的压机,在温度170℃、试验片整体承受的压力为26kg/cm2的条件下加压1小时。此时,为了均匀地施加压力,将厚度1mm、宽度25mm、长度125mm的有机硅橡胶片(is―825,硬度50
°
,入间川橡胶株式会社制)铺在厚度0.7mm、宽度25mm、长度
[0272][0273]
[表3
‑
2]
[0274]
表3
‑2[0275]
[丙烯酸系双面热剥离型粘着胶带的评价结果]
[0276][0277]
[表3
‑
3]
[0278]
表3
‑3[0279]
[丙烯酸系双面热剥离型粘着胶带的评价结果]
[0280][0281]
[表3
‑
4]
[0282]
表3
‑4[0283]
[有机硅系热剥离型单面粘着胶带的评价结果]
[0284][0285]
[评价结果]
[0286]
由表3
‑
2~表3
‑
4的评价结果可见,满足本发明的要件的实施例1~13中,得到了如下的良好结果:即使在经过高温长时间的热压工序后,也可通过进一步加热剥离处理而易剥离化,此外在被粘物上也不易有残胶。进一步,在热压中,热膨胀性粒子的发泡也被抑制。
[0287]
比较例1中根本不含热膨胀性粒子,因而即使进行了加热剥离处理也不会易剥离化。
[0288]
比较例2中,在不进行热压处理的情况下通过进行加热剥离处理而易剥离化。但由于发泡剂相对于粘着剂成分的添加量不足4份,因此如果在高温长时间的热压后进行加热
剥离处理,则无法获得对设想为基板制品构件的铜箔的剥离力充分降低的效果。
[0289]
比较例3中,在不进行热压处理的情况下通过进行加热剥离处理而易剥离化。另一方面,由于热膨胀性粒子的最大膨胀温度低于170℃,因此在高温长时间的热压中无法抑制热膨胀性粒子的膨胀。
[0290]
比较例4~6和比较例9中,由于在热膨胀性粒子的最大膨胀温度下粘着剂成分的tanδ高于0.120,因此即使不进行高温长时间的压制,加热剥离处理后也不会易剥离化。
[0291]
比较例7~8中,由于在热膨胀性粒子的最大膨胀温度下粘着剂成分的tanδ低于0.120,因此在不进行热压处理的情况下,通过进行加热剥离处理而易剥离化。但由于170℃的储能模量g’低于30,000pa,因此在高温长时间的热压中无法抑制热膨胀性粒子的膨胀。
[0292]
例如,专利文献6中规定了23℃、95℃等较低温度下热膨胀性粘着层的储能模量g’的范围,虽然有可能可在该范围内适当使用,但由表3
‑
2~表3
‑
4所示的上述评价结果可见,虽说常温下的储能模量g’高,但高温(例如170℃)下的储能模量g’不一定高。因此可认为专利文献6中公开的技术适合于在常温短时间(例如实施例中那样的常温、3mpa、3秒、100次)的压制工序中难以发生位置偏移、进一步通过进行加热而易剥离那样的用途,但在用于高温长时间的压制工序中时,需要满足本发明所规定的各参数。此外,专利文献6中记载的实施例1~3使用了低温膨胀型的热膨胀性粒子(根据专利文献6的说明书的实施例,在120℃开始发泡、在130℃发泡剥离的粒子),可以预计,如果进行高温(例如170℃)的热压处理,则无法抑制热膨胀性粒子的发泡。
[0293]
产业可利用性
[0294]
本发明的热剥离型粘着胶带能够有用地用于电子部件、半导体部件的制造工序、例如部件的临时固定、传输时的固定、增强、保护、掩蔽、树脂密封等需要高温加热的工序中。特别是在密封树脂的固化工序等需要在高温长时间的压制工序后容易地、没有残胶地剥离的工序中是非常有用的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。