1.本发明涉及线缆喷涂领域,具体是涉及一种线缆智能喷涂生产线。
背景技术:
2.在油田生产中,有许多工件、油管设置在地面,为了防止这些管线长期裸露而产生腐蚀,影响使用寿命,需用专用设备对这些管线做防腐处理,对于线缆的表面喷涂,现有的喷涂基本通过人工完成,人工对线缆的喷涂不仅喷涂效果不均匀,还大大降低了线缆喷涂的效率,并且喷涂后的喷漆还会留有大量的漆气,对操作人员造成身体影响的同时也会对周围环境造成影响。
3.根据中国专利公开了cn201020167222.x多枪多角度扇面喷射喷涂机,包括机体、喷漆装置,喷涂机两侧装有与喷涂机配套使用的双翼链条输送线,机体顶端有气体排放口,机体正面设有观察孔、检查孔,机体侧面开有工件进、出口、加漆口,工件进、出口处分别安装环状风刀,机体内底部装有恒温加热管,环状风刀由压盖、壳体构成,压盖、壳体扣合后在接触部位由螺栓固定,非接触部位形成环形风道,环形风刀口喷出的风与环形风道轴中心线呈30
°
~45
°
夹角,喷漆装置位于机体内,由喷枪头、油漆分配器、气水分离器、储气罐、空气排量调节阀、油漆排量调节阀构成,喷枪头套装在与机体内壁固定的安装环上,喷枪头上设置有调节阀,喷枪头内有气体通道、油漆通道,气体通道与气水分离器、气水分离器与储气罐、油漆通道与油漆分配器之间由管连通。
4.根据上述专利所述,在对线缆喷漆和均匀除去多余喷漆的基础上,没设有对喷漆留下的漆气进行吸收的机构,对于漆气的危害,容易使喷涂受影响的同时也对环境造成危害,目前,需要一种对线缆均匀喷涂的同时能够吸取喷涂时散发漆气的智能喷涂生产线。
技术实现要素:
5.为解决上述技术问题,提供一种线缆智能喷涂生产线,本发明通过全面喷漆工序对线缆喷涂的工作,实现了线缆表面初步完成喷涂,通过环形风刀对线缆表面喷漆的进一步修饰,实现了线缆喷漆表面平滑,保证线缆喷涂均匀,通过密闭套筒和锥形吸风仓对线缆上漆气的吸收,避免环境污染。
6.为达到以上目的,本发明采用的技术方案为:本发明提供一种线缆智能喷涂生产线,包括,输送装置,所述输送装置包括有放料架、收卷架和滚轮传输机构,该滚轮传输机构设置在放料架和收卷架之间;喷涂装置,设置在滚轮传输机构与收卷架之间;烘干装置,设置在喷涂装置和收卷架之间;所述喷涂装置包括:全面喷漆工序和平滑除漆工序;平滑除漆工序用以线缆通过全面喷漆工序喷涂后除去线缆上多余的喷漆使得线缆表面的喷漆保持平滑,该平滑除漆工序包括底架和分别设置在底架两侧的锥形吸风仓、
环形风刀以及设置在锥形吸风仓和环形风刀之间的密闭套筒;全面喷漆工序设置在平滑除漆工序和滚轮传输机构之间,所述全面喷漆工序具有多个用以喷涂线缆的喷涂枪;环形风刀上设有多个进气口,锥形吸风仓和密闭套筒上均设有多个出气口。
7.优选地,环形风刀由第一压盖和第一壳体组成,第一压盖固定在底架上,第一压盖的中心设有一个同轴套设于线缆上的第一套管,第一套管的管口大于线缆的直径,第一壳体通过螺钉固定在第一压盖上且第一壳体与第一压盖之间共轴线,并且第一壳体内部与第一压盖之间还设有环绕于第一套管一周的环形风道,多个进气口还均与环形风道连通。
8.优选地,第一壳体未与第一压盖固定的一面中心与第一套管端部之间留有一个出风口,该出风口与环形风道连通,并且出风口与环形风道的轴线之间呈45
°
夹角,工作状态下,环形风道内喷出的风通过出风口能够以45
°
角的方式喷出。
9.优选地,锥形吸风仓位于底架远离环形风刀的一侧且锥形吸风仓与环形风刀之间同轴设置,锥形吸风仓包括有第二壳体和第二压盖,第二压盖固定在底架上,第二压盖的中心设有一个同轴套设于线缆上的第二套管,第二套管的管口等于第一套管的管口直径,第二壳体通过螺钉固定在第二压盖上,第二壳体内部与第二压盖之间还设有环绕于第二套管一周的环形吸风腔,并且锥形吸风仓上的多个出气口还均与环形吸风腔连通。
10.优选地,第二壳体未与第二压盖固定的一面中心与第二套管端部之间留有一个吸风口,该吸风口与环形吸风腔连通,并且吸风口的吸风方向平行于环形吸风腔的轴线方向,工作状态下,环形吸风腔通过吸风口以水平的方式将漆气吸走不影响线缆上的喷漆。
11.优选地,锥形吸风仓还包括有一个伞状封盖,该伞状封盖同轴设置在第二壳体上,伞状封盖的大口端固定在第二壳体设有吸风口的一面,伞状封盖的小口端面向环形风刀且伞状封盖位于密闭套筒内部,并且锥形吸风仓的吸风口与环形风刀的出风口之间相对密闭套筒的内部设置。
12.优选地,密闭套筒的内部通过伞状封盖和第一壳体的端部封闭使其形成一个趋于密闭的空腔,密闭套筒上的多个出风口均与空腔之间连通,并且密闭套筒的两端与第一壳体和第二壳体之间均设有一个橡胶垫圈,第一壳体和第一压盖之间与第二壳体和第二压盖之间也均设有一个橡胶垫圈。
13.优选地,全面喷漆工序还包括有一个支撑台,该支撑台上设有一个同轴套设于线缆上的圆口,支撑台上设有一个同轴于圆口转动的同心环,多个喷涂枪沿着同心环的圆周方向均匀安装在同心环的一面,并且支撑台上还设有用以带动同心环转动的齿轮驱动机构。
14.优选地,齿轮驱动机构由一个套圈齿轮和一个驱动齿轮组成,套圈齿轮固定套设于同心环未安装喷涂枪的一端,驱动齿轮与套圈齿轮之间相互啮合,支撑台上还固定设有一个用以带动驱动齿轮转动的旋转电机,支撑台上同轴于驱动齿轮轴心线的位置处开设有一个半圆弧形口,并且驱动齿轮上还固定设有一个契合于半圆弧形口内的限位柱。
15.优选地,多个喷涂枪的枪口均面向线缆,同心环的内环还固定设有一个锥形吸气罩,锥形吸气罩与同心环之间同轴设置,锥形吸气罩的小头端面向喷涂枪且其端部开始有一个连通于其内部的环形口,并且锥形吸气罩的大头端还设有一个吸气口。
16.本发明与现有技术相比具有的有益效果是:
1.本发明通过全面喷漆工序对线缆喷涂的工作,实现了线缆表面初步完成喷涂,通过环形风刀对线缆表面喷漆的进一步修饰,实现了线缆喷漆表面平滑,保证线缆喷涂均匀,通过密闭套筒和锥形吸风仓对线缆上漆气的吸收,避免环境污染,实现了线缆喷涂和漆气吸收的一体化工作。
17.2.本发明通过环形风道对风的引导,实现了环形风刀通风后能够使线缆表面一周同时得以除去多余的喷漆,保证线缆表面喷漆均匀。
18.3.本发明通过出风口与环形风道之间的出风方式,实现了风切有效的除去线缆上多余的喷漆,保证线缆表面喷涂平滑。
19.4.本发明通过锥形吸风仓内的环形吸风腔对漆气的吸收,保证漆气被完全吸收,避免污染环境以及对线缆喷涂造成影响。
20.5.本发明通过吸风口吸气的水平方向,实现了吸风口吸走漆气后也不会破坏线缆上的喷漆。
21.6.本发明通过伞状封盖与第一壳体的配合,使得密闭套筒趋于密闭状态,实现对大量漆气的吸收,通过伞状封盖小口端面向密闭套筒内部的安装方式,使得少量的漆气从空隙中溜走后能够被立即吸收,实现了漆气彻底完成吸收的工作,避免对环境造成污染。
22.7.本发明通过橡胶垫圈的作用,使得漆气无法自主散出,实现了对环境的保护。
23.8.本发明通过同心环的转动与喷涂枪的配合,实现了线缆喷涂完全的工作,避免线缆喷涂不完全某处缺少喷漆的情况发生。
24.9.本发明通过限位柱在半圆弧形口内的活动轨迹,限制了同心环转动范围的同时也不妨碍对线缆的喷涂,避免多个喷涂枪上的软管出现缠绕的现象。
25.10.本发明通过锥形吸气罩对喷涂漆气的吸收,使得喷涂枪喷出的喷漆产生的漆气能够被及时吸收,避免对环境产生影响。
附图说明
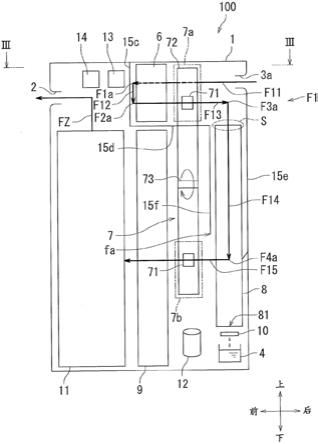
26.图1为本发明的立体结构示意图;图2为本发明的主视图;图3为全面喷漆工序的立体结构示意图;图4为全面喷漆工序的左视图;图5为全面喷漆工序的右视图;图6为图5的a
‑
a处剖视图;图7为平滑除漆工序的立体结构示意图;图8为平滑除漆工序的左视图;图9为图8的b
‑
b处剖视图;图10为锥形吸风仓的立体结构示意图;图11为锥形吸风仓的左视图;图12为图11的c
‑
c处剖视图;图13为环形风刀的立体结构示意图;图14为环形风刀的左视图;图15为图14的d
‑
d处剖视图。
27.图中标号为:输送装置1、放料架2、收卷架3、滚轮传输机构4、喷涂装置5、烘干装置6、线缆7、底架8、锥形吸风仓9、环形风刀10、密闭套筒11、喷涂枪12、进气口13、出气口14、第一压盖15、第一壳体16、第一套管17、环形风道18、出风口19、第二壳体20、第二压盖21、第二套管22、环形吸风腔23、吸风口24、伞状封盖25、空腔26、橡胶垫圈27、支撑台28、同心环29、套圈齿轮30、驱动齿轮31、旋转电机32、半圆弧形口33、限位柱34、锥形吸气罩35、环形口36、吸气口37。
具体实施方式
28.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
29.为了解决如何均匀涂抹线缆7的同时不让喷漆散发的气体污染环境的技术问题,如图1、图2、图6和图9所示,提供以下技术方案:一种线缆智能喷涂生产线,包括,输送装置1,所述输送装置1包括有放料架2、收卷架3和滚轮传输机构4,该滚轮传输机构4设置在放料架2和收卷架3之间;喷涂装置5,设置在滚轮传输机构4与收卷架3之间;烘干装置6,设置在喷涂装置5和收卷架3之间;所述喷涂装置5包括:全面喷漆工序和平滑除漆工序;平滑除漆工序用以线缆7通过全面喷漆工序喷涂后除去线缆7上多余的喷漆使得线缆7表面的喷漆保持平滑,该平滑除漆工序包括底架8和分别设置在底架8两侧的锥形吸风仓9、环形风刀10以及设置在锥形吸风仓9和环形风刀10之间的密闭套筒11;全面喷漆工序设置在平滑除漆工序和滚轮传输机构4之间,所述全面喷漆工序具有多个用以喷涂线缆7的喷涂枪12;环形风刀10上设有多个进气口13,锥形吸风仓9和密闭套筒11上均设有多个出气口14。
30.具体的,对线缆7进行表面喷涂时,首先,操作人员将线缆7缠绕在放料架2上,接着,线缆7的一端通过滚轮传输机构4输送,为了使线缆7的端部也能够得到喷涂,线缆7在输送的过程中,全面喷漆工序上的多个喷涂枪12对线缆7表面进行全面喷涂,初步完成线缆7喷涂工作,接着,线缆7依次穿过锥形吸风仓9、密闭套筒11和环形风刀10,线缆7上的喷漆通过环形风刀10除去多余的喷漆,环形风刀10通过进气口13进风,切去多余的喷漆后使其表面平滑,多余的喷漆被除去后会产生漆气,由于线缆7上多余的喷漆在密闭套筒11内被除去,因此,多个出气口14将密闭套筒11内大部分漆气吸走,避免漆气污染环境,由于线缆7穿过平滑除漆工序时留有空隙,少量的漆气会从密闭套筒11内通过空隙飘出,为了彻底吸走漆气,漆气通过空隙进入锥形吸风仓9内,锥形吸风仓9上的多个出气口14随之将剩余的漆气一起吸走,避免漆气飘出污染环境,线缆7上的喷漆工作完成后,线缆7通过烘干装置6进行快速烘干,避免线缆7上的喷漆不便于收卷,在线缆7的端部喷漆完成后,操作人员就将线缆7的端部缠绕在收卷架3上,线缆7通过收卷架3进行收卷,最终完成对线缆7的喷涂工作。
31.进一步的:为了解决环形风刀10如何通风除去线缆7上多余喷漆的技术问题,如图10
‑
图12所
示,提供以下技术方案:环形风刀10由第一压盖15和第一壳体16组成,第一压盖15固定在底架8上,第一压盖15的中心设有一个同轴套设于线缆7上的第一套管17,第一套管17的管口大于线缆7的直径,第一壳体16通过螺钉固定在第一压盖15上且第一壳体16与第一压盖15之间共轴线,并且第一壳体16内部与第一压盖15之间还设有环绕于第一套管17一周的环形风道18,多个进气口13还均与环形风道18连通。
32.具体的,线缆7穿过第一套管17输送,第一壳体16和第一压盖15组合在一起形成的环形风道18,使得环形风刀10通风后通过环形风道18能够全面的作用在线缆7的表面,使得线缆7表面一周的喷漆能够保持均匀。
33.进一步的:为了解决环形风道18和出风口19如何配合除去线缆7上多余喷漆的技术问题,如图13
‑
图15所示,提供以下技术方案:第一壳体16未与第一压盖15固定的一面中心与第一套管17端部之间留有一个出风口19,该出风口19与环形风道18连通,并且出风口19与环形风道18的轴线之间呈45
°
夹角,工作状态下,环形风道18内喷出的风通过出风口19能够以45
°
角的方式喷出。
34.具体的,第一壳体16和第一压盖15组合后的环形风道18内通风后,环形风道18内的风从出风口19喷出,由于出风口19与环形风道18的轴线间的夹角为45
°
,因此,喷出的风以45
°
角环形喷出于线缆7上,出风口19喷出的风汇集到一点,使线缆7上的喷漆通过风切得以平滑。
35.进一步的:为了解决线缆7上的喷漆如何吸走漆气的技术问题,如图10
‑
图12所示,提供以下技术方案:锥形吸风仓9位于底架8远离环形风刀10的一侧且锥形吸风仓9与环形风刀10之间同轴设置,锥形吸风仓9包括有第二壳体20和第二压盖21,第二压盖21固定在底架8上,第二压盖21的中心设有一个同轴套设于线缆7上的第二套管22,第二套管22的管口等于第一套管17的管口直径,第二壳体20通过螺钉固定在第二压盖21上,第二壳体20内部与第二压盖21之间还设有环绕于第二套管22一周的环形吸风腔23,并且锥形吸风仓9上的多个出气口14还均与环形吸风腔23连通。
36.具体的,线缆7上多余的喷漆被除去后,大量残留下的喷漆与散发的漆气在密闭套筒11内被吸走,一些少量的漆气通过第二套管22与线缆7之间的空隙进入锥形吸风仓9处,在漆气进入锥形吸风仓9时,锥形吸风仓9通过环形吸风腔23将漆气吸走,漆气也随之通过多个出气口14被吸出,避免漆气直接散发到空气中污染环境。
37.进一步的:为了解决环形吸风腔23吸收漆气时不破坏线缆7上喷漆的技术问题,如图10
‑
图12所示,提供以下技术方案:第二壳体20未与第二压盖21固定的一面中心与第二套管22端部之间留有一个吸风口24,该吸风口24与环形吸风腔23连通,并且吸风口24的吸风方向平行于环形吸风腔23的轴线方向,工作状态下,环形吸风腔23通过吸风口24以水平的方式将漆气吸走不影响线缆7上的喷漆。
38.具体的,环形吸风腔23内向外吸气时,漆气通过吸风口24被吸进环形吸风腔23内,在环形吸风腔23吸气时,吸风口24以水平的方式吸气,在吸走漆气的同时,也不会吸走线缆7上的喷漆,避免线缆7上的喷漆出现部分缺失的现象。
39.进一步的:为了解决密闭套筒11如何保持趋于密闭状态的技术问题,如图7
‑
图9所示,提供以下技术方案:锥形吸风仓9还包括有一个伞状封盖25,该伞状封盖25同轴设置在第二壳体20上,伞状封盖25的大口端固定在第二壳体20设有吸风口24的一面,伞状封盖25的小口端面向环形风刀10且伞状封盖25位于密闭套筒11内部,并且锥形吸风仓9的吸风口24与环形风刀10的出风口19之间相对密闭套筒11的内部设置。
40.具体的,伞状封盖25和第一壳体16对密闭套筒11的密闭,使得密闭套筒11内产生的大量漆气基本被吸走,只有少量的漆气从伞状封盖25的小口端溜走,在漆气进入伞状封盖25与第二壳体20之间后,吸风口24随之立即吸走剩余的漆气,保证漆气被完全吸收,防止漆气散发到空气中污染环境。
41.进一步的:为了解决密闭套筒11、环形风刀10和锥形吸风仓9出现漏气现象的技术问题,如图7所示,提供以下技术方案:密闭套筒11的内部通过伞状封盖25和第一壳体16的端部封闭使其形成一个趋于密闭的空腔26,密闭套筒11上的多个出风口19均与空腔26之间连通,并且密闭套筒11的两端与第一壳体16和第二壳体20之间均设有一个橡胶垫圈27,第一壳体16和第一压盖15之间与第二壳体20和第二压盖21之间也均设有一个橡胶垫圈27。
42.具体的,为了使漆气在平滑除漆工序内保证不会漏出,通过橡胶垫圈27对密闭套筒11、环形风刀10和锥形吸风仓9的密闭,使得漆气无法从连接空隙中溜出,保证密闭套筒11、环形风刀10和锥形吸风仓9处于一定的密闭状态。
43.进一步的:为了解决线缆7如何全面喷漆的技术问题,如图3
‑
图6所示,提供以下技术方案:全面喷漆工序还包括有一个支撑台28,该支撑台28上设有一个同轴套设于线缆7上的圆口,支撑台28上设有一个同轴于圆口转动的同心环29,多个喷涂枪12沿着同心环29的圆周方向均匀安装在同心环29的一面,并且支撑台28上还设有用以带动同心环29转动的齿轮驱动机构。
44.具体的,线缆7通过同心环29后,同心环29通过齿轮驱动机构在支撑台28上旋转,在同心环29旋转过程中,同心环29上的多个喷涂枪12也同时对线缆7表面进行喷涂,保证线缆7表面喷涂完全。
45.进一步的:为了解决齿轮驱动机构带动同心环29转动时不妨碍喷涂枪12上连接的软管的技术问题,如图5和图6所示,提供以下技术方案:齿轮驱动机构由一个套圈齿轮30和一个驱动齿轮31组成,套圈齿轮30固定套设于同心环29未安装喷涂枪12的一端,驱动齿轮31与套圈齿轮30之间相互啮合,支撑台28上还固定设有一个用以带动驱动齿轮31转动的旋转电机32,支撑台28上同轴于驱动齿轮31轴心
线的位置处开设有一个半圆弧形口33,并且驱动齿轮31上还固定设有一个契合于半圆弧形口33内的限位柱34。
46.具体的,齿轮驱动机构驱动时,旋转电机32带动驱动齿轮31转动,套圈齿轮30随之带动同心环29转动,在驱动齿轮31转动时,驱动齿轮31上的限位柱34在半圆弧形口33内移动,限制驱动齿轮31转动的范围,保证线缆7上喷涂完全的同时也不妨碍多个喷涂枪12上软管的活动,避免多个喷涂枪12上的软管出现缠绕的现象。
47.进一步的:为了解决喷涂枪12喷漆的同时漆气如何吸收的技术问题,如图6所示,提供以下技术方案:多个喷涂枪12的枪口均面向线缆7,同心环29的内环还固定设有一个锥形吸气罩35,锥形吸气罩35与同心环29之间同轴设置,锥形吸气罩35的小头端面向喷涂枪12且其端部开始有一个连通于其内部的环形口36,并且锥形吸气罩35的大头端还设有一个吸气口37。
48.具体的,在多个喷涂枪12喷涂时,由于喷出的喷漆会有漆气产生,为了避免喷涂枪12一直喷涂产生的大量漆气污染环境的现象,锥形吸气罩35通过吸气口37吸走漆气,由于锥形吸气罩35的小头端的环形口36面向喷涂枪12的喷射端,因此,漆气随之顺着环形口36通过锥形吸气罩35被吸气口37吸走。
49.本发明通过全面喷漆工序对线缆7喷涂的工作,实现了线缆7表面初步完成喷涂,通过环形风刀10对线缆7表面喷漆的进一步修饰,实现了线缆7喷漆表面平滑,保证线缆7喷涂均匀,通过密闭套筒11和锥形吸风仓9对线缆7上漆气的吸收,避免环境污染,实现了线缆7喷涂和漆气吸收的一体化工作,保证喷涂均匀的同时也保护了环境。
50.以上描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。