1.本发明涉及工件固定装置领域,具体是涉及一种薄壁圆柱形舱段快速装夹工装。
背景技术:
2.现有技术条件下,舰船、飞机、导弹、火箭等大型系统不能够直接一次成型地制造,而是被划分为多个舱段,进行模块化生产,最终通过对接组装完成整体制造。由于舱段通常都是薄壁圆柱形,而薄壁工件在进行加工时,通常都需要使用夹具进行装卡,在利用夹具对薄壁工件进行夹紧定位时,由于夹紧力的作用,薄壁工件会产生一定的弹性变形。
3.目前,现有技术中——专利申请号cn201911357145.6提出了确定薄壁工件的夹紧力的方法,该方法通过测量薄壁工件的弹性形变,以此反推夹紧力是否会造成薄壁工件的塑性形变,解决了夹紧力过大造成薄壁工件损坏的问题。
4.但是,对薄壁工件的夹紧力合适意味着夹紧力较小,而薄壁工件通常需要铣削内外周面,由于壁厚较薄、夹紧力较小,容易出现颤刀,为了解决上述问题,专利申请号cn201710743285.1提出了一种薄壁回转体装夹工装,其使用内圆装夹单元对外圆装夹单元施加反作用力,但是其尴尬之处在于,该工装占据了薄壁工件的内壁与外壁,致使加工空间受限,也就无法铣削薄壁工件的内外周面。
5.因此,需要一种能够提供内外支撑力,并且不会妨碍到铣削加工的装夹工装。
技术实现要素:
6.为解决上述技术问题,本发明采用的技术方案为:
7.一种薄壁圆柱形舱段快速装夹工装,包括板,舱段的一端面与板的一面抵靠;以及夹具,夹具设置在板上,夹具的工作端与舱段抵靠;快速装夹工装还包括筒,筒是圆筒形状,筒设置在板上,筒的一端面与板的一面贴合并且固定连接,舱段设置在筒的外侧或者内侧,舱段与筒之间的缝隙构成了夹层;以及填充在夹层内部的舱段固定剂,舱段固定剂根据温度熔化和凝固;以及变温装置,其用于调整筒的温度,使得夹层的温度高于舱段固定剂的熔化温度或者低于舱段固定剂的凝固温度;以及恒温容器,其用于储存舱段固定剂,恒温容器内部始终具有高于舱段固定剂熔化的温度;以及流体传输装置,其用于在夹层和恒温容器之间传输熔化的舱段固定剂。
8.优选的,板上开设有若干安装孔,安装孔分布在环绕板中心的多个同心圆上,夹具和筒通过紧固件穿过安装孔与板可拆卸连接。
9.优选的,筒包括筒身,其是圆筒形状,筒身与板接触的一端面设置有径向延伸的第一环状凸缘,第一环状凸缘朝向远离舱段的方向延伸,第一环状凸缘上开设有与安装孔一一对应的通孔;以及第二紧固件,其用于穿过安装孔并且连接板和筒。
10.优选的,变温装置包括变温管路,变温管路是螺旋延伸的管路,变温管路设置在筒远离舱段固定剂的一侧,并且变温管路与筒紧密贴合;以及第一三通阀,第一三通阀具有一个输入端和可选择地与输入端连通的两个输出端,变温管路的输入端与变温管路的一端连
通;以及第一热交换器,第一热交换器的输入端与第一三通阀的一个输出端连通;以及第二热交换器,第二热交换器的输入端与第一三通阀的另一个输出端连通;以及第二三通阀,第二三通阀具有一个输出端和可选择地与输出端连通的两个输入端,第二三通阀的两个输入端分别与第一热交换器、第二热交换器的输出端连通;以及循环泵,第二三通阀的输出端通过循环泵与变温管路的另一端连通;以及流体介质,流体介质通过循环泵可选择地在变温管路和第一热交换器之间或者变温管路和第二热交换器之间循环流动。
11.优选的,流体传输装置包括传输管路,传输管路的一端与夹层的底部连通,传输管路的另一端与恒温容器的底部连通;以及高压气源,高压气源与恒温容器的顶部连通;以及第一通止阀,恒温容器通过第一通止阀与大气连通。
12.优选的,流体传输装置还包括第二通止阀,高压气源通过第二通止阀与恒温容器的内部连通;以及充气密封圈,充气密封圈套设在筒的顶端,充气密封圈充气时封住筒与舱段之间的间隙;以及第一气嘴,第一气嘴连通高压气源与充气密封圈内部;以及第二气嘴,第二气嘴贯穿筒延伸至夹层内部,第二气嘴紧靠充气密封圈的下方;以及第三通止阀,第三通止阀的一端与高压气源连通,第三通止阀的另一端与第二气嘴连通。
13.优选的,传输管路包括主管路,主管路贯穿恒温容器并且竖直设置在恒温容器内部,主管路的底端与恒温容器的底壁之间无接触;以及汇流排,汇流排设置在主管路的顶端并且与主管路连通;以及支管路,支管路具有多个,支管路环绕主管路的轴线均布,支管路的两端分别与夹层、汇流排连通。
14.优选的,安装孔是沉头孔,传输管路还包括管接头,管接头是圆管形状,管接头的外周面设置有螺纹,管接头的一端设置有径向朝外延伸的第二环状凸缘,管接头穿过安装孔,第二环状凸缘嵌入在安装孔内部;以及螺母,螺母与管接头螺纹连接,第二环状凸缘和螺母夹设在板的两面,支管路与管接头螺纹连接。
15.优选的,板与筒连接的一面铺设有密封垫,密封垫上开设有用于避让安装孔的避让通孔。
16.本技术通过筒在舱段的内部或者外部提供支撑力,以平衡夹具作用在舱段上的夹紧力,避免舱段被过大的夹紧力夹持变形,造成舱段的损坏,同时本技术使用聚乙二醇熔融法在舱段和筒之间构建临时、易形成、易去除的固体夹层,以消除舱段与筒之间的间隙,使得本技术更加可靠。
附图说明
17.图1是一种实现本发明的快速装夹工装的立体图;
18.图2是一种实现本发明的快速装夹工装夹持舱段后的立体图;
19.图3是一种实现本发明的快速装夹工装夹持舱段后的主视图;
20.图4是图3的a
‑
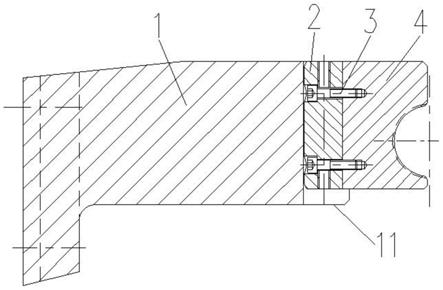
a截面处剖视图;
21.图5是图4的另一种工作状态的示意图;
22.图6是图4的b处局部放大图;
23.图7是图5的d处局部放大图;
24.图8是图4的c处局部放大图;
25.图9是图8的立体图;
26.图10是一种实现本发明的流体传输装置的部分结构立体图;
27.图11是一种实现本发明的板的俯视图;
28.图12是一种实现本发明的变温装置的结构框图;
29.图13是一种实现本发明的流体传输装置的结构框图;
30.图中标号为:
[0031]1‑
板;1a
‑
安装孔;1b
‑
密封垫;1b1
‑
避让通孔;
[0032]2‑
夹具;2a
‑
压板;2b
‑
第一紧固件;
[0033]3‑
筒;3a
‑
筒身;3a1
‑
第一环状凸缘;3b
‑
第二紧固件;3c
‑
保温层;
[0034]4‑
舱段固定剂;
[0035]5‑
变温装置;5a
‑
变温管路;5b
‑
第一三通阀;5c
‑
第一热交换器;5d
‑
第二热交换器;5e
‑
第二三通阀;5f
‑
循环泵;
[0036]6‑
恒温容器;
[0037]7‑
流体传输装置;7a
‑
传输管路;7a1
‑
主管路;7a2
‑
汇流排;7a3
‑
支管路;7a4
‑
管接头;7a5
‑
第二环状凸缘;7a6
‑
螺母;7a7
‑
密封头;7b
‑
高压气源;7c
‑
第一通止阀;7d
‑
第二通止阀;7e
‑
充气密封圈;7f
‑
第一气嘴;7g
‑
第二气嘴;7h
‑
第三通止阀。
具体实施方式
[0038]
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
[0039]
为了解决如何在装夹薄壁圆柱体工件的同时,提供夹紧力作用方向的反方向上的支撑筒3力,并且不妨碍到铣削薄壁圆柱体内外表面的技术问题,如图1至图5所示,采用以下优选技术方案:
[0040]
一种薄壁圆柱形舱段快速装夹工装,包括板1,舱段的一端面与板1的一面抵靠;以及夹具2,夹具2设置在板1上,夹具2的工作端与舱段抵靠;
[0041]
快速装夹工装还包括筒3,筒3是圆筒形状,筒3设置在板1上,筒3的一端面与板1的一面贴合并且固定连接,舱段设置在筒3的外侧或者内侧,舱段与筒3之间的缝隙构成了夹层;以及填充在夹层内部的舱段固定剂4,舱段固定剂4根据温度熔化和凝固;以及变温装置5,其用于调整筒3的温度,使得夹层的温度高于舱段固定剂4的熔化温度或者低于舱段固定剂4的凝固温度;以及恒温容器6,其用于储存舱段固定剂4,恒温容器6内部始终具有高于舱段固定剂4熔化的温度;以及流体传输装置7,其用于在夹层和恒温容器6之间传输熔化的舱段固定剂4。
[0042]
具体的,舱段固定剂4是聚乙二醇,聚乙二醇会在60~80度熔化,恒温容器6是内部设置有加热装置的桶。快速装夹工装通过以下步骤实现对舱段的装夹:
[0043]
步骤一,通过吊车将舱段转移到板1上,使得舱段套设或者被套设在筒3上,同时舱段的一端面与板1的一面抵靠;
[0044]
步骤二,流体传输装置7开启,将恒温容器6内部储存的熔化状态的舱段固定剂4传输至舱段与筒3之间形成的夹层;
[0045]
步骤三,变温装置5开启,使得夹层的温度降低至舱段固定剂4的凝固温度,舱段固定剂4凝固后舱段被筒3和舱段固定剂4形成的一体件固定并且支撑;
[0046]
步骤四,通过夹具2自舱段远离筒3的一面夹持舱段,即可开始铣削加工;
[0047]
步骤五,加工完成后,卸下夹具2,变温装置5开启,使得夹层的温度上升至舱段固定剂4的熔化温度,舱段固定剂4熔化后被流体传输装置7传输回恒温容器6的内部储存;
[0048]
步骤六,将加工完成的舱段吊起并且运输至下一个工位。
[0049]
为了解决快速装夹工装如何适应不同直径、形状的舱段技术问题,如图11所示,采用以下优选技术方案:
[0050]
板1上开设有若干安装孔1a,安装孔1a分布在环绕板1中心的多个同心圆上,夹具2和筒3通过紧固件穿过安装孔1a与板1可拆卸连接。
[0051]
具体的,相邻的同心圆的直径之差相同,位于同一个圆上的安装孔1a彼此之间的距离相同,紧固件是螺栓副,加工不同直径、形状的舱段之前,拆卸螺栓副,更换其他规格的筒3同时调整夹具2的位置即可快速解决这一技术问题。
[0052]
为了解决如何固定舱段的技术问题,如图8和9所示,采用以下优选技术方案:夹具2包括压板2a,舱段被压板2a和板1夹设在中间;以及第一紧固件2b,其用于穿过安装孔1a并且连接板1和压板2a。
[0053]
具体的,压板2a用于压住舱段边缘的环状凸缘,该结构原始、可靠、价格低廉,在舱段没有环状凸缘时,压板2a可以替换为任意一种安装有液压或者电动推杆的推块,其中液压或者电动推杆通过第一紧固件2b与板1固定连接,推块通过液压或者电动推杆的推力抵靠在舱段的侧面,即舱段的周壁被推块和筒3夹设在中间,舱段固定剂4用于消除舱段与筒3之间的间隙,筒3提供反方向上的支撑力。
[0054]
为了解决连接板1和筒3的技术问题,如图8和9所示,采用以下优选技术方案:
[0055]
筒3包括筒身3a,其是圆筒形状,筒身3a与板1接触的一端面设置有径向延伸的第一环状凸缘3a1,第一环状凸缘3a1朝向远离舱段的方向延伸,第一环状凸缘3a1上开设有与安装孔1a一一对应的通孔;以及第二紧固件3b,其用于穿过安装孔1a并且连接板1和筒3。
[0056]
具体的,筒身3a可以快速拆卸,使得工作人员可以根据加工的舱段尺寸、形状的不同更换不同的筒身3a。
[0057]
为了解决如何调整筒3温度,从而改变夹层中舱段固定剂4温度的技术问题,如图12所示,采用以下优选技术方案:
[0058]
变温装置5包括变温管路5a,变温管路5a是螺旋延伸的管路,变温管路5a设置在筒3远离舱段固定剂4的一侧,并且变温管路5a与筒3紧密贴合;以及第一三通阀5b,第一三通阀5b具有一个输入端和可选择地与输入端连通的两个输出端,变温管路5a的输入端与变温管路5a的一端连通;以及第一热交换器5c,第一热交换器5c的输入端与第一三通阀5b的一个输出端连通;以及第二热交换器5d,第二热交换器5d的输入端与第一三通阀5b的另一个输出端连通;以及第二三通阀5e,第二三通阀5e具有一个输出端和可选择地与输出端连通的两个输入端,第二三通阀5e的两个输入端分别与第一热交换器5c、第二热交换器5d的输出端连通;以及循环泵5f,第二三通阀5e的输出端通过循环泵5f与变温管路5a的另一端连通;以及流体介质,流体介质通过循环泵5f可选择地在变温管路5a和第一热交换器5c之间或者变温管路5a和第二热交换器5d之间循环流动。
[0059]
具体的,流体介质是具有一定温度的油或者水,第一三通阀5b和第二三通阀5e均是电磁阀,第一三通阀5b和第二三通阀5e用于切换通路,使得变温管路5a、第一热交换器
5c、循环泵5f连通,或者变温管路5a、第二热交换器5d、循环泵5f连通,循环泵5f用于驱动流体介质流动。
[0060]
第一热交换器5c用于将流体介质与热水水源之间进行热交换,使得流体介质可以通过热辐射使得筒3的温度上升至使得舱段固定剂4熔化的温度,热水水源通过热水器或者锅炉产生。
[0061]
第二热交换器5d用于将流体介质与冷水水源之间进行热交换,使得流体介质可以吸走筒3的热量使得筒3的温度下降至使得舱段固定剂4凝固的温度,聚乙二醇的凝固温度大约在40~60度,冷水水源直接使用常温自来水即可。
[0062]
筒身3a是高导热材料,筒3还包括保温层3c,变温管路5a夹设在筒身3a和保温层3c之间,使得变温管路5a基本上只与筒身3a产生热交换。
[0063]
为了解决如何在夹层和恒温容器6之间传输舱段固定剂4的技术问题,如图4、5、10、13所示,采用以下优选技术方案:
[0064]
流体传输装置7包括传输管路7a,传输管路7a的一端与夹层的底部连通,传输管路7a的另一端与恒温容器6的底部连通;以及高压气源7b,高压气源7b与恒温容器6的顶部连通;以及第一通止阀7c,恒温容器6通过第一通止阀7c与大气连通。
[0065]
具体的,高压气源7b是空气压缩机,高压气源7b用于自恒温容器6的顶部向恒温容器6内部输送高压气体。
[0066]
需要舱段固定剂4自恒温容器6流入夹层内部时,第一通止阀7c关闭,高压气源7b开启,在气压的作用下,储存在恒温容器6内部的舱段固定剂4通过传输管路7a反重力流动,然后自夹层的顶部逐渐向上流动,直至舱段固定剂4填充整个夹层。
[0067]
需要舱段固定剂4从夹层回流至恒温容器6内部时,高压气源7b关闭,第一通止阀7c开启,恒温容器6内部的高压气体溢出至大气中,在重力的作用下,夹层内部的舱段固定剂4自然地回流至恒温容器6内部。
[0068]
需要说明的是,传输管路7a的外侧包裹有保温层或者电加热层,使得传输管路7a内部的舱段固定剂4不会凝固。
[0069]
为了解决如何使得熔化的聚乙二醇快速地从夹层中回流至恒温容器6内部,以提高装夹下一个舱段的速度的技术问题,如图4、5、13所示,采用以下优选技术方案:
[0070]
流体传输装置7还包括第二通止阀7d,高压气源7b通过第二通止阀7d与恒温容器6的内部连通;以及充气密封圈7e,充气密封圈7e套设在筒3的顶端,充气密封圈7e充气时封住筒3与舱段之间的间隙;以及第一气嘴7f,第一气嘴7f连通高压气源7b与充气密封圈7e内部;以及第二气嘴7g,第二气嘴7g贯穿筒3延伸至夹层内部,第二气嘴7g紧靠充气密封圈7e的下方;以及第三通止阀7h,第三通止阀7h的一端与高压气源7b连通,第三通止阀7h的另一端与第二气嘴7g连通。
[0071]
具体的,流体传输装置7的工作步骤如下:
[0072]
s1,驱动舱段固定剂4自恒温容器6的内部流向夹层;
[0073]
s1a,第二通止阀7d开启,第一通止阀7c和第三通止阀7h关闭;
[0074]
s1b,高压气源7b开启,充气密封圈7e膨胀封住筒3与舱段之间的间隙,同时储存在恒温容器6内部的舱段固定剂4在气压的作用下沿着传输管路7a反重力流入至夹层内部,流入至夹层内部的舱段固定剂4越多,夹层内部的气压越大,最终舱段固定剂4流动至第二气
嘴7g的下方时,夹层内部的气压与高压气源7b的输出气压达成平衡,舱段固定剂4停止流动;
[0075]
s1c,观察到舱段固定剂4凝固后,关闭高压气源7b。
[0076]
s2,驱动舱段固定剂4自夹层流向恒温容器6内部;
[0077]
s2a,第二通止阀7d关闭,第一通止阀7c和第三通止阀7h开启;
[0078]
s2b,高压气源7b开启,充气密封圈7e膨胀封住筒3与舱段之间的间隙,恒温容器6内部的高压气体通过第一通止阀7c排放至大气中,夹层内部的舱段固定剂4通过传输管路7a回流至恒温容器6内部,同时第二气嘴7g向夹层的顶部释放高压气体,夹层内部的舱段固定剂4在气压的作用下加速流向恒温容器6,直至传输管路7a内部的舱段固定剂4被排空;
[0079]
s2c,观察到夹层内部的舱段固定剂4排空后,关闭高压气源7b。
[0080]
需要说明的是,在吊装舱段之后,使用夹具2夹紧舱段之前,还可以执行以下步骤:
[0081]
s3a,关闭第二通止阀7d和第三通止阀7h;
[0082]
s3b,开启高压气源7b,使得充气密封圈7e充气膨胀,通过充气密封圈7e推挤舱段的上端,以实现舱段与筒3之间轴线的对齐;
[0083]
s3c,使用夹具2以较小的夹持力夹紧舱段;
[0084]
s3d,关闭高压气源7b,然后执行步骤s1;
[0085]
s3e,使用夹具2以较大的夹持力夹紧舱段。
[0086]
为了解决如何提高舱段固定剂4在夹层与恒温容器6之间传输速度的技术问题,如图4、5、10所示,采用以下优选技术方案:
[0087]
传输管路7a包括主管路7a1,主管路7a1贯穿恒温容器6并且竖直设置在恒温容器6内部,主管路7a1的底端与恒温容器6的底壁之间无接触;以及汇流排7a2,汇流排7a2设置在主管路7a1的顶端并且与主管路7a1连通;以及支管路7a3,支管路7a3具有多个,支管路7a3环绕主管路7a1的轴线均布,支管路7a3的两端分别与夹层、汇流排7a2连通。
[0088]
具体的,舱段固定剂4在高压气体的作用下通过主管路7a1、汇流排7a2分流至多个支管路7a3中,然后自夹层底部的多个部位同步流入到夹层内部,从而大幅度地提高了舱段固定剂4在夹层与恒温容器6之间的传输速度。
[0089]
为了解决如何连接支管路7a3与夹层内部的技术问题,如图8、9所示,采用以下优选技术方案:
[0090]
安装孔1a是沉头孔,传输管路7a还包括管接头7a4,管接头7a4是圆管形状,管接头7a4的外周面设置有螺纹,管接头7a4的一端设置有径向朝外延伸的第二环状凸缘7a5,管接头7a4穿过安装孔1a,第二环状凸缘7a5嵌入在安装孔1a内部;以及螺母7a6,螺母7a6与管接头7a4螺纹连接,第二环状凸缘7a5和螺母7a6夹设在板1的两面,支管路7a3与管接头7a4螺纹连接。
[0091]
具体的,支管路7a3的端部安装有密封头7a7,支管路7a3通过密封头7a7与管接头7a4连接。
[0092]
为了解决舱段固定剂4可能通过板1与筒3或者舱段之间的间隙中溢出的技术问题,如图8、9所示,采用以下优选技术方案:
[0093]
板1与筒3连接的一面铺设有密封垫1b,密封垫1b上开设有用于避让安装孔1a的避让通孔1b1。
[0094]
具体的,密封垫1b是橡胶垫。
[0095]
本技术通过筒3在舱段的内部或者外部提供支撑力,以平衡夹具2作用在舱段上的夹紧力,避免舱段被过大的夹紧力夹持变形,造成舱段的损坏,同时本技术使用聚乙二醇熔融法在舱段和筒3之间构建临时、易形成、易去除的固体夹层,以消除舱段与筒3之间的间隙,使得本技术更加可靠。
[0096]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。