1.本发明涉及建筑材料作业技术领域,尤其涉及一种蒸养加气砌块的无托盘打包解决方法。
背景技术:
2.蒸养加气砌块(全称为蒸养加气混凝土砌块)是以水泥、石灰、矿渣、砂、粉煤灰、发气剂、气泡稳定剂和调节剂等物质为主要原料,经磨细、计量配料、搅拌浇注、发气膨胀、静停、切割、蒸压养护、成品加工等工序制造而成的多孔混凝土制品。主要适用于框架结构、现浇混凝土的外墙填充、内墙隔断,也可应用于抗震圈梁构造多层建筑的外墙或保温隔热复合墙体,还可用于建筑屋面的保温和隔热。
3.蒸养加气混凝土砌块的生产步骤主要包括制浆、浇注、静养养护、切割成型、高温蒸养、产品分离及打包,即蒸养加气混凝土砌块在进行产品分离后制造过程就完成,接下来就对加气混凝土砌块进行打包。目前对蒸养加气砌块的打包技术主要有两种:第一种方法是通过夹具把整垛砖夹送到成品堆场进行散装存放,然后通过人工把砖垛进行重新码放,码放出适合包装的砖垛形状,最后通过简易手动捆扎装置对砖垛进行捆扎,形成加气混凝土砌块包装砖垛;该包装工艺方法落后,包装生产与制砖生产线不匹配,工人劳动强度大,工作效率低;另一种方法是用夹具将砌块砖垛放在木托盘上,然后使用人工或者捆扎设备将砌块砖垛与托盘一起捆扎成包装砖垛,该包装方法不仅也存在着工人劳动强度大,工作效率低的问题;而且每个砌块砖垛需要一个比较大的木托盘,托盘虽然设想为能够回收后循环使用,但是在运输和使用过程中托盘容易损坏,且回收麻烦,回收率和完好率难以保证,因此使得砖垛的包装成本偏高。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种蒸养加气砌块的无托盘打包解决方法。
5.一种蒸养加气砌块的无托盘打包解决方法,包括以下步骤:
6.s1、准备带砖块的托盘:将空托盘通过第一链条输送机构输送至半自动放砖机构的作业处,通过半自动放砖机构将放入该机构的砖块推到空托盘中,得到带砖块的托盘,然后由第一链条输送机构继续向前输送至第一顶升移栽机构回转,再经第一顶升移栽机构移栽到第一链条输送线上;
7.s2、输送成品:将蒸养加气混凝土砌块成品通过叠板机叠板得到底部设有垫盘的垛形前叠层,然后由叉车将得到底部设有垫盘的垛形前叠层转运至度换向移栽夹抱机构的作业处;
8.s3、夹垛:通过度换向移栽夹抱机构夹取垛形前叠层并放在由第一链条输送线回转到第二链条输送机构上的带砖块的托盘上,然后由第二链条输送机构输送至侧位移动打包机构的作业处;
9.s4、打带:通过侧位移动打包机构进行第一次打带,完成后继续向前输送至水平打包机构的作业处停止,进行第二次打带,完成后形成打包垛形,之后由叉车将得到的打包垛形进行转运或装车;
10.s5、回收空托盘:剩下的空托盘由第二链条输送机构继续向前输送至第二链条输送线,然后经第二顶升移载机构移栽到第一链条输送机构上,再由第一链条输送机构继续向前输送至半自动放砖机构的作业处,依次重复循环上述过程。
11.进一步的,步骤s2中,在叉车将垛形前叠层转运到度换向移栽夹抱机构的作业处之前,通过人工对垛形前叠层进行查验,查验结果合格后,才可转运到度换向移栽夹抱机构的作业处。
12.进一步的,若查验结果为不合格,则将不合格品底部设有的垫盘通过叠板机抓取并放置在暂存平台上,待累计到一定数目后由叉车进行转运。
13.进一步的,若查验结果为不合格,则将不合格品通过第三链条输送机构向前输送,然后经叉车转运到不合格品放置处。
14.进一步的,步骤s1中,将蒸养加气混凝土砌块成品通过叠板机叠板得到垛形前叠层,所述垛形前叠层的层数为8~12层。
15.进一步的,步骤s1中,所述半自动放砖机构中放入的砖块是通过人工码入。
16.本发明的目的还在于提供一种蒸养加气砌块的无托盘打包解决系统,包括第一顶升移栽机构、第一链条输送线、半自动放砖机构、第一链条输送机构、第二顶升移栽机构、第二链条输送线、侧位移动打包机构、水平打包机构、第二链条输送机构、叠板机构;第三链条输送机构、度换向移栽夹抱机构,其中,
17.所述第一链条输送机构,用于输送空托盘至半自动放砖机构以及输送带砖块的托盘至第一顶升移栽机构,所述第一链条输送机构沿着其运行方向的端头与第一链条输送线的端头相连接,其运行方向与第一链条输送线的运行方向相互垂直;
18.所述第一链条输送线远离第一链条输送机构的端头与第二链条输送机构的端头相邻,且所述第二链条输送机构与第一链条输送机构成平行方向设置,其运行方向与所述第一链条输送机构的运行方向相反,用于输送度换向移栽夹抱机构夹垛后的物料以及剩下的空托盘;
19.所述第二链条输送机构远离第一链条输送线的端头与第二链条输送线的端头相邻,所述第二链条输送线的运行方向与第二链条输送机构的运行方向相互垂直,所述第二链条输送线远离第二链条输送机构的端头与第一链条输送机构的端头相邻,其运行方向与所述第一链条输送机构的运行方向相互垂直;
20.所述第一顶升移栽机构,设置于第一链条输送机构的靠近第一链条输送线侧的端头正下方,用于将第一链条输送机构输送的带砖块的托盘移栽到第一链条输送线;
21.所述第二顶升移栽机构,设置于第一链条输送机构远离第一链条输送线侧的端头正下方,用于将第二链条输送机构输送的空托盘移栽到第二链条输送线;
22.所述第三链条输送机构与第一链条输送机构相互垂直设置,用于将垛形前叠层输送至度换向移栽夹抱机构以及将不合格品向前输送;
23.所述度换向移栽夹抱机构,设置于第三链条输送机构的正上方,且与第二链条输送机构相邻,用于夹垛;
24.所述叠板机构,设置于第三链条输送机构的外侧,且与侧位移动打包机构相邻,用于叠层;
25.所述侧位移动打包机构,设置于第二链条输送机构的中部靠近度换向移栽夹抱机构的外侧,用于将度换向移栽夹抱机构夹垛后的物料进行第一次打带;
26.所述水平打包机构,设置于第二链条输送机构第二链条输送机构的中部,且位于侧位移动打包机构的右侧。
27.所述半自动放砖机构,设置于第一链条输送机构的中部靠近第一顶升移栽机构的外侧,其运行方向与第一链条输送机构的运行方向相互垂直。
28.有益效果:
29.本发明方法可实现蒸养加气砌块跺的自动打包过程,大大提高了生产效率,降低了工人的劳动强度,大幅度降低了蒸养加气砌块的打包成本,且得到的打包成垛砌块便于存放和运输,同时实现了对使用的托盘的回收循环再使用,并且还能够保证托盘的回收率和完好率。本发明整体打包解决系统组成简单,易于操作,适于推广。
附图说明
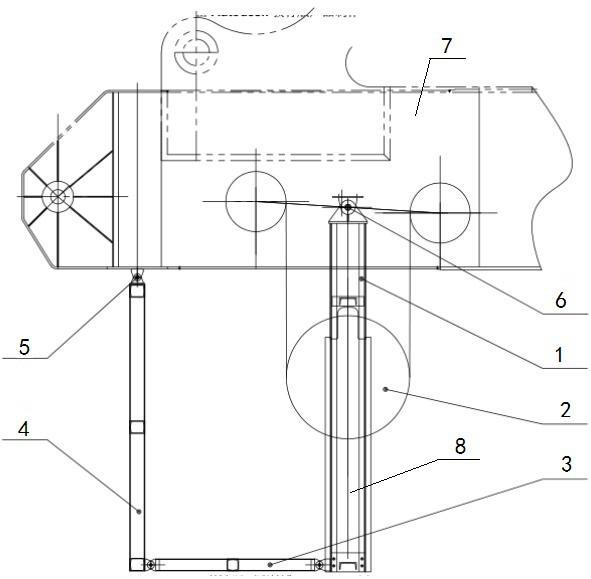
30.图1为本发明的打包解决系统图;
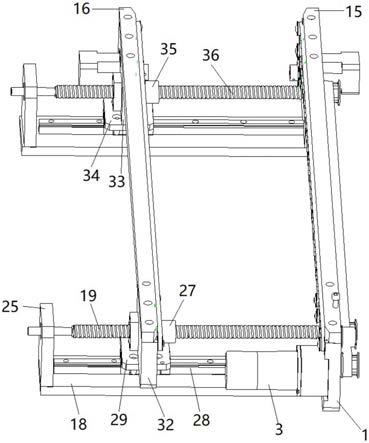
31.图2为本发明经二次打带后的打包效果图。
32.附图说明:
33.1、垛形前叠层;2、第一顶升移栽机构;3、第一链条输送线;4、半自动放砖机构;5、空托盘;6、第一链条输送机构;7、第二顶升移栽机构;8、第二链条输送线;9、侧位移动打包机构;10、水平打包机构;11、第二链条输送机构;12、叠板平台;13、叠板机构;14、第三链条输送机构;15、90度换向移栽夹抱机构;16、不合格品。
具体实施方式
34.下面结合附图和具体实施例对本发明作进一步解说。
35.参照图1,一种蒸养加气砌块的无托盘打包解决系统,包括第一顶升移栽机构2、第一链条输送线3、半自动放砖机构4、第一链条输送机构6、第二顶升移栽机构7、第二链条输送线8、侧位移动打包机构9、水平打包机构10、第二链条输送机构11、叠板机构13、第三链条输送机构14、90度换向移栽夹抱机构15,其中,
36.所述第一链条输送机构6,用于输送空托盘5至半自动放砖机构4以及输送带砖块的托盘至第一顶升移栽机构2,所述第一链条输送机构6沿着其运行方向的端头与第一链条输送线3的端头相连接,其运行方向与第一链条输送线3的运行方向相互垂直;
37.所述第一链条输送线3远离第一链条输送机构6的端头与第二链条输送机构11的端头相邻,且所述第二链条输送机构11与第一链条输送机构6成平行方向设置,其运行方向与所述第一链条输送机构6的运行方向相反,用于输送90度换向移栽夹抱机构15夹垛后的物料以及剩下的空托盘5;
38.所述第二链条输送机构11远离第一链条输送线3的端头与第二链条输送线8的端头相邻,所述第二链条输送线8的运行方向与第二链条输送机构11的运行方向相互垂直,所述第二链条输送线8远离第二链条输送机构11的端头与第一链条输送机构6的端头相邻,其
运行方向与所述第一链条输送机构6的运行方向相互垂直;
39.所述第一顶升移栽机构2,设置于第一链条输送机构6的靠近第一链条输送线3侧的端头正下方,用于将第一链条输送机构6输送的带砖块的托盘移栽到第一链条输送线3;
40.所述第二顶升移栽机构7,设置于第一链条输送机构6远离第一链条输送线3侧的端头正下方,用于将第二链条输送机构11输送的空托盘5移栽到第二链条输送线8;
41.所述第三链条输送机构14与第一链条输送机构6相互垂直设置,用于将垛形前叠层输送至90度换向移栽夹抱机构15以及将不合格品向前输送;
42.所述90度换向移栽夹抱机构15,设置于第三链条输送机构14的正上方,且与第二链条输送机构11相邻,用于夹垛;
43.所述叠板机构13,设置于第三链条输送机构14的外侧,且与侧位移动打包机构9相邻,用于叠层;
44.所述侧位移动打包机构9,设置于第二链条输送机构11的中部靠近90度换向移栽夹抱机构15的外侧,用于将90度换向移栽夹抱机构15夹垛后的物料进行第一次打带;
45.所述水平打包机构10,设置于第二链条输送机构11第二链条输送机构11的中部,且位于侧位移动打包机构9的右侧。
46.所述半自动放砖机构4,设置于第一链条输送机构6的中部靠近第一顶升移栽机构2的外侧,其运行方向与第一链条输送机构6的运行方向相互垂直。
47.参照图2,采用上述系统进行蒸养加气砌块的无托盘打包解决方法,包括以下步骤:
48.s1、准备带砖块的托盘:将空托盘5通过第一链条输送机构6输送至半自动放砖机构4的作业处,通过半自动放砖机构4将人工码入半自动放砖机构4中的砖块推到空托盘5中,得到带砖块的托盘,然后由第一链条输送机构6继续向前输送至第一顶升移栽机构2回转,再经第一顶升移栽机构2移栽到第一链条输送线3上;
49.s2、输送成品:将蒸养加气混凝土砌块成品通过叠板机13叠板得到底部设有垫盘的垛形前叠层1,然后由叉车将得到底部设有垫盘的垛形前叠层1转运至90度换向移栽夹抱机构15的作业处;
50.s3、夹垛:通过90度换向移栽夹抱机构15夹取垛形前叠层1并放在由第一链条输送线3回转到第二链条输送机构11上的带砖块的托盘上,然后由第二链条输送机构11输送至侧位移动打包机构15的作业处;
51.s4、打带:通过侧位移动打包机构15进行第一次打带,完成后继续向前输送至水平打包机构10的作业处停止,进行第二次打带,完成后形成打包垛形,之后由叉车将得到的打包垛形进行转运或装车;
52.s5、回收空托盘:剩下的空托盘由第二链条输送机构11继续向前输送至第二链条输送线8,然后经第二顶升移载机构7移栽到第一链条输送机构6上,再由第一链条输送机构6继续向前输送至半自动放砖机构4的作业处,依次重复循环上述过程。
53.本实施例中,步骤s2中,在叉车将垛形前叠层1转运到90度换向移栽夹抱机构15的作业处之前,通过人工对垛形前叠层1进行查验,查验结果合格后,才可转运到90度换向移栽夹抱机构15的作业处;若查验结果为不合格,则将不合格品底部设有的垫盘通过叠板机13抓取并放置在暂存平台16上,待累计到一定数目后由叉车进行转运;若查验结果为不合
格,则将不合格品通过第三链条输送机构14向前输送,然后经叉车转运到不合格品放置处;步骤s1中,将蒸养加气混凝土砌块成品通过叠板机13叠板得到垛形前叠层1,所述垛形前叠层1的层数为8~12层。
54.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。