1.本发明涉及材料领域,具体涉及一种硫化粘接橡胶输送带的高强度半成品接头胶料。
背景技术:
2.橡胶输送带是胶带输送机的主要外协件,主要用于各矿山、冶金、钢铁、煤炭、水电、建材、化工、粮食等企业的固体物料输送。橡胶输送带是拽引和承载物料主构件,所有的输送带必须接成环形才能使用,所以输送带接头的好坏直接影响输送带的使用寿命和输送线能否平稳顺畅地运行,要确保胶带正常运行和节约橡胶就必须合理解决连接问题。橡胶运输带的连接方法可分为机械连接、硫化粘接和环氧树脂粘接等几种。
3.机械连接有多种形式,常见有钩卡连接,合页连接,板卡连接和搭头铆接几种。机械连接法的优点在于连接工具简单、操作简便、接头快等,缺点在于接头强度只有胶带的40~50%、使用期短、接头处漏砂、接头不正易跑偏、卡子翘起时会撕破胶带等,因此主要适用于临时拆装的皮带。机械连接的这几种连接方法各有其优点,但无论哪一种都不如硫化粘接法,除非是需要经常拆的运输机,否则应当竭力避免机械连接法。
4.硫化粘接法是将胶带接头部位的布层和胶层按一定形式和角度剖切成对称差级,施以半成品接头胶料或涂以胶浆,然后在一定压力、温度条件下加热一定时间,经硫化反应,使生胶变成硫化橡胶,使接头部位获得最佳的粘着强度。硫化粘接法的优点是强度大、耐久性好、可节约胶带,接头与托辊、滚筒面无磨损,运行时平稳,无震动噪音,能够改轴承运行条件,漏砂及撕胶带情况大大减少等,缺点在于接头需要的工具多、工艺较复杂、接头时间长,不能用来修补漏洞等。
5.环氧树脂粘接法是指以环氧树脂作为胶粘剂将胶带连接。环氧树脂是一种高强度、粘结力大、收缩性小、化学稳定性好的粘结材料。环氧树脂粘接法具有硫化粘接的优点,但工具较硫化胶接轻便、工艺更为简单,同时还可以修补漏穴。但是,环氧树脂粘接法的接头挠曲性能不及硫化粘接好,抗拉强度也较硫化粘接法低,而且胶带表面缝难处理,材料毒性也更大。
6.虽然硫化粘接法是更为常用的橡胶输送带接头方法,但是,在实际应用中仍存在接头机械性能不足、耐久性和黏合性不够等缺陷。因此,寻找更多的半成品接头胶料应用于硫化粘接橡胶输送带具有迫切需求。
技术实现要素:
7.本发明的目的在于针对现有技术存在的问题,提供一种硫化粘接橡胶输送带的高强度半成品接头胶料,其具有包括强度、断裂伸长率等在内的机械性能佳、耐久性和黏合性好等益处。
8.本发明所述的硫化粘接橡胶输送带的接头胶料包括芯胶,所述芯胶由以下组分的原料混炼制备得到:天然胶和/或烟片胶8~16份、丁苯胶12~30份、氧化锌2~3份、硬脂酸
0.4~1份、防老剂0.6~1.6份、硫化促进剂zdmc 0.05~0.16份、硫化促进剂nobs 0.18~0.28份、硫磺0.85~1.04份、炭黑10~20、白炭黑3~8份、芳氢油1~5份、粘合剂0.25~0.6份、环烷酸钴1.2~2.0份、双(环戊二烯)钴0.6~1.2份。
9.在本发明的一个实施方案中,芯胶中天然胶和/或烟片胶优选为8~14份,进一步优选为10~12份。
10.优选的,天然胶与烟片胶可以以任意比例混合使用,诸如1:0~0:1,例如1:0,1:1或者0:1:。在本发明所述的芯胶中,天然胶与烟片胶以不同比例使用,芯胶性能变化较小。
11.在本发明的一个实施方案中,芯胶中丁苯胶优选为16~24份,更优选为18~20份。
12.本发明中,由于天然胶或烟片胶与丁苯胶以特定比较混合使用,提升了芯胶的强度。在只使用丁苯胶的情况下,芯胶存在机械性能不足的问题。
13.在本发明的一个实施方案中,芯胶中氧化锌优选为2.2~2.8份,更优选为2.4~2.6份。
14.在本发明的一个实施方案中,芯胶中硬脂酸优选为0.6~0.8份。
15.在本发明的一个实施方案中,芯胶中防老剂选自防老剂rd、防老剂sp、防老剂ble、防老剂4020、防老剂mb中的一种或更多种。优选的,所述防老剂选自防老剂rd、防老剂sp、防老剂ble中的一种或更多种,更优选的,所述防老剂选自防老剂rd、防老剂sp、防老剂ble的混合物;其中,防老剂rd为0.2~0.5份优选0.3~0.4份、防老剂sp为0.1~0.4份优选0.2~0.3份、防老剂ble为0.3~0.7份优选0.4~0.5份。
16.在本发明的一个实施方案中,芯胶中硫化促进剂zdmc优选为0.09~0.14份,更优选0.09、0.10、0.11、0.12、0.13或0.14份。芯胶中硫化促进剂nobs优选为0.20~0.26份,更优选0.20、0.21、0.22、0.23、0.24、0.25或0.26份。
17.优选的,所述硫化促进剂zdmc与所述硫化促进剂nobs的比为1:1.5~2.5,更优选1:1.7~2.2,更优选1:2。硫化促进剂zdmc与硫化促进剂nobs的搭配使用起到了协同增效的作用,对于本发明所述芯胶的机械性能和耐久性改善起到了关键作用。
18.在本发明的一个实施方案中,芯胶中硫磺优选为0.80~1.00份,更优选0.93~0.98份。优选的,所述硫磺为不溶性硫磺。
19.在本发明的一个实施方案中,芯胶中炭黑优选为15~20份;所述白炭黑优选为4~6份,更优选5~6份。
20.在本发明的一个实施方案中,芯胶中芳氢油优选为3~4份。
21.在本发明的一个实施方案中,芯胶中粘合剂选自粘合剂a,优选为0.35~0.45份。
22.在本发明的一个实施方案中,芯胶中环烷酸钴优选为1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9或2.0份;优选的,所述环烷酸钴为1.8~2.0份。
23.在本发明的一个实施方案中,芯胶中双(环戊二烯)钴优选为0.6、0.7、0.8、0.9、1.0、1.1或1.2份;优选的,所述环烷酸钴为0.8~0.9份。
24.优选的,所述环烷酸钴与双(环戊二烯)钴的比为1:1.5~3,更优选1:2~2.5。环烷酸钴与双(环戊二烯)钴的搭配使用起到了协同增效的作用,对于本发明所述芯胶黏合性起到了关键作用,并且在一定程度上也改善了耐久性。
25.在本发明的一个实施方案中,所述硫化粘接橡胶输送带的接头胶料还包括覆盖胶,所述覆盖胶由以下组分的原料混炼制备得到:天然胶11~20份、丁苯胶11~20份、硫磺
0.3~0.8份、硫化促进剂zdmc0.05~0.15份、硫化促进剂nobs 0.18~0.26份、氧化锌1~2份、硬脂酸0.32~0.90份、石蜡0.25~0.31份、芳氢油2~4份、耐磨炭黑6~24份、防老剂0.1~1份、固体古马隆1.5~4份、偶联剂0.4~1.3份。
26.在本发明的一个实施方案中,覆盖胶中天然胶优选为13~16份,更优选为14~16份。
27.在本发明的一个实施方案中,覆盖胶中丁苯胶优选为13~16份,更优选为14~16份。
28.优选的,本发明中,所述天然胶与丁苯胶的比为2:1~1:2,更优选为1:1、1:1.5。
29.在本发明的一个实施方案中,覆盖胶中硫磺优选为0.4~0.7份,更优选0.5~0.6份。
30.在本发明的一个实施方案中,覆盖胶中硫化促进剂zdmc优选为0.09~0.13份,更优选0.09、0.10、0.11、0.12或0.13份。覆盖胶中硫化促进剂nobs优选为0.20~0.25份,更优选0.20、0.21、0.22、0.23、0.24或0.25份。
31.优选的,所述硫化促进剂zdmc与所述硫化促进剂nobs的比为1:1.5~2.5,更优选1:1.8~2.2,更优选1:2。硫化促进剂zdmc与硫化促进剂nobs的搭配使用起到了协同增效的作用,对于本发明所述胶料的机械性能和耐久性改善起到了关键作用。
32.在本发明的一个实施方案中,覆盖胶中氧化锌优选为1.4~1.6。
33.在本发明的一个实施方案中,覆盖胶中硬脂酸优选为0.6~0.8。
34.在本发明的一个实施方案中,覆盖胶中石蜡优选为0.27~0.295。
35.在本发明的一个实施方案中,覆盖胶中芳氢油优选为2~3份。
36.在本发明的一个实施方案中,覆盖胶中耐磨炭黑优选为12~18份,更优选为14~16份。优选的,取决于生胶即天然胶与丁苯胶的总量,耐磨炭黑的量可以为生胶量的30~60%,优选40~55%,更优选50~55%。
37.在本发明的一个实施方案中,所述耐磨炭黑选自中超耐磨炭黑和高耐磨炭黑的混合物,其中,中超耐磨炭黑和高耐磨炭黑的比可以为0.5~3:1,优选1~2:1,更优选1.5~1.8:1。
38.在本发明的一个实施方案中,覆盖胶中防老剂优选为0.2~0.9份,更优选0.45~0.62份。所述防老剂选自防老剂d、防老剂rd中的一种或更多种。优选的,所述防老剂选自防老剂d。
39.在本发明的一个实施方案中,覆盖胶中固体古马隆优选为2~3份。
40.在本发明的一个实施方案中,覆盖胶中偶联剂优选为0.6~1.0份,更优选为0.7~0.9份。优选的,所述偶联剂包括钛酸酯偶联剂、硅烷偶联剂中的至少一种。更优选的,所述偶联剂选自硅烷偶联剂kh550、硅烷偶联剂si
‑
69中的至少一种。
41.本发明的另一个目的在于提供本发明所述芯胶和覆盖胶的制备方法,包括:将除硫磺和硫化促进剂外的其他物料在密炼机中混炼,然后转至开炼机中,再添加硫磺和硫化促进剂进行混炼,分别制得芯胶和覆盖胶。
42.优选的,在芯胶制备中,密炼机中排胶温度为120~130℃。
43.优选的,在覆盖胶制备中,密炼机中排胶温度为130~140℃。
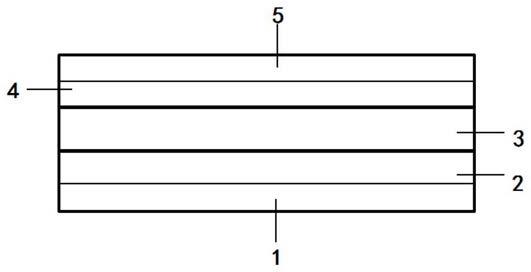
44.本发明的另一个目的在于提供一种本发明所述半成品接头胶料在橡胶输送带中
硫化粘接以制作接头的应用,所述应用包括将本发明所述芯胶作为上芯胶和下芯胶,将本发明所述覆盖胶作为上覆盖胶和下覆盖胶,将其与接头处橡胶输送带骨架层共同制作成接头。
45.优选的,所述应用包括将所述上覆盖胶与上芯胶、所述下覆盖胶与下芯胶在成型台上贴合成型,然后将上覆盖胶与上芯胶、接头处橡胶输送带骨架层、下覆盖胶与下芯胶三者冷压成型,得到接头带坯;再将接头带坯硫化。
46.本发明的另一个目的在于提供一种硫化粘接橡胶输送带的方法,包括:将所述上覆盖胶与上芯胶、所述下覆盖胶与下芯胶在成型台上贴合成型,然后将上覆盖胶与上芯胶、接头处橡胶输送带骨架层、下覆盖胶与下芯胶三者冷压成型,得到接头带坯;再将接头带坯硫化。
47.优选的,所述橡胶输送带骨架层包括钢丝绳、钢丝网、纱布层、纤维网等,但不限于此。
48.本发明中,在没有其他说明的情况下,所述“份”均指重量份,所述的比例均指重量比例。
49.有益效果:
50.本发明提供了一种硫化粘接橡胶输送带的高强度半成品接头胶料,其包括芯胶和覆盖胶。通过对芯胶以及覆盖胶的成分进行适当的组合,使得本发明的芯胶和覆盖胶具有极佳的机械性能和耐久性,并且芯胶与覆盖胶具有很好的黏合性。当应用于橡胶输送带中时,所述半成品接头胶料通过简单硫化即可生成具有所需特性的接头,从而将橡胶输送带牢牢粘接。因此,本发明的半成品接头胶料适合于工业化应用。
具体实施方式
51.以下将对发明的优选实例进行详细描述。所举实例是为了更好地对发明内容进行,并不是发明内容仅限于实例。根据发明内容对实施方案的非本质的改进和调整,仍属于发明范畴。
52.实施例:
53.一、芯胶混炼工艺:
54.(一)配料前准备
55.将块状及粗粒状配合剂粉碎磨细,干燥除去或减少配合剂中的水分及挥发性杂质,干燥温度比其熔点温度低25~40℃,以免熔融成块。
56.(二)按配方称量
57.(三)混炼
58.(1)在转速30转/分的75l密炼机中,启动气泵,升上顶栓,先加入生胶(天然胶/烟片胶、丁苯胶)搅拌10秒,然后加入小药(氧化锌、硬脂酸、防老剂、钴盐)搅拌10秒,再加入炭黑和白炭黑,落顶栓1分~1.5分钟,升顶栓,加入芳氢油和粘合剂a,到规定排胶温度(130℃)排胶;
59.(2)排胶后转开炼机,将辊距调至6mm,使胶料从辊缝落盘冷却3~4遍,降温90℃以下,分2次加硫化促进剂和硫磺,吃尽后打卷2~3个,打包4个,下片沾隔离剂挂架冷却干燥上垛。
60.各实施例和对比例配方如表1所示:
61.表1:芯胶实施例和对比例配方
[0062][0063]
二、覆盖胶混炼工艺:
[0064]
(一)配料前准备
[0065]
将块状及粗粒状配合剂粉碎磨细,干燥除去或减少配合剂中的水分及挥发性杂质,干燥温度比其熔点温度低25~40℃,以免熔融成块。
[0066]
(二)按配方称量
[0067]
(三)混炼
[0068]
(1)在转速30转/分的75l密炼机中,启动气泵,升上顶栓,先加入生胶(天然胶、丁苯胶)搅拌10秒,然后加入小药(氧化锌、硬脂酸、防老剂、固体古马隆、偶联剂)搅拌10秒,再加入耐磨炭黑,落顶栓1分~1.5分钟,升顶栓,加入芳氢油、石蜡,到规定排胶温度(140℃)排胶;
[0069]
(2)排胶后转开炼机,将辊距调至8mm,使胶料从辊缝落盘冷却3~4遍,降温100℃以下,分2次加硫化促进剂(硫化促进剂zdmc、硫化促进剂nobs)和硫磺,吃尽后打卷2~3个,打包4个,下片沾隔离剂挂架冷却干燥上垛。
[0070]
各实施例和对比例配方如表2所示:
[0071]
表2:覆盖胶实施例和对比例配方
[0072]
原材料(kg)实施例5实施例6实施例7对比例6对比例7国标2#天然胶14.2814.2811.4214.2814.28
丁苯胶150014.2814.2817.1414.2814.28不溶性硫磺0.60.60.60.60.6硫化促进剂zdmc0.120.100.120.36 促进剂nobs0.240.200.22
‑
0.36氧化锌1.431.431.431.431.43硬脂酸0.710.710.710.710.71石蜡(半精)0.2850.2850.2850.2850.285芳氢油2.572.572.572.572.57中超耐磨炭黑n2208.578.578.578.578.57高耐磨炭黑n3305.715.715.715.715.71防老剂d0.570.570.570.570.57固体古马隆2.572.572.572.572.57硅烷偶联剂kh5500.810.810.810.810.81
[0073]
三、接头的制备:将上覆盖胶与上芯胶、下覆盖胶与下芯胶在成型台上贴合成型,然后将上覆盖胶与上芯胶、接头处橡胶输送带骨架层、下覆盖胶与下芯胶三者冷压成型,得到接头带坯;然后将接头带坯置于平板硫化机上硫化,硫化温度为150℃,硫化压力为15mpa,冷却后得到接头。
[0074]
各实施例和对比例配方如表3所示:
[0075]
表3:接头实施例和对比例配方
[0076]
原材料应用例1应用例2应用例3对比应用例1对比应用例2对比应用例3对比应用例4上覆盖胶实施例5实施例6实施例7实施例5实施例5实施例6实施例7上芯胶实施例1实施例2实施例4对比例3对比例4对比例3对比例4下芯胶实施例1实施例2实施例4对比例3对比例4对比例3对比例4下覆盖胶实施例5实施例6实施例7实施例5实施例5实施例6实施例7
[0077]
四、性能测试
[0078]
拉伸强度:根据gb/t 528
‑
2009对芯胶、覆盖胶的拉伸强度进行测试。
[0079]
断裂伸长率:根据gb/t 528
‑
2009对芯胶、覆盖胶的断裂伸长率进行测试。
[0080]
热空气老化试验:根据gb/t 3512
‑
2014对芯胶、覆盖胶的热空气老化试验进行测试。
[0081]
磨耗量:根据gb/t 1689
‑
2014对覆盖层的磨耗量进行测试。
[0082]
黏合强度:根据gb/t 6759
‑
2013对芯胶层与覆盖层的粘合强度进行测试。
[0083]
测试结果如表4和表5所示,各结果均以平均值表示。
[0084]
表4:机械性能测试结果
[0085]
[0086][0087]
表5:黏合强度测试结果
[0088] 黏合强度/n/mm2应用例121.3应用例220.6应用例319.7对比应用例112.6对比应用例214.5对比应用例311.8对比应用例413.0
[0089]
如测试结果所示出的,本发明的半成品接头胶料中,芯胶及覆盖胶都具有极佳的机械性能和耐久性,并且芯胶与覆盖胶具有很好的黏合性。特别是,硫化促进剂zdmc和促进剂nobs共同作用,显著提高了芯胶及覆盖胶的机械性能和耐久性;环烷酸钴和双(环戊二烯)钴共同作用,显著改善了芯胶及覆盖胶间的黏合强度,并在一定程度上改善了芯胶的耐久性。
[0090]
最后说明的是,以上优选实施例仅用于说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。