1.本发明涉及船舶平角焊领域,特别涉及一种应用于船舶平角焊的自动化焊接工艺。
背景技术:
2.在船舶建造过程中,存在很多的结构,结构与结构之间组成大量的角焊缝,有平、立、仰等位置,目前,平角焊缝普遍采用的焊接方式为手工co2焊或者自动角焊小车进行焊接,前者完全依靠工人手工进行焊接,焊接效率较低,而且,焊缝的焊接质量受工人技能水平和责任心的影响会有较大的波动;
3.角焊小车进行焊接的焊接速度较快,焊接质量相对较好,但是,平角焊缝两端各有200mm左右为角焊小车的焊接盲区,这部分盲区需要采用手工co2焊的方式完成焊接,仍需要人工进行跟踪焊接,焊接质量受限于焊工操作焊接小车的技能水平。且焊接质量受限于焊工角焊小车的操作熟练程度;而且,采用自动角焊小车的焊接时间过程较长时,容易导致设备损坏,焊接过程需要搬运焊接小车,增加焊接过程中的工作量。
4.因此,现在需要一种焊接效率高、焊接质量较稳定的焊接工艺。
技术实现要素:
5.基于此,有必要提供一种应用于船舶平角焊的自动化焊接工艺。
6.为解决上述技术问题,本发明提供一种应用于船舶平角焊的自动化焊接工艺,包括以下步骤:
7.s1、焊前准备,装配待焊接的工件,进行检查使得装配好的工件满足焊接要求;
8.s2、工件装配好后,对满足焊接要求的工件进行扫描,从而确定工件所在的位置、形状和尺寸;
9.s3、完成对工件的扫描后,机器人通过点激光对第一工件和第二工件之间的焊缝进行定位后,机器人上的焊枪进行焊接起弧定位;
10.s4、焊枪进行焊接起弧定位后,机器人通过线激光持续跟踪焊接位置,从而定位完成后续焊接。
11.优选地,步骤s2中,工件的上方设置有多个三维扫描器,使用三维扫描器对待焊接的工件进行扫描。
12.优选地,步骤s3中,利用焊枪机器人上的激光器进行点激光定位,从而定位工件两侧的焊缝,寻找焊接起始点,从而进行焊接起弧定位。
13.优选地,步骤s1中,工件包括第一工件和第二工件,第二工件装配在第一工件上,第一工件和第二工件相垂直。
14.优选地,步骤s4中,焊枪使用的焊接电流为220
‑
280a、焊接电压为23
‑
30v,焊枪的焊接速度为28
‑
38cm/min,焊接保护气体流量的流速为15
‑
25l/min。
15.优选地,步骤s4中,焊枪包括第一焊枪和第二焊枪,第一焊枪和第二焊枪分别位于
焊缝的左右两侧,第一焊枪和第二焊枪分别从焊缝的第一端的端点处起弧朝向焊缝的第二端方向移动焊接,并在距离焊缝的第二端的端点为第一长度的位置停止焊接,从而完成焊缝的焊接,然后,第一焊枪和第二焊枪分别从焊缝的第二端处朝向焊缝的第一端方向移动焊接,并在距离焊缝的第二端为第一长度的位置停止焊接,从而完成平角焊的包角焊接。
16.优选地,第一焊枪从焊缝的第一端的端点处先行往第二端方向移动焊接,待第一焊枪完成距离为第二长度的焊接长度后,第二焊枪从焊缝的第一端开始进行焊接工作,使得第一焊枪和第二焊枪焊接时相互间隔长度为第二长度的距离。
17.优选地,保护气体为二氧化碳气体,保护气体中二氧化碳气体的含量百分比大于99.5%。
18.优选地,第一工件和第二工件之间的装配间隙不大于2mm,第一工件和第二工件之间焊缝的深度不大于5mm。
19.优选地,步骤s4中,焊接使用的焊丝为药芯焊丝。
20.本发明的有益效果:本发明通过机器人自动追踪焊接,对于连贯性要求较高,长度较长的平角焊缝,特别是,实现了平角焊缝采用焊接机器人智能化焊接,替代了人工焊接,避免了采用人工焊接效率低,焊接质量依靠操作者责任心及技能的问题,有效的提高效率,提高焊接质量。
附图说明
21.通过附图中所示的本发明优选实施例更具体说明,本发明上述及其它目的、特征和优势将变得更加清晰。在全部附图中相同的附图标记指示相同的部分,且并未刻意按实际尺寸等比例缩放绘制附图,重点在于示出本的主旨。
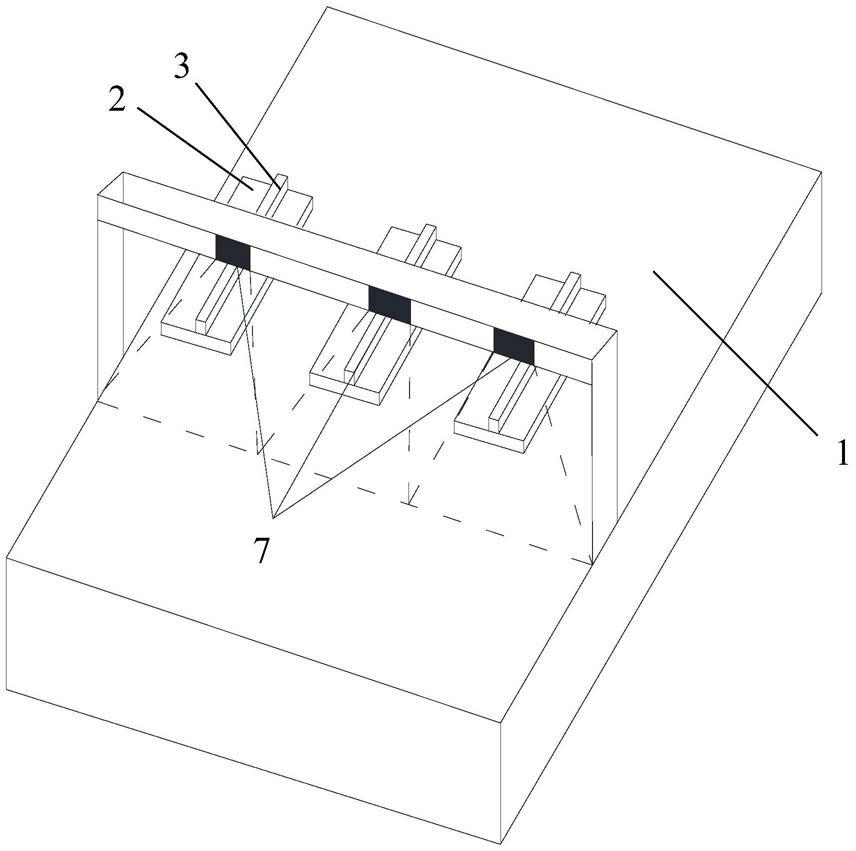
22.图1为本发明优选实施例的工件在底板上的装配示意图;
23.图2为本发明优选实施例的第一工件与第二工件的装配示意图;
24.图3为本发明优选实施例进行点激光定位的示意图;
25.图4为本发明优选实施例进行线激光持续跟踪焊接位置的示意图;
26.图5为本发明优选实施例焊接时第一焊枪和第二焊枪的位置示意图;
27.图6为本发明优选实施例的第一焊枪和第二焊枪在第二位置停止时的示意图;
28.图7为本发明优选实施例的第一焊枪和第二焊枪完成焊缝端点的包角焊后从第二端点往第一端点方向移动焊接的示意图;
29.图8为本发明优选实施例的第一焊枪和第二焊枪的焊接路径示意图;
30.图中:底板1;第一工件2;第二工件3;第一焊枪4;第二焊枪5;焊缝6;三维扫描器7;激光器101;点激光102;线激光103;焊丝8;第一起停点9;第二起停点10;第三起停点11;第四起停点12;第五起停点13;第六起停点14;第七起停点15;第八起停点16;第九起停点17。
具体实施方式
31.为了便于理解本发明,下面将参照相关附图对本进行更全面的描述。
32.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件并与之结合为一体,或者可能同时存在居中元件。本文所使用的术语“安装”、“一端”、“另一端”以及类似的表述只是为了说明的目的。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术领域的技术人员通常理解的含义相同。本文中说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.参考图1
‑
8,本发明提供一种应用于船舶平角焊的自动化焊接工艺,包括以下步骤:
35.s1、焊前准备,装配待焊接的工件,进行检查使得装配好的工件满足焊接要求;
36.s2、工件装配好后,对满足焊接要求的工件进行扫描,从而确定工件所在的位置、形状和尺寸;
37.s3、完成对工件的扫描后,机器人通过点激光对第一工件2和第二工件3之间的焊缝6进行定位后,机器人上的焊枪进行焊接起弧定位;
38.s4、焊枪进行焊接起弧定位后,机器人通过线激光持续跟踪焊接位置,从而定位完成后续焊接。利用机器人自动焊接完全替代了人工焊接,有效的提高了焊接效率,特别是提高了包角焊接焊缝质量,焊接效率相比于人工提高近30%,大大节省生产成本。
39.参考图1,在优选实施例中,步骤s2中,工件的上方设置有多个三维扫描器7,使用三维扫描器7对待焊接的工件进行扫描。
40.参考图3,在优选实施例中,步骤s3中,利用焊枪机器人上的激光器进行点激光定位,从而定位工件两侧的焊缝6,寻找焊接起始点,从而进行焊接起弧定位。
41.参考图2,在优选实施例中,步骤s1中,工件包括第一工件2和第二工件3,第二工件3装配在第一工件2上,第一工件2和第二工件3相垂直。
42.参考图3至图7,在优选实施例中,步骤s4中,焊枪使用的焊接电流为220
‑
280a、焊接电压为23
‑
30v,焊枪的焊接速度为28
‑
38cm/min,焊接保护气体流量的流速为15
‑
25l/min。
43.参考图3至图7,在优选实施例中,步骤s4中,焊枪包括第一焊枪4和第二焊枪5,第一焊枪4和第二焊枪5分别位于焊缝6的左右两侧,第一焊枪4和第二焊枪5分别从焊缝6的第一端的端点处起弧朝向焊缝6的第二端方向移动焊接,并在距离焊缝6的第二端的端点为第一长度的位置停止焊接,从而完成焊缝的焊接,然后,第一焊枪4和第二焊枪5分别从焊缝6的第二端处朝向焊缝6的第一端方向移动焊接,并在距离焊缝6的第二端为第一长度的位置停止焊接,从而完成平角焊的包角焊接。第一长度的范围不大于200mm。
44.参考图3至图7,在优选实施例中,第一焊枪4从焊缝的第一端的端点处先行往第二端方向移动焊接,待第一焊枪4完成距离为第二长度的焊接长度后,第二焊,5从焊缝的第一端开始进行焊接工作,使得第一焊枪4和第二焊枪5焊接时相互间隔长度为第二长度的距离。第二长度的范围不大于50mm。
45.具体的,焊缝6上距离焊缝6的第一端的端点的距离为第一长度的位置为第一位置,焊缝6上距离焊缝6的第二端的端点的距离为第二长度的位置为第二位置,焊缝6左侧的第四起停点12和焊缝右侧的第八起停点16与第一位置相对应,焊缝左侧的第三起停点11与第二位置相对应。第一焊枪从第一端往第二端方向移动焊接,并在到达第一位置时,第二焊枪开始起弧焊接,第一焊枪和第二焊枪都在焊接到第二位置时停止焊接,第一阶段的焊接完成。
46.参考图8,第一焊枪4完整的焊接路径为:9
→
10
→
11
→
12;13
→
14
→
12;第二焊枪5完整的焊接路径为:9
→
15
→
16;13
→
17
→
16;其中,第一起停点9和第五起停点13分别位于焊缝第一端和第二端的中点位置,第二起停点10、第七起停点15和第六起停点14、第九起停点17分别位于焊缝第一端和第二端的转角处,第二起停点10和第三起停点11之间的长度为第二长度,第四起停点12与第六起停点14之间的长度、第八起停点16与第九起停点17之间的长度为第一长度。
47.较优的,取第一长度为200mm,较优的,取第二长度为50mm。第一阶段:第一焊枪先行焊接,焊接50mm后,第二焊枪开始焊接,第一焊枪和第二焊枪在焊缝方向上错开50mm,第一焊枪和第二焊枪均在距离焊缝第二端200mm处停止焊接,之后,进入第二阶段:第一焊枪和第二焊枪从焊缝另外一端重新定位开始焊接,焊接到之前停止的位置,其中,第一焊枪先行焊接,焊接50mm后,第二焊枪开始焊接,第一焊枪和第二焊枪在焊缝方向上错开50mm。
48.参考图3至图7,在优选实施例中,保护气体为二氧化碳气体,保护气体中二氧化碳气体的含量百分比大于99.5%。
49.参考图2,在优选实施例中,第一工件2和第二工件3之间的装配间隙不大于2mm,第一工件和第二工件之间焊缝的深度不大于5mm。
50.参考图3至图7,在优选实施例中,步骤s4中,焊接使用的焊丝为药芯焊丝。
51.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
52.在本说明书的描述中,参考术语“优选实施例”、“再一实施例”、“其他实施例”或“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
53.尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。