1.本发明涉及合模装置的控制装置。
背景技术:
2.在注射成型机的合模装置中,为了应对在注射成型机的运转中取出成型品等要求,例如具备日本特开平06-297534号公报中公开的安全门。
技术实现要素:
3.但是,若在安全门已打开时停止注射成型机的顶出动作,则成型品尚未从金属模具被顶出,因此有时操作员无法取出成型品。另外,若在注射成型机的顶出动作完成后打开安全门,则有时从金属模具顶出的成型品掉落,操作员无法取出成型品。因此,存在操作者希望容易使用的要求。
4.因此,本发明的目的在于提供一种能够提高操作员的使用便利性的控制装置。
5.本发明的方式是一种合模装置的控制装置,该合模装置具有:合模机构,其对金属模具进行开闭;顶出机构,其顶出所述成型品,使得在所述金属模具的开模动作完成后从所述金属模具取出成型品;以及罩,其覆盖所述合模机构及所述顶出机构,所述控制装置具备:切换开关,其将以下的模式切换为有效或者无效,该模式是设置在所述罩的安全门打开的状态下允许所述顶出机构的顶出动作的模式;顶出用电动机控制部,其在所述模式有效的情况下,在从基准定时开始经过了预定的延迟时间之后,控制用于驱动所述顶出机构的顶出用电动机来使所述顶出动作开始;以及设定部,其根据操作员的操作来设定所述延迟时间。
6.根据本发明的方式,操作员在希望取出成型品的情况下,能够考虑打开安全门后直到取出成型品为止的时间等来在设定部设定延迟时间,并进行切换开关的切换使得模式成为有效。因此,操作员能够在任意的定时使顶出动作开始,其结果是能够提高操作员的使用便利性。
附图说明
7.图1是表示一实施方式的注射成型机的外观的概略图。
8.图2是注射成型机的一部分的框图。
9.图3表示设定画面例。
10.图4是表示合模装置的动作和操作员的动作的时序图。
11.图5表示其他设定画面例。
12.图6是表示使安全门的打开动作自动化时的框图。
具体实施方式
13.(实施方式)
14.图1是表示一实施方式的注射成型机10的外观的概略图。在注射成型机10中,作为1个循环执行合模动作、注射动作、保压动作、计量动作、开模动作以及顶出动作这一系列的动作来进行成型品的成型。另外,合模动作是相对于金属模具的固定片关闭可动片来施加预定的合模力的动作。注射动作是向关闭状态的金属模具内注射成型材料的动作。保压动作是压缩成型材料的动作。另外,计量动作是作为下一循环的准备而计量成型材料的动作。开模动作是相对于金属模具的固定片打开可动片的动作。顶出动作是顶出成型品,使得从打开状态的金属模具取出成型品的动作。
15.对注射成型机10定义了机械坐标系。在图1中,与对注射成型机10定义的机械坐标系对应地示出xyz三维正交坐标系。注射成型机10具备机台12、合模装置14以及注射装置16。合模装置14及注射装置16搭载在机台12。
16.合模装置14具有合模机构30(参照图2)、顶出机构34(参照图2)和罩18。合模机构30是对金属模具进行开闭,并对关闭状态的金属模具赋予预定的合模力的机构。顶出机构34是从金属模具顶出成型品的机构。罩18覆盖合模机构30及顶出机构34的周围。在图1的例子中,罩18在﹣x方向、﹢y方向和
±
z方向上覆盖合模机构30及顶出机构34。在罩18设置有位于合模装置14的 z侧的开口。在罩18设置有对该开口进行开闭的安全门20。
17.安全门20能够在﹢x方向和﹣x方向上横向移动。安全门20在可动范围的﹢x侧端部停止从而将罩18的开口封闭,防止操作者接近金属模具。安全门20从可动范围的﹢x侧端部向﹣x方向移动从而打开罩18的开口,使操作者能够接近金属模具。
18.在安全门20的﹢x侧配置有与安全门20邻接的固定盘罩22。在固定盘罩22的正面安装有操作盘24。操作盘24是用于输入与合模装置14及注射装置16的动作相关的条件等信息的输入装置。
19.注射装置16具有注射成型材料的注射机构和覆盖注射机构周围的罩26。在图1的例子中,罩26在﹢x方向、﹢y方向的一部分以及
±
z方向上覆盖注射机构。在罩26设置有位于注射装置16的 z侧的开口。在罩26设置有对该开口进行开闭的安全门28。
20.安全门28能够在﹣x方向和﹢x方向上横向移动。安全门28在可动范围的﹣x侧端部停止从而将罩26的开口封闭,防止操作员接近注射机构的喷嘴、缸等。安全门28从可动范围的﹣x侧端部向﹢x方向移动从而打开罩26的开口,使操作者能够接近喷嘴、缸等。
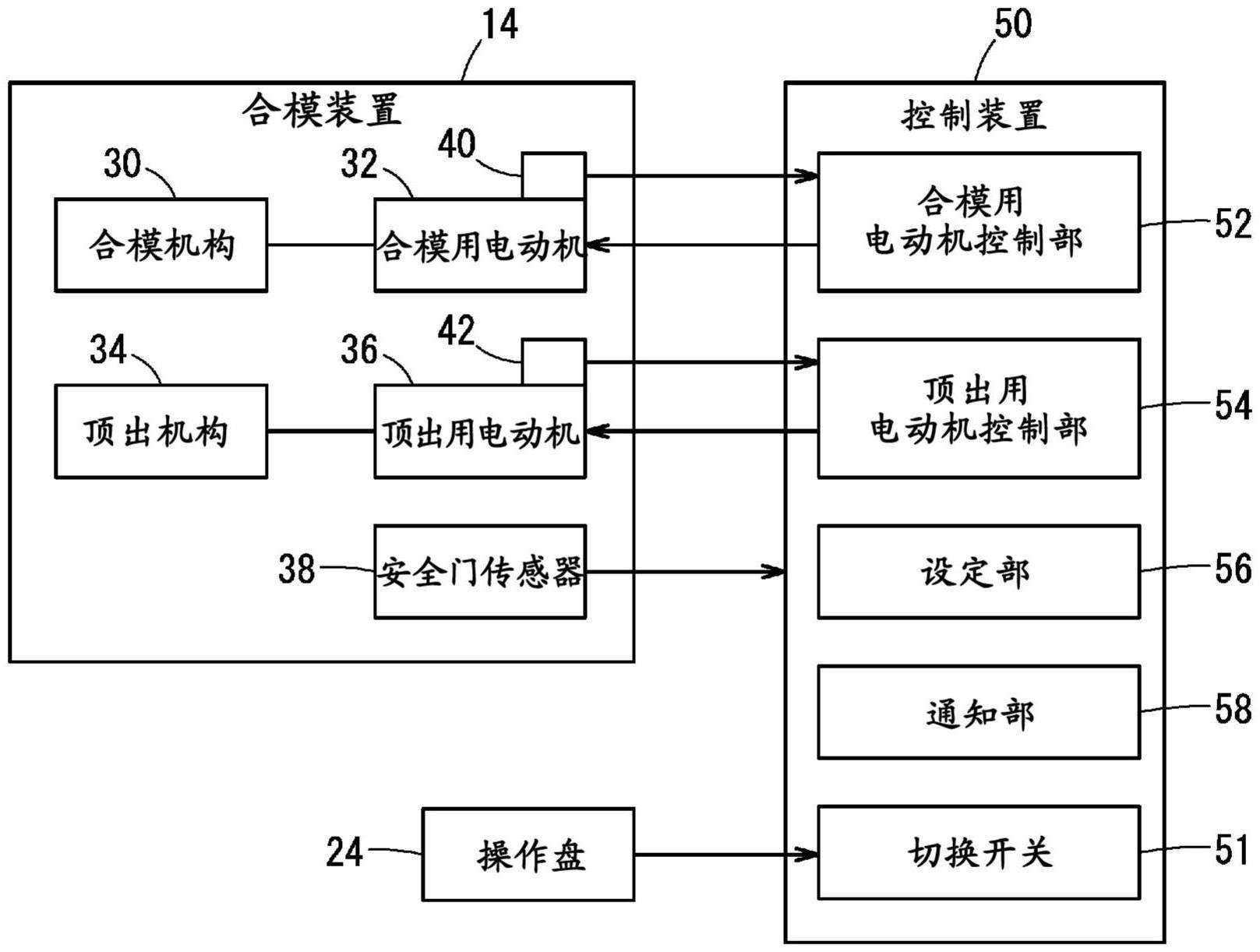
21.图2是注射成型机10的一部分的框图。注射成型机10的合模装置14具有:驱动合模机构30的合模用电动机32、驱动顶出机构34的顶出用电动机36及安全门传感器38。安全门传感器38检测向﹣x方向移动的安全门20(图1)的打开动作。在合模用电动机32设置有合模用编码器40,在顶出用电动机36设置有顶出用编码器42。
22.在注射成型机10具备用于控制合模装置14的控制装置50。控制装置50具有切换开关51、合模用电动机控制部52、顶出用电动机控制部54、设定部56以及通知部58。
23.切换开关51是将以下的模式切换为有效或无效的开关,该模式是在安全门20打开的状态下允许顶出动作的模式。切换开关51例如根据操作盘24等的操作而切换。切换开关51可以是按钮,也可以是显示在显示画面的显示按钮。切换开关51在接通状态(或断开状态)的情况下,输出模式有效信号。模式有效信号表示在安全门20打开的状态下允许顶出动作的模式有效。相反,切换开关51在断开状态(或者接通状态)的情况下,输出模式无效信号。模式无效信号表示在安全门20打开的状态下允许顶出动作的模式无效。
24.合模用电动机控制部52基于从合模用编码器40输出的位置信号对合模用电动机32进行反馈控制,从而使合模机构30执行合模动作或开模动作。另外,在合模用电动机32的动作中由安全门传感器38检测到安全门20的打开动作时,合模用电动机控制部52使合模用电动机32的动作停止。
25.顶出用电动机控制部54基于从顶出用编码器42输出的位置信号对顶出用电动机36进行反馈控制,从而使顶出机构34执行顶出动作。在此,在顶出用电动机控制部54接收到从切换开关51输出的模式无效信号的情况下,顶出用电动机控制部54在开模动作中或开模动作完成后使顶出动作开始。即,在安全门20打开的状态下允许顶出动作的模式无效的情况下,顶出用电动机控制部54在开模动作中或者开模动作完成后开始顶出动作。在该情况下,当安全门传感器38检测到安全门20的打开动作时,顶出用电动机控制部54使顶出动作停止。
26.相反,在顶出用电动机控制部54接收到从切换开关51输出的模式有效信号的情况下,顶出用电动机控制部54在从基准定时起经过了预定的延迟时间后使顶出动作开始。即,在安全门20打开的状态下允许顶出动作的模式有效的情况下,顶出用电动机控制部54在从基准定时起经过了预定的延迟时间后,开始顶出动作。在该情况下,即使安全门传感器38检测到安全门20的打开动作,顶出用电动机控制部54也不使顶出动作停止而继续该动作。此外,基准定时是对金属模具的开模动作完成的定时、或者安全门20的打开动作开始的定时,将这些定时中的任一个设定为默认定时。
27.设定部56设定在安全门20打开的状态下允许顶出动作的模式有效的情况下,顶出用电动机控制部54开始该顶出动作时的延迟时间。延迟时间是从基准定时开始直到通过顶出用电动机控制部54开始顶出动作的定时为止的时间。设定部56根据操作员的操作,设定从基准定时开始的延迟时间。
28.设定部56例如使设置在操作盘24的监视器显示设定画面im(参照图3)。设定画面im的显示定时例如是经由操作盘24输入了设定请求的定时。另外,设定画面im的显示定时例如是在安全门20打开的状态下允许顶出动作的模式从无效状态切换为有效状态的定时。
29.在设定画面im设置有用于输入延迟时间的输入部p1。在输入部p1,作为开始顶出动作的从基准定时起的延迟时间,设定开始延迟计时器。在图3中,示出了在输入部p1输入了“0.5”的例子。在该情况下,顶出用电动机控制部54在安全门20打开的状态下允许顶出动作的模式有效的情况下,在从基准定时开始经过了0.5秒后使顶出动作开始。
30.通知部58在金属模具的开模动作完成时,通知开模动作已完成。通知部58通过控制显示部、扬声器以及发光部中的至少一个,来通知开模动作已完成。此外,显示部、扬声器以及发光部中的至少一个可以设置在注射成型机10,也可以设置在注射成型机10外部的装置。
31.图4是表示在安全门20打开的状态下允许顶出动作的模式有效时的合模装置14的动作和操作员的动作的时序图。此外,在本实施方式中,对于已经通过设定部56设定了开始顶出动作的从基准定时起的延迟时间的情况进行说明。
32.在步骤s1中,合模用电动机控制部52使合模机构30执行合模动作。当合模动作完成时,控制装置50转移到步骤s2。
33.在步骤s2中,合模用电动机控制部52使合模机构30执行开模动作。当开模动作完
成时,控制装置50转移到步骤s3。
34.在步骤s3中,通知部58通知开模动作已完成。另外,顶出用电动机控制部54从开模动作完成时开始测量时间。当测量到的时间经过了通过设定部56设定的延迟时间时,控制装置50转移到步骤s4。
35.在步骤s4中,顶出用电动机控制部54使顶出机构34开始顶出动作,当顶出动作完成时,待机至安全门20关闭为止。
36.另一方面,操作员在根据通知部58的通知而识别出开模动作完成时,将安全门20打开任意的期间(步骤s11)。之后,操作员经过打开的安全门20用手取出成型品(步骤s12)。
37.在此,在直到开始顶出动作为止的延迟时间短的情况下,例如,可能产生在操作员打开安全门20而将成型品拿在手中之前,根据顶出动作而顶出的成型品已经从金属模具落下的问题。另一方面,在注射成型机10的动作过程中打开安全门20的行为从安全性的观点出发不是优选的状态,另外,若直到开始顶出动作为止的延迟时间长,则成型品的生产效率降低。
38.因此,本实施方式的合模装置14通过切换开关51来切换在安全门20打开的状态下允许顶出动作的模式是有效还是无效。另外,本实施方式的合模装置14在模式有效的情况下,在经过了通过设定部56设定的从基准定时起的延迟时间后,使顶出机构34开始顶出动作。由此,操作员在希望取出成型品时,能够考虑打开安全门20后直到取出成型品为止的时间等来在设定部56设定延迟时间,从而进行切换开关51的切换使得模式成为有效。因此,能够在操作员的任意的定时开始顶出动作,其结果是能够提高操作员的使用便利性。
39.变形例
40.上述实施方式也可以如下述那样变更。
41.(变形例1)
42.设定部56也可以使操作员选择金属模具的开模动作完成的定时以及安全门20的打开动作开始的定时中的任一个来作为基准定时。
43.设定部56使设置在操作盘24的监视器显示设定画面im(参照图5)。与上述实施方式同样地,设定画面im的显示定时可以是经由操作盘24输入了设定请求的定时。另外,设定画面im的显示定时也可以是在安全门20打开的状态下允许顶出动作的模式从无效状态切换为有效状态的定时。
44.在设定画面im中,除了设置有用于输入延迟时间的输入部p1以外,还新设置了输入部p2,该输入部p2用于输入开始延迟时间测量的定时。输入部p2能够以下拉菜单形式显示在设定画面im,选择金属模具的开模动作完成的定时和安全门20的打开动作开始的定时中的任一个来作为基准定时。
45.此外,在图5中,示出了将安全门20的打开动作开始的定时设为基准定时,将打开动作开始后的延迟时间设为0.5秒的例子。在该情况下,顶出用电动机控制部54在安全门传感器38检测到安全门20的打开动作后经过了0.5秒以后,使顶出机构34开始顶出动作。
46.这样,在本变形例中,能够将使用合模装置14的操作者任意选择的基准定时设为起点,在经过该操作者任意输入的延迟时间后使顶出动作开始。其结果是能够提高操作员的使用便利性。
47.(变形例2)
48.图6是表示使安全门20的打开动作自动化时的框图。在图6中,对于与上述实施方式同等的结构标注相同的附图标记。另外,在本变形例中,省略与实施方式重复的说明。
49.在本变形例中,合模装置14还具有驱动安全门20的安全门用电动机60。在安全门用电动机60设有安全门用编码器62。另外,在本变形例中,控制装置50还具有用于控制安全门用电动机60的安全门用电动机控制部64。
50.在安全门20打开的状态下允许顶出动作的模式无效的情况下,安全门用电动机控制部64禁止安全门用电动机60的驱动。由此,能够防止操作员手动进行的安全门20的打开动作,从而确保安全。
51.另一方面,在安全门20打开的状态下允许顶出动作的模式有效的情况下,安全门用电动机控制部64在金属模具的开模动作完成的定时以后,允许安全门用电动机60的驱动。在该情况下,安全门用电动机控制部64基于从安全门用编码器62输出的位置信号对安全门用电动机60进行反馈控制,使安全门20执行打开动作。当打开动作完成时,安全门用电动机控制部64对安全门用电动机60进行反馈控制,使安全门20执行关闭动作。由此,操作员无需手动打开安全门20就能够取出成型品。
52.此外,安全门用电动机控制部64也可以通过使安全门20在开模动作完成的定时后打开预定期间的方式,使安全门20执行打开动作和关闭动作。另外,也可以通过设定部56设定安全门20打开的规定时间。
53.在本变形例中,在控制装置50不具备通知部58(参照图6)。即使不具备通知部58,操作员也能够通过监视合模动作来识别合模动作已完成。另一方面,也可以在本变形例的控制装置50具备通知部58。在具备通知部58的情况下,与实施方式同样地,操作员无需监视合模动作而能够识别合模动作的完成。
54.(变形例3)
55.上述实施方式、变形例1以及变形例2也可以在不矛盾的范围内任意地组合。
56.以下记载能够根据以上的记载掌握的发明。
57.本发明是一种合模装置(14)的控制装置(50),该合模装置(14)具有:合模机构(30),其对金属模具进行开闭;顶出机构(34),其顶出成型品,使得在金属模具的开模动作完成后从金属模具取出成型品;以及罩(18),其覆盖合模机构及顶出机构,控制装置(50)具备:切换开关(51),其将以下模式切换为有效或者无效,其中,该模式是设置在罩上的安全门(20)打开的状态下允许顶出机构的顶出动作的模式;顶出用电动机控制部(54),其在模式有效的情况下,在从基准定时开始经过了预定的延迟时间后,控制用于驱动顶出机构的顶出用电动机(36)而使顶出动作开始;以及设定部(56),其根据操作人员的操作来设定延迟时间。
58.由此,操作员在希望取出成型品时,能够考虑打开安全门后直到取出成型品为止的时间等来在设定部设定延迟时间,进行切换开关的切换使得模式成为有效。因此,能够在操作员的任意的定时使顶出动作开始,其结果是能够提高操作员的使用便利性。
59.基准定时可以是金属模具的开模动作完成的时刻。由此,能够在开模动作完成后在操作者设定的任意的定时开始顶出动作。
60.基准定时可以是安全门的打开动作开始的定时。由此,能够在安全门的打开动作开始后在操作人员设定的任意的定时开始顶出动作。
61.设定部可以使操作员选择金属模具的开模动作完成的定时以及安全门的打开动作开始的定时中的任一个来作为基准定时。由此,能够将使用合模装置的操作者任意选择的基准定时设为起点,在该操作者任意输入的延迟时间后使顶出动作开始。其结果是能够提高操作员的使用便利性。
62.控制装置可以具备通知部(58),该通知部在金属模具的开模动作完成时通知该情况。由此,操作员无需监视合模动作而能够识别合模动作的完成。
63.控制装置可以具备安全门用电动机控制部(64),该安全门用电动机控制部(64)对用于驱动安全门的安全门用电动机(60)进行控制,使得在金属模具的开模动作完成的定时以后开始安全门的打开动作。由此,操作者无需手动打开安全门就能够取出成型品。
64.安全门用电动机控制部在模式无效的情况下,可以禁止安全门用电动机的驱动。由此,能够防止操作员手动进行的安全门的打开动作,从而确保安全。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
