1.本发明涉及车轮技术领域,具体为一种铝合金车轮镶件装置。
背景技术:
2.随着汽车工业的发展,汽车外观设计越来越美观,铝合金车轮作为汽车的外观组成部分,动感的结构设计往往作为汽车外观的亮点,来吸引更多消费者的关注;近年来装饰面镶件车轮凭借其多样化的造型结构和靓丽的颜色得到了各大主机厂的青睐,同时镶件车轮在降低重量的同时,可通过合理的设计有效降低风阻,其独特的性能被越来越多的应用在新能源汽车上;在镶件车轮的生产制造过程中,需把镶件安装在铝合金车轮的对应位置,在辐条背面通过螺丝将镶件固定在铝合金车轮上;传统的镶件操作需要人工用一只手将镶件卡在固定位置,在由另一只手使用气动或电动螺丝刀将螺丝拧紧;人工镶件操作过程效率低,螺丝的扭矩控制不稳定,螺丝容易松动,且常出现螺丝漏装情况,影响客户的满意度;对此,亟需一种铝合金车轮镶件装置,来解决上述问题;文献号为cn110253272b的中国专利公开了拧螺丝系统,包含致动器、拧螺丝机及控制器;螺丝起子被驱动马达驱动旋转,且螺丝起子供啮合待拧螺丝;控制器电性连接致动器及拧螺丝机;待拧螺丝具有螺纹段,螺纹段具有螺距,控制器用以控制驱动马达驱动螺丝起子旋转默认圈数,同时令致动器驱动可动部在垂直方向上线性位移相对长度,但并未公开应当在实际操作中如何联合软件/硬件配置,达到拧螺丝的自动化效果。
技术实现要素:
3.本发明的目的在于提供一种铝合金车轮镶件装置,以解决以上的问题。
4.为达到以上目的,提供以下技术方案:一种铝合金车轮镶件装置,与铝合金车轮和镶件配合使用,包括:架体、视觉识别定位机构、精密伺服电机三轴运动机构、自动供料螺丝拧紧机构、装夹定位工装机构和自动化软件控制机构,所述视觉识别定位机构、精密伺服电机三轴运动机构、自动供料螺丝拧紧机构和装夹定位工装机构均与自动化软件控制机构电性连接,且由自动化软件控制机构控制,所述视觉识别定位机构设置于自动供料螺丝拧紧机构上,所述自动供料螺丝拧紧机构与精密伺服电机三轴运动机构固定连接,所述精密伺服电机三轴运动机构设置于架体上,所述装夹定位工装机构对应位于精密伺服电机三轴运动机构下方,所述铝合金车轮设置于装夹定位工装机构上;所述视觉识别定位机构包括高精度摄像头和摄像头防护圈,所述高精度摄像头对应设于摄像头防护圈上方,所述摄像头防护圈的中部设有一定数量的透明镜体、所述透明镜体之间具有一定间隔,所述高精度摄像头可通过透明镜体进行成像;所述自动供料螺丝拧紧机构包括精密伺服电机、螺丝传送通道、自动供料机构和拧紧螺丝刀,所述螺丝传送通道的两端分别与自动供料机构和拧紧螺丝刀连接,用于为拧
紧螺丝刀供给螺丝,所述精密伺服电机与拧紧螺丝刀传动连接,用于控制拧紧螺丝刀转动进行螺丝拧紧操作;所述自动供料螺丝拧紧机构由精密伺服电机三轴运动机构驱动,且具有前后、水平、竖直三个方向的自由度,所述精密伺服电机三轴运动机构包括x轴运动机构,y轴运动机构和z轴运动机构,所述z轴运动机构与x轴运动机构和y轴运动机构中的至少一种固定连接,所述z轴运动机构仅与x轴运动机构或y轴运动机构二者中的一者固定连接时,与另一者滑动连接,所述z轴运动机构包括第一气动夹爪,所述第一气动夹爪用于可切换地与其他运动机构固定连接和/或滑动连接,所述x轴运动机构与y轴运动机构均包括第二气动夹爪,所述第二气动夹爪均分别设置于二者的端部位置,用于可拆卸地与架体连接,所述与z轴运动机构滑动连接的运动机构与架体固定连接。
5.本发明还提供一种采用上述技术方案的铝合金车轮镶件装置,所述x轴运动机构与架体 相固定,所述y轴运动机构与x轴运动机构相连接,所述z轴运动机构与y轴运动机构相连接,所述x轴运动机构包括第一电机、第一滑块、第二滑块和两条对称固定于架体两侧的第一导轨,所述第一滑块和第二滑块分别设置于两条第一导轨上,所述第一电机传动连接第一滑块,所述x轴运动机构的一端与第一滑块固定连接,进而x轴运动机构可在第一导轨上滑动,所述x轴运动机构的另一端与第二滑块固定连接,用于提高x轴运动机构的滑动稳定性。
6.优选地,所述透明镜体可设置为凸透镜或平面镜,所述高精度摄像头还可与摄像头防护圈相互错位设置,进而所述高精度摄像头还可不通过透明镜体进行成像。
7.优选地,所述摄像头防护圈可由自动化软件控制机构控制进行转动,并向自动化软件控制机构发送第一信号,所述自动化软件控制机构接收到第一信号后向高精度摄像头发送第二信号,进而高精度摄像头可根据是否通过透明镜体进行成像的情况调焦。
8.优选地,所述第一滑块包覆固定x轴运动机构的一端,并与其两侧壁固定连接,所述第二滑块与x轴运动机构的另一端相固定。
9.优选地,所述装夹定位工装机构包括一定数量的螺栓孔定位凸台,所述铝合金车轮上设有一定数量的定位孔,所述螺栓孔定位凸台与铝合金车轮上的定位孔相对应,且以一定间隔沿圆周方向排列设置,所述镶件设置于装夹定位工装机构上,所述镶件与铝合金车轮上均设有连接孔,且所述镶件与铝合金车轮上的连接孔相重叠设置,所述自动供料螺丝拧紧机构通过连接孔将镶件与铝合金车轮螺丝固定连接;所述高精度摄像头还可通过和/或不通过透明镜体对铝合金车轮与镶件进行检测,所述高精度摄像头检测到镶件与铝合金车轮上的连接孔相互不重叠时,所述高精度摄像头向自动化软件控制机构发送第三信号报警。
10.优选地,所述自动化软件控制机构可由声音报警和/或光电报警的方式进行报警,所述高精度摄像头可通过统计不同颜色成像像素数目比对、孔底图像明暗度比对、图像反射距离模拟值测量比对中的任意一种或几种方式检测连接孔是否重叠设置。
11.优选地,所述自动化软件控制机构包括控制系统主机和系统数据传输线路,所述控制系统主机通过系统数据传输线路与视觉识别定位机构、精密伺服电机三轴运动机构、自动供料螺丝拧紧机构和装夹定位工装机构均电性连接。
12.本发明的有益效果为:
1.本发明通过对软件、硬件系统的整合,使该装置具备更高的工作效率,同时可以大程度的节约人力,降低人工劳动成本,该装置结构简单方便维修;该装置能够实现铝合金车轮镶件自动化,操作简单方便,精度高且适合不同尺寸的铝合金车轮;2.本发明根据检测到的孔底明暗度或像素数量进行判断是否孔洞已经重叠可进行螺丝拧紧操作,这一过程可以依靠摄像头自身与平面镜的配合实现,此时平面镜主要起到防护作用,通过平面线接触防摄像头镜头缩放时损坏,如使用凸透镜,则根据凸透镜对光路的作用,汇集摄像头的进光光路,便于摄像头视觉识别定位的明暗度与像素数目比对;3.本发明第一信号可以设定为通过平面镜、不通过平面镜、通过凸透镜、不通过凸透镜四种,其中平面镜所在平面位置还可以设为摄像头最大行程位置,平面镜还可以设有反映摄像头与平面镜之间的距离检测元件,摄像头还可以定焦设置,通过整个摄像头的上下运动控制距离,进而可实现摄像头定焦距情况下的判断算法优化,排除因摄像头本身焦距调节问题导致算法无法清晰分辨图像,螺丝定位的判断逻辑可以为卷积算法,便于消除判断过程中的噪声;4.本发明可设置x轴运动机构主体为与架体相连的电机,起到支撑作用,同时其带动的y轴运动机构架设在第一导轨上,z轴运动机构与y轴运动机构相连接,可在其上沿其延伸方向进行滑动,顺次连接的结构提升了整体的稳定性与耐用性;5.本发明可设置x轴运动机构或y轴运动机构作为主轴,与架体固定连接后,起到稳固支撑作用,同时z轴运动机构带动另一运动机构在固定的运动机构上滑动,实现双侧支撑z轴运动机构的效果,提高运动稳定性,且x轴运动机构与y轴运动机构恒与z轴运动机构相连,保证z轴运动机构的位置随时进行调整。
附图说明
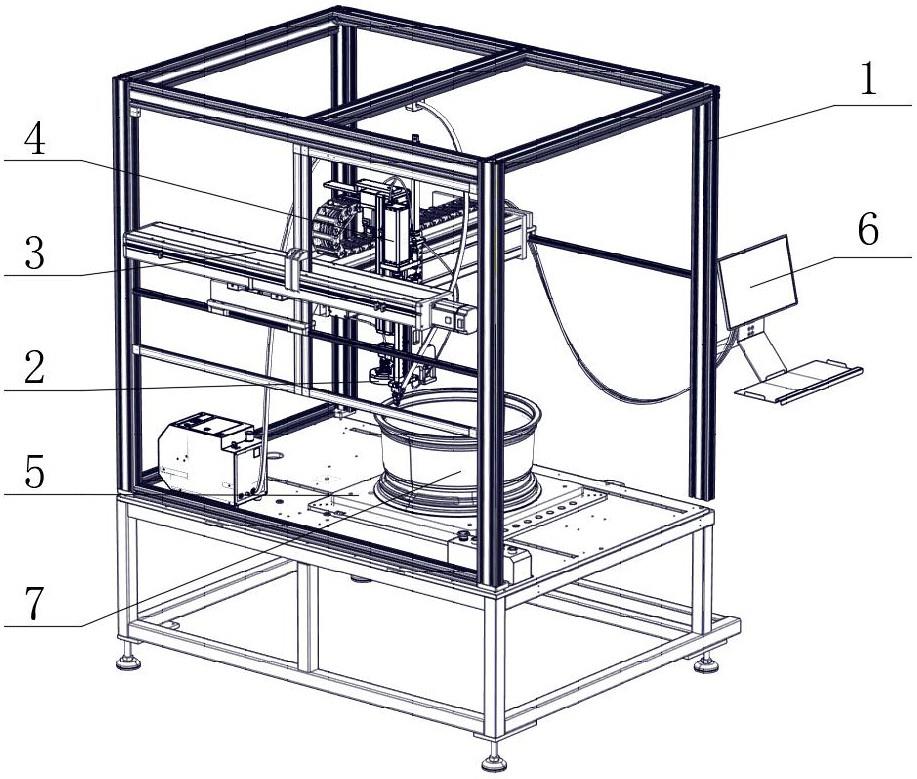
13.图1为本发明的结构示意图;图2为视觉定位机构的结构示意图;图3为精密伺服电机三轴运动机构的第一种结构示意图;图4为精密伺服电机三轴运动机构的第二种结构示意图;图5为自动供料螺丝拧紧机构的结构示意图;图6为装夹定位工装机构与镶件配合的结构示意图;图7为自动化软件控制机构的结构示意图;图8为铝合金车轮与镶件配合的结构示意图;图中:1-架体,2-视觉识别定位机构,3-精密伺服电机三轴运动机构,4-自动供料螺丝拧紧机构,5-装夹定位工装机构,6-自动化软件控制机构,7-铝合金车轮,701-定位孔,8-摄像头防护圈,801-透明镜体,9-高精度摄像头,1001-第一电机,1002-第一滑块,1003-第二滑块,1004-第一导轨,11-y轴运动机构,12-z轴运动机构,13-精密伺服电机,14-螺丝传送通道,15-自动供料机构,16-拧紧螺丝刀,17-螺栓孔定位凸台,18-镶件,19-连接孔,20-控制系统主机,21-系统数据传输线路,22-第一气动夹爪,23-第二气动夹爪。
具体实施方式
14.下面将结合本发明实施例,对本发明实施例中结构示意图的技术方案进行清楚,
完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
15.如图1-8所示,一种铝合金车轮镶件装置,与铝合金车轮7和镶件18配合使用,包括:架体1、视觉识别定位机构2、精密伺服电机三轴运动机构3、自动供料螺丝拧紧机构4、装夹定位工装机构5和自动化软件控制机构6,视觉识别定位机构2、精密伺服电机三轴运动机构3、自动供料螺丝拧紧机构4和装夹定位工装机构5均与自动化软件控制机构6电性连接,且由自动化软件控制机构6控制,视觉识别定位机构2设置于自动供料螺丝拧紧机构4上,自动供料螺丝拧紧机构4与精密伺服电机三轴运动机构3固定连接,精密伺服电机三轴运动机构3设置于架体1上,装夹定位工装机构5对应位于精密伺服电机三轴运动机构3下方,铝合金车轮7设置于装夹定位工装机构5上;具体地,视觉识别定位机构2包括高精度摄像头9和摄像头防护圈8,高精度摄像头9对应设于摄像头防护圈8上方,摄像头防护圈8的中部设有一定数量的透明镜体801、透明镜体801之间具有一定间隔,高精度摄像头9可通过透明镜体801进行成像;具体地,自动供料螺丝拧紧机构4包括精密伺服电机13、螺丝传送通道14、自动供料机构15和拧紧螺丝刀16,螺丝传送通道14的两端分别与自动供料机构15和拧紧螺丝刀16连接,用于为拧紧螺丝刀16供给螺丝,精密伺服电机13与拧紧螺丝刀16传动连接,用于控制拧紧螺丝刀16转动进行螺丝拧紧操作;具体地,透明镜体801可设置为凸透镜或平面镜,高精度摄像头9还可与摄像头防护圈8相互错位设置,进而高精度摄像头9还可不通过透明镜体801进行成像,视觉识别定位机构2可通过摄像头防护圈8的旋转与否进行聚焦改变,摄像头本身具有聚焦放大功能,通过对孔底成像进行螺丝定位判断,根据检测到的孔底明暗度或像素数量进行判断是否孔洞已经重叠可进行螺丝拧紧操作,这一过程可以依靠摄像头自身与平面镜的配合实现,此时平面镜主要起到防护作用,通过平面线接触防摄像头镜头缩放时损坏,如使用凸透镜,则根据凸透镜对光路的作用,汇集摄像头的进光光路,便于摄像头视觉识别定位的明暗度与像素数目比对;具体地,摄像头防护圈8可由自动化软件控制机构6控制进行转动,并向自动化软件控制机构6发送第一信号,自动化软件控制机构6接收到第一信号后向高精度摄像头9发送第二信号,进而高精度摄像头9可根据是否通过透明镜体801进行成像的情况调焦;通过自动化软件控制机构6可自动检测通过摄像头的光路是否经过透明镜体801,进而改良摄像头定位螺丝的判断逻辑,第一信号可以设定为通过平面镜、不通过平面镜、通过凸透镜、不通过凸透镜四种,其中平面镜所在平面位置还可以设为摄像头最大行程位置,平面镜还可以设有反映摄像头与平面镜之间的距离检测元件,摄像头还可以定焦设置,通过整个摄像头的上下运动控制距离,进而可实现摄像头定焦距情况下的判断算法优化,排除因摄像头本身焦距调节问题导致算法无法清晰分辨图像,螺丝定位的判断逻辑可以为卷积算法,便于消除判断过程中的噪声;具体地,自动供料螺丝拧紧机构4由精密伺服电机三轴运动机构3驱动,且具有前后、水平、竖直三个方向的自由度,精密伺服电机三轴运动机构3包括x轴运动机构,y轴运动机构11和z轴运动机构12且三者两两相互垂直设置,x轴运动机构,y轴运动机构11和z轴运
动机构12可设置为三者中的任意一者仅与其他一者连接和/或三者中的任意两者均相互连接,且三者之间相互连接的方式可在固定连接和滑动连接两种方式中转换;具体地,x轴运动机构与架体1相固定,y轴运动机构11与x轴运动机构相连接,z轴运动机构12与y轴运动机构11相连接,x轴运动机构包括第一电机1001、第一滑块1002、第二滑块1003和两条对称固定于架体1两侧的第一导轨1004,第一滑块1002和第二滑块1003分别设置于两条第一导轨1004上,第一电机1001传动连接第一滑块1002,x轴运动机构的一端与第一滑块1002固定连接,进而x轴运动机构可在第一导轨1004上滑动,x轴运动机构的另一端与第二滑块1003固定连接,用于提高x轴运动机构的滑动稳定性;此种连接方式中x轴运动机构主体为与架体相连的第一电机1001,起到支撑作用,同时其带动的y轴运动机构11架设在第一导轨1004上,z轴运动机构12与y轴运动机构11相连接,可在其上沿其延伸方向进行滑动,顺次连接的结构提升了整体的稳定性与耐用性;更为具体地,第一滑块1002包覆固定x轴运动机构的一端,并与其两侧壁固定连接,第二滑块1003与x轴运动机构的另一端相固定,安装更为稳固;具体地,z轴运动机构12与x轴运动机构和y轴运动机构11中的至少一种固定连接,z轴运动机构12仅与x轴运动机构或y轴运动机构11二者中的一者固定连接时,与另一者滑动连接,z轴运动机构12包括第一气动夹爪22,第一气动夹爪22用于可切换地与其他运动机构固定连接和/或滑动连接,x轴运动机构与y轴运动机构11均包括第二气动夹爪23,第二气动夹爪23均分别设置于二者的端部位置,用于可拆卸地与架体1连接,与z轴运动机构12滑动连接的运动机构与架体1固定连接;通过设置x轴运动机构或y轴运动机构11作为主轴,与架体1固定连接后,起到稳固支撑作用,同时z轴运动机构12带动另一运动机构在固定的运动机构上滑动,实现双侧支撑z轴运动机构12的效果,提高运动稳定性,且x轴运动机构与y轴运动机构11恒与z轴运动机构12相连,保证z轴运动机构12的位置随时进行调整;架体1可根据需要增加梁体框架结构,用于第二气动夹爪23抓取固定,将运动机构可调节地固定于不同位置;具体地,装夹定位工装机构5包括一定数量的螺栓孔定位凸台17,铝合金车轮7上设有一定数量的定位孔701,螺栓孔定位凸台17与铝合金车轮7上的定位孔701相对应,且以一定间隔沿圆周方向排列设置,镶件18设置于装夹定位工装机构5上,镶件18与铝合金车轮7上均设有连接孔19,且镶件18与铝合金车轮7上的连接孔19相重叠设置,自动供料螺丝拧紧机构4通过连接孔19将镶件18与铝合金车轮7螺丝固定连接;高精度摄像头9还可通过和/或不通过透明镜体801对铝合金车轮7与镶件18进行检测,高精度摄像头9检测到镶件18与铝合金车轮7上的连接孔19相互不重叠时,高精度摄像头9向自动化软件控制机构6发送第三信号报警;具体地,自动化软件控制机构6可由声音报警和/或光电报警的方式进行报警,高精度摄像头9可通过统计不同颜色成像像素数目比对、孔底图像明暗度比对、图像反射距离模拟值测量比对中的任意一种或几种方式检测连接孔19是否重叠设置;具体地,自动化软件控制机构6包括控制系统主机20和系统数据传输线路21,控制系统主机20通过系统数据传输线路21与视觉识别定位机构2、精密伺服电机三轴运动机构3、自动供料螺丝拧紧机构4和装夹定位工装机构5均电性连接。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。