1.本发明涉及螺旋传动螺旋副内螺纹加工领域,具体为一种基于干涉误差补偿的铣刀刃形轮廓修正方法、系统及装置。
背景技术:
2.梯形螺纹工艺性好,牙根强度高,对中性好,中径强度高,耐磨性好,适用于大多的需要较大传动力的场合。但梯形螺旋副内螺纹的精密加工在生产过程中依然一项十分棘手的任务,加工精度的不足会影响其传动精度以及承载能力等工作性能,然而加工出高精度的梯形内螺纹,也就意味着高成本、低效率,甚至根本无法加工,特别是大导程、小内径、大孔深的螺母,传统的制造方式中车削大导程螺纹加工效率极低;普通螺纹铣根据刀具与工件的位置关系又分为两种,一为刀具中心线与内螺纹轴线不平行,存在夹角,在加工孔深较大的内螺纹时,易发生碰撞干涉而无法加工,另一种则是刀具中心线与内螺纹轴线相互平行,然而这种方法容易产生极大的螺纹廓形误差,即加工干涉误差,在精密的内螺纹加工中尚无法应用;而旋风铣虽然能精密铣削内螺纹,但大导程、孔深较大内螺纹依旧是无能为力。
3.总之,普通螺纹铣存在极大误差无法实现精密内螺纹铣削,通过研究分析可知普通螺纹铣产生的干涉误差可通过修正铣刀的刃形轮廓进行极大的改善,鉴于此,一种高效的对铣刀轮廓进行修正的方法亟待研究。
技术实现要素:
4.本发明的目的在于提供一种基于干涉误差补偿的铣刀刃形轮廓修正方法、系统及装置,用以至少解决现有技术中的一个技术问题。
5.本发明的技术方案是:
6.一种基于干涉误差补偿的铣刀刃形轮廓修正方法,包括:
7.根据标准螺纹牙型参数,构建标准螺纹曲面,得到标准螺纹模型;
8.根据生产需要,构建螺纹铣刀刃形轮廓曲线,得到螺纹铣削包络面,获取加工所得螺纹模型;
9.利用所述标准螺纹曲面、所述螺纹铣削包络面构建干涉误差模型;
10.通过所述干涉误差模型对所述加工所得螺纹模型进行修正,直到铣刀刃形轮廓的干涉误差满足工件的精度要求。
11.所述利用所述标准螺纹曲面、所述螺纹铣削包络面构建干涉误差模型,包括:
12.利用基准平面分别与所述标准螺纹曲面、所述螺纹铣削包络面依次相交,分别得到标准螺纹牙型轮廓曲线、实际螺纹牙型轮廓曲线,并且根据这两条曲线构建干涉误差模型。
13.所述构建干涉误差模型,包括:
14.设标准螺纹曲面为lwm
t
;螺纹铣削包络面为blm;基准平面为xoz;
15.则螺纹铣削包络面blm与基准平面xoz相交,得到螺纹铣刀加工包络线blx为:
[0016][0017]
式中,螺纹铣刀自转角度θ是关于时间t和螺纹铣刀牙型轮廓高度zm的函数,即:θ(t,zm)=-arcsin[rc×
sin(ω
×
t)/rm(zm)];i为x方向上的单位向量;k为z方向上的单位向量;ω螺纹铣刀公转角速度;rm为螺纹铣刀刃形轮廓曲线;rc为铣削加工轨道半径,t为时间。
[0018]
螺纹铣刀加工包络线blx由一个个曲线簇组成,设螺纹铣刀刃形轮廓曲线为rm(zm),则rm(zm)上的每一个点都对应着螺纹铣刀加工包络线blx上的一个曲线簇;通过实际螺纹牙型轮廓曲线gsx与任一所述曲线簇相切,得到gsx的表达式,因此用blx求偏导,令其行列式等于零推导而出:
[0019]
其中,f(zm)为时间t关于轴向方向上的量zm的表达式,blx(t,zm)为螺纹铣刀加工包络线blx关于时间t与轴向方向上的量zm的表达式。
[0020]
将f(zm)回代到blx(t,zm)消去t,可得到实际螺纹牙型轮廓曲线gsx为:
[0021]
gsx(zm)=blx(f(zm),zm);
[0022]
通过标准螺纹曲线lw
t
与实际螺纹牙型轮廓曲线gsx之间的径向和轴向距离,即到螺纹铣削加工过程中的径向和轴向干涉误差er、ez,分别为:
[0023]er
(z)=gsx(z)-lw
t
(z);
[0024]ez
(z)=z-z
*
;
[0025]
gsx(z)=lw
t
(z
*
);
[0026]
其中,z为轴向上任意一点的值;z
*
为当lw
t
(z
*
)等于gsx(z)时lw
t
(z
*
)所对应的轴向方向上的值;gsx(z)为实际螺纹牙型轮廓曲线gsx在z点时对应的径向方向的r值;lw
t
(z)为标准螺纹曲线在z点时对应的径向方向的r值;lw
t
(z
*
)标准螺纹曲线lw
t
在z
*
时对应的径向方向的值r
*
。进一步得到其干涉误差e、平均干涉误差最大干涉误差e
max
,分别为。
[0027]
e=ersin15
°
;
[0028][0029]emax
=max(e);
[0030]
所述的基于干涉误差补偿的铣刀刃形轮廓修正方法,其特征在于,所述根据标准螺纹牙型参数,构建标准螺纹曲面,得到标准螺纹模型,包括:
[0031]
以径向方向作为r轴,轴向方向作为z轴,建立xoz坐标系;
[0032]
根据待加工工件所需尺寸,以一个螺距为单位,在二维牙型轮廓曲线中的拐点以及单位曲线的起始点与终点分别建立至少6个特征点;
[0033]
在xoz坐标系中,依据二维螺纹牙型轮廓连接任意相邻的两个特征点,形成分段函数r
t
(z
t
),即r
t
(z
t
)为标准螺纹牙型二维轮廓曲线方程;
[0034]
基于梯形螺纹牙型轮廓z
t
与径向坐标r
t
构建标准螺纹牙型轮廓模型lw
t
为:
[0035]
lw
t
(z
t
)=[r
t
(z
t
),z
t
]
t
;
[0036]
通过标准螺纹牙型曲线r
t
(z
t
)绕内螺纹中心轴的旋转运动,以及同步的z轴向进给运动得到标准螺纹曲面lqm
t
的参数表达,即
[0037][0038]
其中,td为螺纹旋向;户为螺纹的螺距;θ为螺纹牙型轮廓绕内螺纹中心轴的旋转角度;r(θ)为坐标转换矩阵,其表达式为:
[0039]
其中,θ为螺纹牙型轮廓绕内螺纹中心轴的旋转角度。
[0040]
所述的基于干涉误差补偿的铣刀刃形轮廓修正方法,所述根据生产需要,构建螺纹铣刀刃形轮廓曲线,得到螺纹铣刀旋转轮廓面lwmm,进而得到螺纹铣削包络面为blm,包括:
[0041]
设立至少6个特征点,并通过任2个相邻的所述特征点相连建立螺纹铣刀刃形轮廓曲线rm(zm),则螺纹铣刀初始刃形轮廓lwm,的数学模型为:
[0042]
lwm(zm)=[rm(zm),zm]
t
;
[0043]
将螺纹铣刀刃形轮廓曲线rm(zm)绕刀具主轴做旋转运动可生成螺纹铣刀旋转轮廓面lwmm,为:
[0044]
lwmm(θ,zm)=r(θ)[rm(zm),0,zm]
t
;式中,θ为螺纹铣刀的自转角度;
[0045]
铣削加工轨道半径rc为:
[0046]
其中,d2和d2分别是螺纹中径和螺纹铣刀中径;
[0047]
当螺纹铣刀绕螺母中心轴的公转角速度ω可根据每齿进给量f
t
计算得到
[0048][0049]
式中,mm为螺纹铣削方式;nf为螺纹铣刀齿数;f
t
为每齿进给量;p螺距;rc铣削加工轨道半径;ω为铣刀的自转角速度,根据主轴转速vn计算得到,即:
[0050][0051]
在内螺纹坐标系o-xyz中,螺纹铣刀加工轨迹mc的参数方程为:
[0052]
td为螺纹旋向;
[0053]
在内螺纹参考坐标系中建立螺纹铣刀加工包络曲面blm为:
[0054]
blm(t,θ,zm)=mc(t) lwmm(θ,zm);
[0055]
其中,zm为铣刀轴向方向上的量。
[0056]
所述的基于干涉误差补偿的铣刀刃形轮廓修正方法,其特征在于,所述通过所述干涉误差模型对所述加工所得螺纹模型进行修正,包括:
[0057]
获取实际螺纹牙型轮廓曲线gsx上除加工圆角区域外任一点的加工干涉误差,将该加工干涉误差与精度要求作比较,包括:
[0058]
若不满足精度要求,则计算刃形轮廓的特征点的干涉误差,得到干涉误差后分解为径向上的干涉误差与轴向上的干涉误差,通过轴向上的干涉误差回代到对应特征点进行修正;
[0059]
将所有的特征点进行修正以后,再连点成线的形成新的刃形轮廓曲线,并将所述新的刃形轮廓曲线通过通过所述干涉误差模型再次进行修正,直到满足加工精度要求。
[0060]
所述的基于干涉误差补偿的铣刀刃形轮廓修正方法,其特征在于:
[0061]
通过下式计算刃形轮廓的特征点的干涉误差,并进行修正:
[0062]
其中,为迭代n次后特征点n
mn
的坐标;ez为轴向干涉误差;为第n-1次后的特征点n
mn
的轴向坐标。
[0063]
一种基于干涉误差补偿铣刀刃形轮廓的螺纹铣刀修正系统,基于上述的基于干涉误差补偿的铣刀刃形轮廓修正方法,包括:
[0064]
基础参数设置模块,用于收集所述铣削螺纹孔径、螺距以及螺纹旋向数据;并基于以上数据,绘制出标准螺纹牙型轮廓曲线以及初始铣刀刃形轮廓曲线;
[0065]
仿真过程模块,与所述基础参数设置模块进行数据交互,用于根据所述标准螺纹牙型轮廓曲线和初始铣刀刃形轮廓曲线分别得到标准螺纹模型、加工所得螺纹模型以及干涉误差模型:
[0066]
刃形轮廓修正模块,与所述仿真过程模块进行数据交互,用于通过所述干涉误差模型对所述加工所得螺纹模型进行修正,直到满足工艺误差要求。
[0067]
一种电子装置,包括:
[0068]
存储介质,用于存储计算机程序,
[0069]
处理单元,与所述存储介质进行数据交换,用于在修正铣刀刃形轮廓时,通过所述处理单元执行所述计算机程序,进行如上所述的基于干涉误差补偿的铣刀刃形轮廓修正方法的步骤。
[0070]
一种计算机可读存储介质:
[0071]
所述计算机可读存储介质内存储有计算机程序;
[0072]
所述计算机程序在运行时,执行如上所述的基于干涉误差补偿的铣刀刃形轮廓修正方法的步骤。
[0073]
本发明的有益效果至少包括:
[0074]
本发明所述的方法,针对刀具中心线与内螺纹轴线平行时产生极大的螺纹廓形误差的现状,首先,根据标准螺纹牙型参数,构建标准螺纹曲面,得到标准螺纹模型;再根据生产需要,构建螺纹铣刀刃形轮廓曲线,得到螺纹铣削包络面,获取加工所得螺纹模型;然后,利用所述标准螺纹曲面、所述螺纹铣削包络面构建干涉误差模型;最后,通过所述干涉误差模型对所述加工所得螺纹模型进行修正,直到铣刀刃形轮廓的干涉误差满足工件的精度要求;本发明所述的方法不仅能够快速得出满足精度要求的铣刀刃形轮廓尺寸,同时该方法适用性广,不管螺距、孔径和孔深的多少,还是不同的螺纹形状都可利用本发明进行修正,提升加工精度。
附图说明
[0075]
图1为本发明所述系统的系统框图;
[0076]
图2为梯形螺纹形状尺寸示意图;
[0077]
图3为基础参数设置模块示意图;
[0078]
图4为标准螺纹与铣刀牙型轮廓曲线对比图;
[0079]
图5为标准螺纹螺旋面示意图;
[0080]
图6为切削包络面的示意图;
[0081]
图7为干涉模型示意图;
[0082]
图8为修正后的误差示意图;
[0083]
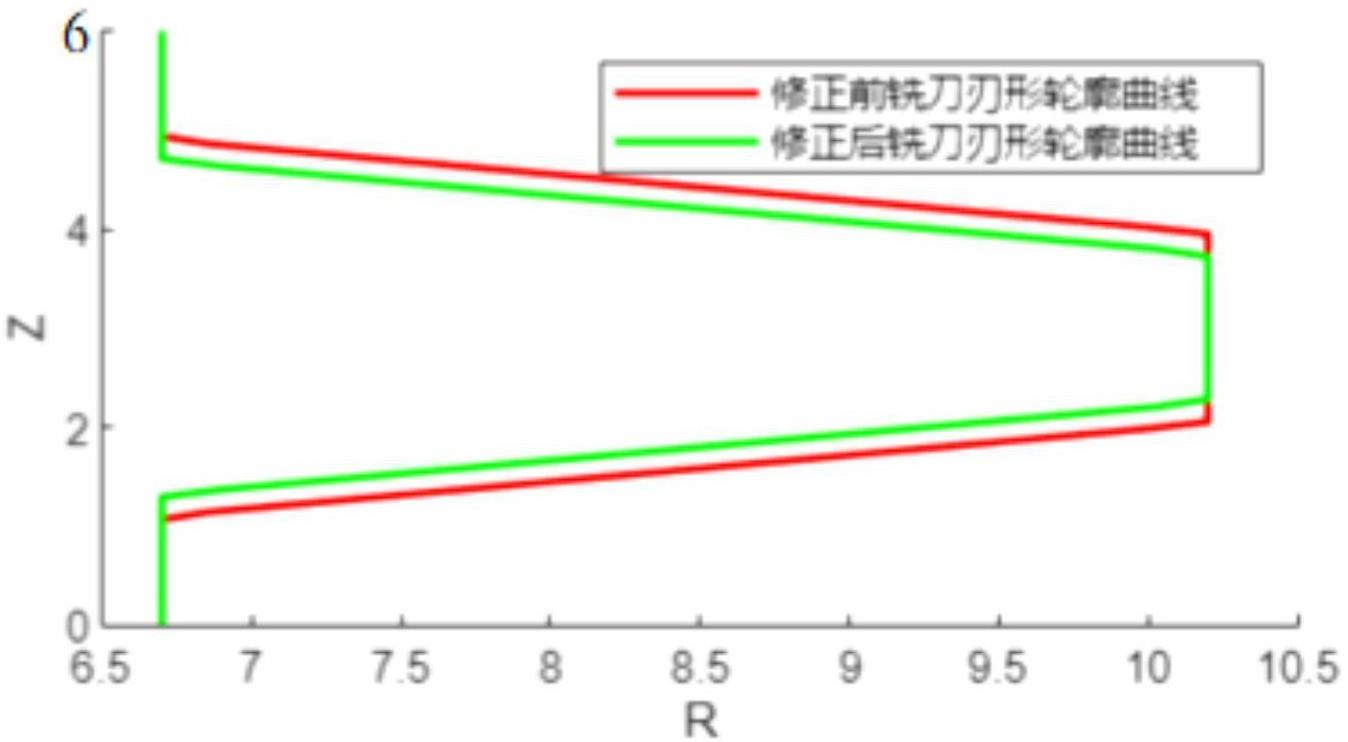
图9为修正前后铣刀刃形轮廓对比图;
[0084]
图10为利用本发明所述方法进行实际加工的流程图;
[0085]
图11为本发明所述方法与传统方法效率值对比图;
[0086]
图12为本发明所述方法与传统方法最大轮廓误差对比图。
具体实施方式
[0087]
下面结合附图对本技术进行进一步的说明。
[0088]
为解决现有技术的问题,本实施例中所述的一种基于干涉误差补偿的铣刀刃形轮廓修正方法,包括如下步骤:
[0089]
步骤一:根据国家标准的螺纹牙型参数,构建标准螺纹牙型曲线,进而构建标准螺纹曲面,并且在数学建模软件中进行数学建模,从而得到标准螺纹模型;
[0090]
步骤二:构建加工所得螺纹模型:根据国家标准的螺纹牙型参数,构建初始螺纹铣刀刃形轮廓曲线,进一步构建螺纹铣削包络面,在数学建模软件中进行数学建模,得到加工所得螺纹模型;
[0091]
步骤三:构建干涉误差模型:构建基准平面分别与标准螺纹曲面和螺纹铣削包络面相交得到两者的截面曲线,即标准螺纹牙型轮廓曲线和实际螺纹牙型轮廓曲线,根据这两条曲线构建干涉误差模型;
[0092]
步骤四:根据步骤三构建的干涉误差模型对原铣刀刃形轮廓进行修正,再重复步骤一至三,求其修正后的干涉误差模型,再对铣刀刃形轮廓进行修正,直到其干涉误差满足工件的精度要求。
[0093]
具体的,在构建标准螺纹模型时,主要包括标准螺纹牙型曲线和标准螺纹曲面的构建,其中标准螺纹牙型曲线的构建,需要先据国家标准的梯形螺纹轮廓尺寸及形状设立特征点,再连点成线,形成标准螺纹牙型曲线;而标准螺纹曲面,则是标准螺纹曲线绕着轴线、沿着螺旋线累加而成。
[0094]
在构建加工所得螺纹模型时,主要包括初始的铣刀刃形轮廓曲线、铣刀自转曲面和螺纹铣削包络面的构建,其中初始铣刀刃形轮廓曲线是根据国家标准的尺寸及形状设立特征点,再连点成线而成;铣刀自转曲面则是需要通过铣刀刃形轮廓曲面绕着铣刀轴线旋转,即乘以对应铣刀轴线的转动矩阵;而螺纹铣削包络面则是铣刀自转曲面沿着刀具加工轨迹逐步累加而成。
[0095]
在构建干涉误差模型时,主要包括基准平面的构建、标准螺纹牙型轮廓曲线和实
际螺纹牙型轮廓曲线的构建以及干涉误差模型的构建;其中基准平面可以是过轴线且与轴向方向平行的任一平面;标准螺纹牙型曲线通过基准平面与标准螺纹曲面相交直接获得,而实际螺纹牙型轮廓曲线却无法从基准平面与螺纹铣削包络面相交直接得出,因为基准平面与螺纹铣削包络面相交得出的是一条条包络曲线,通过对这一条条包络曲线求切线,综合得到实际螺纹牙型轮廓曲线;干涉误差模型的构建是通过标准螺纹牙型轮廓曲线和实际螺纹牙型轮廓曲线对比求偏差,同时为了方便铣刀刃型轮廓的修正,根据几何关系把干涉误差分解成径向上的干涉误差与轴向上的干涉误差。
[0096]
上述的包络曲线求切线,在数学建模软件中,如matlab软件,可进一步简化,即基准平面与螺纹铣削包络面相交得出交点,筛选出最外侧的点,通过拟合曲线生成实际螺纹牙型轮廓曲线,大大提高了运算效率。
[0097]
上述的铣刀刃形轮廓的修正是根据干涉误差修正的,而干涉误差可分为径向上的干涉误差与轴向上的干涉误差,其中,径向上的干涉误差可通过调节刀具加工轨道半径消除,而轴向方向上的干涉误差则需要对铣刀的两个侧刃进行修正,同时,为了方便铣刀刃形轮廓的修正加工,刀刃由直线构成,无圆弧或曲线;因此,在干涉误差模型中在两侧各两特征点计算其径向的干涉误差补偿到刀刃出对应的位置上形成新的刀刃,再新的刀刃构建干涉误差模型直到干涉误差满足精度要求,从而实现铣刀刃形轮廓的修正。
[0098]
上述的铣刀刃形轮廓修正循环过程中,由于在实际螺纹牙型轮廓的牙根部分出现加工圆角,大大影响加工精度,因此刀具轨道半径需对加工圆角做出对应的补偿,即在径向方向上进一步铣深到加工圆角不干涉到螺旋传动副使用,同时,铣刀刀刃也需做出对应调整。
[0099]
本实施例进一步对上述步骤进行详细说明:
[0100]
具体实施例i:
[0101]
步骤一:根据国家标准的螺纹牙型参数,构建标准螺纹牙型曲线,进而构建标准螺纹曲面,并且在数学建模软件中进行数学建模,从而得到标准螺纹模型,包括:
[0102]
以径向方向作为r轴,轴向方向作为z轴,建立xoz坐标系;;
[0103]
根据待加工工件所需尺寸,以一个螺距为单位,在二维牙型轮廓曲线中的拐点以及单位曲线的起始点与终点分别建立至少6个特征点;
[0104]
在xoz坐标系中,依据二维螺纹牙型轮廓连接任意相邻的两个特征点,形成分段函数r
t
(z
t
),即r
t
(z
t
)为标准螺纹牙型二维轮廓曲线方程;
[0105]
基于梯形螺纹牙型轮廓z
t
与径向坐标r
t
构建标准螺纹牙型轮廓模型lw
t
为:
[0106]
lw
t
(z
t
)=[r
t
(z
t
),z
t
]
t
ꢀꢀꢀꢀꢀꢀꢀ
(1)
[0107]
通过标准螺纹牙型曲线r
t
(z
t
)绕内螺纹中心轴的旋转运动,以及同步的z轴向进给运动得到标准螺纹曲面lqm
t
的参数表达,即
[0108][0109]
其中,td为螺纹旋向;户为螺纹的螺距;θ为螺纹牙型轮廓绕内螺纹中心轴的旋转角度;r(θ)为坐标转换矩阵,其表达式为:
[0110][0111]
其中,θ为螺纹牙型轮廓绕内螺纹中心轴的旋转角度
[0112]
步骤二:构建加工所得螺纹模型:根据国家标准的螺纹牙型参数,构建初始螺纹铣刀刃形轮廓曲线,进一步构建螺纹铣削包络面,在数学建模软件中进行数学建模,得到加工所得螺纹模型,包括:
[0113]
至少6个特征点,并通过任2个相邻的所述特征点相连建立螺纹铣刀刃形轮廓曲线rm(zm),则螺纹铣刀初始刃形轮廓lwm,的数学模型为:
[0114]
lwm(zm)=[rm(zm),zm]
t
ꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0115]
将螺纹铣刀刃形轮廓曲线rm(zm)绕刀具主轴做旋转运动可生成螺纹铣刀旋转轮廓面lqmm,为:
[0116]
lwmm(θ,zm)=r(θ)[rm(zm)0,zm]
t
ꢀꢀꢀꢀ
(5)
[0117]
式中,θ为螺纹铣刀的自转角度;
[0118]
铣削加工轨道半径rc为:
[0119][0120]
其中,d2和d2分别是螺纹中径和螺纹铣刀中径;
[0121]
当螺纹铣刀绕螺母中心轴的公转角速度ω可根据每齿进给量f
t
计算得到
[0122][0123]mm
为螺纹铣削方式;nf为螺纹铣刀齿数;f
t
为每齿进给量;p螺距;rc铣削加工轨道半径;ω为铣刀的自转角速度,根据主轴转速vm计算得到,即:
[0124][0125]
在内螺纹坐标系o-xyz中,螺纹铣刀加工轨迹mc的参数方程为:
[0126][0127]
其中,td为螺纹旋向;
[0128]
在内螺纹参考坐标系中建立螺纹铣削包络面为blm为:
[0129]
blm(t,θ,zm)=mc(t) lwmm(θ,zm)
ꢀꢀꢀꢀꢀꢀ
(10)
[0130]
其中,zm为铣刀轴向方向上的量。
[0131]
步骤三:构建干涉误差模型:构建基准平面分别与标准螺纹曲面和螺纹铣削包络面相交得到两者的截面曲线,即标准螺纹牙型轮廓曲线和实际螺纹牙型轮廓曲线,根据这两条曲线构建干涉误差模型,包括:
[0132]
设标准螺纹曲面为lwm
t
;螺纹铣削包络面为blm;基准平面为xoz;
[0133]
则螺纹铣削包络面blm与基准平面xoz相交,得到螺纹铣刀加工包络线blx为:
[0134][0135]
式中,螺纹铣刀自转角度θ是关于时间t和螺纹铣刀牙型轮廓高度zm的函数,
[0136]
即:θ(t,zm)=-arcsin[rc×
sin(ω
×
t)/rm(zm)]
ꢀꢀꢀꢀꢀꢀ
(12)
[0137]
i为x方向上的单位向量;k为z方向上的单位向量;ω螺纹铣刀公转角速度;rm为螺纹铣刀刃形轮廓曲线;rc为铣削加工轨道半径,t为时间。
[0138]
螺纹铣刀加工包络线blx由一个个曲线簇组成,设螺纹铣刀刃形轮廓曲线为rm(zm),则rm(zm)上的每一个点都对应着螺纹铣刀加工包络线blx上的一个曲线簇;通过实际螺纹牙型轮廓曲线gsx与任一所述曲线簇相切,得到gsx的表达式,因此用blx求偏导,令其行列式等于零推导而出:
[0139][0140]
其中,f(zm)为时间t关于轴向方向上的量zm的表达式;blx(t,zm)为螺纹铣刀加工包络线blx关于时间t与轴向方向上的量zm的表达式。
[0141]
实际螺纹牙型轮廓曲线gsx的获得方式是:
[0142]
gsx(zm)=blx(f(zm),zm)
ꢀꢀꢀꢀꢀ
(14)
[0143]
通过标准螺纹曲线lw
t
与实际螺纹牙型轮廓曲线gsx之间的径向和轴向距离,
[0144]
即到螺纹铣削加工过程中的径向和轴向干涉误差er、ez,分别为:
[0145]ez
(z)=gsx(z)-lw
t
(z)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(15)
[0146]ez
(z)=z-z
*
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(16)
[0147]
gsx(z)=lw
t
(z
*
)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(17)
[0148]
其中,z为轴向上任意一点的值;z
*
为当lw
t
(z
*
)等于gsx(z)时lw
t
(z
*
)所对应的轴向方向上的值;gsx(z)为实际螺纹牙型轮廓曲线gsx在z点时对应的径向方向的r值;lw
t
(z)为标准螺纹曲线在z点时对应的径向方向的r值;lw
t
(z
*
)标准螺纹曲线lw
t
在z
*
时对应的径向方向的值r
*
。进一步得到其干涉误差e、平均干涉误差最大干涉误差e
max
,分别为。
[0149]
e=ersin15
°ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(18)
[0150][0151]emax
=max(e)
ꢀꢀꢀꢀ
(20)
[0152]
步骤四:根据步骤三构建的干涉误差模型对原铣刀刃形轮廓进行修正,再重复步骤一至三,求其修正后的干涉误差模型,再对铣刀刃形轮廓进行修正,直到其干涉误差满足工件的精度要求,包括:
[0153]
首先,获取实际螺纹牙型轮廓gsx上除加工圆角区域外任一点的加工干涉误差,将该加工干涉误差与精度要求作比较,若不满足精度要求,则计算刃形轮廓的特征点的干涉误差,得到干涉误差后分解为径向上的干涉误差与轴向上的干涉误差,通过轴向上的干涉误差回代到对应特征点进行修正,具体为:
[0154]
通过下式计算刃形轮廓的特征点的干涉误差,并进行修正:
[0155][0156]
其中,为迭代n次后特征点n
mn
的坐标;ez为轴向干涉误差;为第n-1次后的特征点n
mn
的轴向坐标。
[0157]
最后,将所有的特征点进行修正以后,再连点成线的形成新的刃形轮廓曲线,并将所述新的刃形轮廓曲线通过通过所述干涉误差模型再次进行修正,直到满足加工精度要求。
[0158]
具体实施例ii:
[0159]
本发明还提供一种实施例:
[0160]
如图1,一种基于干涉误差补偿铣刀刃形轮廓的螺纹铣刀修正系统,基于具体实施例i中所述的基于干涉误差补偿的铣刀刃形轮廓修正方法,包括:基础参数设置模块100、仿真过程模块200以及刃形轮廓修正模块300;其中,基础参数设置模块100用于收集所述铣削螺纹孔径、螺距以及螺纹旋向数据;并基于以上数据,绘制出标准螺纹牙型轮廓曲线以及初始铣刀刃形轮廓曲线;仿真过程模块200与所述基础参数设置模块100进行数据交互,用于根据所述标准螺纹牙型轮廓曲线和初始铣刀刃形轮廓曲线分别得到标准螺纹模型、加工所得螺纹模型以及干涉误差模型:刃形轮廓修正模块300与所述仿真过程模块200进行数据交互,用于通过所述干涉误差模型对所述加工所得螺纹模型进行修正,直到满足工艺误差要求。
[0161]
具体案例:
[0162]
以梯形螺纹滑动螺旋副内螺纹铣削刀具刃形轮廓的修正为例,梯形螺纹具体尺寸形状如图2所示,根据国标gb/t 5796.3-2005,选螺距为6mm,公称直径为30mm的梯形螺纹,在matlab软件上根据上述的数学建模流程进行运算复现,并组合成一个梯形螺纹铣刀修正程序。如图3所示,首先需要在基础参数设置模块中输入对应螺纹参数,即根据国标gb/t 5796.3-2005中选用型号螺纹对应的大径、小径、中径,齿顶间隙等参数;同时设定好加工工艺参数,如主轴转速、每齿进给量、齿数、加工轨道半径等参数,然后生成该型号对应的标准螺纹牙型轮廓曲线与初始铣刀刃形轮廓曲线,可根据标准螺纹牙型曲线而定。如图4所示,在基础参数设置模块100中生成轮廓曲线之后,可在仿真过程模块200,以梯形螺纹作为铣削目标,如图5,为三维的标准螺纹螺旋面,所述螺旋面是根据曲线沿螺纹的螺旋线累加而成的,导程为6,即一个螺距;图6为铣刀加工所得的螺纹铣削包络面,由每一时刻铣刀旋转面组合而成;该初始铣刀刃形轮廓曲线下对应干涉误差,是基于标准螺纹螺旋面与螺纹铣削包络面,通过xoz平面在二分之一螺距至二分之三螺距处的标准螺纹螺旋面与螺纹铣削包络面分别截取标准螺纹牙型轮廓曲线与加工所得螺纹模型中的螺纹牙形曲线,再根据具体实施例i中的公式15~17得到该范围内每一点的干涉误差,继而得到其干涉模型;如图7,在干涉模型示意图中,可以看出干涉误差主要分布在螺纹齿形的两侧,所以在后续的铣刀修正也主要针对铣刀的侧刃进行修正。
[0163]
在建立干涉误差模型之后,计算干涉误差模型的最大干涉误差以及平均干涉误差,记录于干涉误差记录表中;同时以平均干涉误差对照输入的目标精度,如达不到目标精度,则分别求出两侧刃的平均干涉误差,然后分别对对应的侧刃进行修正,具体为通过把干涉分解为径向上的误差以及轴向上的误差,以轴向方向上的干涉误差去修正两侧刀刃,然
后再以新的刃形轮廓建立新的干涉误差模型,再跟目标精度作比较,直到满足目标精度为止,如图8所示。在本实施例中,所选型号螺纹铣刀刃形轮廓经过两次迭代,得到满足目标精度的铣刀刃形轮廓,其加工所得螺纹轮廓线如图9修正后误差示意图所示,两相对比可以清晰观察除了齿底部分有明显的加工圆角以外,两曲线基本重合,平均干涉误差为0.7μm,,同时在修正前后铣刀刃形轮廓对比图可以看出铣刀轮廓的修正主要集中侧刀刃,把刀刃整体修窄,从实现梯形螺纹少干涉铣刀刃修正。
[0164]
程序具体流程如图10所示,首先在基础参数设置模块100内设置螺纹参数、加工工艺参数,生成标准螺纹牙型曲线以及铣刀刃形轮廓曲线,值得注意的是,初始的铣刀刃形轮廓曲线根据标准螺纹牙型曲线的参数生成,两者之间的差异只有径向方向上的位置差异;然后根据上述1-10公式的建模过程,生成标准螺纹螺旋面与螺纹铣削包络面;由于上述11-14公式的实际螺纹牙型曲线过程,计算量过大,为了简化程序、减少程序运算时间,本实施例使用了拟合曲线法生成实际螺纹牙型轮廓曲线,该方法主要分为三步,首先使用基准平面截取螺纹铣削包络面,得到两者的交点,然后基于matlab软件自带的boundary函数,选取出交点中较外侧的点,最后,基于这些较外侧的点拟合成曲线,从而得到实际螺纹牙型轮廓曲线;如图11,经过验证,程序优化前后结果基本一致,但程序运行时间却缩短了一至两分钟;然后为干涉误差模型的建立以及结果的记录,根据上述15-20公式建立干涉误差模型,并将最大干涉误差以及平均干涉误差记录;对除加工圆角区域的外干涉误差与目标精度进行对比,如满足精度目标,则输出目标铣刀刃形轮廓,如不满足精度目标,则根据上一步所得干涉误差,对特征点坐标进行修正如公式21,但由于实际螺纹牙型轮廓曲线存在,所以刀刃处两个特征点无法测得具体的干涉误差值,根据图2所示螺纹牙型结构所示,加工圆角的为处于齿顶间隙ac,鉴于此,在实际螺纹牙型轮廓曲线(d1/2-ac)处取两点作为刀刃替代特征点,在完成所有特征点修正后,再沿着新的侧刃,算出新的刀刃处的两个特征点,然后生成新的铣刀刃形轮廓,进入下一个循环,直到满足精度要求为止。
[0165]
在输出目标铣刀刃形轮廓之后,即可根据该目标铣刀刃形轮廓之得到具体的铣刀刃形轮廓形状尺寸,设计并制造新的梯形螺纹铣刀,分别使用修正前的铣刀,修正后的铣刀、以及普通的数控车削的方法加工螺距6毫米、孔深50毫米的梯形螺纹,其加工时间、与加工误差如图12所示,修正后刀具在加工梯形螺纹既满足了精度要求又提升了加工效率,实现梯形螺纹螺旋副内螺纹高效,高精度铣削加工。
[0166]
具体实施例iii:
[0167]
本发明还提供以下实施例:
[0168]
一种电子装置,包括:存储介质和处理单元;其中,存储介质,用于在进行铣刀刃形轮廓修正时,通过所述处理单元执行所述计算机程序,进行如具体实施例i所述的基于干涉误差补偿的铣刀刃形轮廓修正方法的步骤。
[0169]
一种计算机可读存储介质,所述计算机可读存储介质内存储有计算机程序;所述计算机程序在运行时,执行如具体实施例i所述的基于干涉误差补偿的铣刀刃形轮廓修正方法的步骤。
[0170]
在本发明中,计算机可读的存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。而在本发明中,计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机
可读的程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括但不限于:无线、电线、光缆、rf等等,或者上述的任意合适的组合。
[0171]
以上公开的仅为本发明的几个具体实施场景,但是,本发明并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。上述本发明序号仅仅为了描述,不代表实施场景的优劣。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
