1.本发明涉及一种工具用钢材及其制造方法,详细地涉及一种具有改善的热处理性的工具用钢材及其制造方法。
背景技术:
2.众所周知,通常在钢材的物理性能中,硬度和加工性是难以兼具的物理性能。这是因为,钢材的强度的增加引发硬度的增加,但当钢材的强度增加时,钢材的加工性显示出变差的特性。
3.在用于制造工具用部件的工具用钢材的情况下,制成部件形状时需要优异的加工性,另一方面,最终加工后的部件需要高硬度以确保耐磨特性和耐冲击特性等。特别地,在用于制造工具用部件的工具用钢材的情况下,为了确保一定水平以上的硬度和强度,主要利用含有相对大量的碳(c)的钢材,因此不容易确保所期望的水平的加工性。
4.在工具用钢材的情况下,通常利用以下方法:通过球化退火确保钢材的加工性后加工成部件形状,然后通过淬火在钢材中引入马氏体组织以确保硬度。球化退火是为了将层状珠光体中的板状的渗碳体制成球型而在高温下加热的热处理,为了确保所期望的水平的加工性,需要长时间。工业上主要利用在a1温度以下长时间保持的方法,但在高温下长时间的热处理必然会伴随着经济性和生产性的降低。
5.专利文献1提出了一种通过非退火冷轧在具有层状珠光体组织的钢板中促进渗碳体的球化的方法,但专利文献1的钢板的碳(c)的含量仅为0.6重量%以下的水平,因此不能提供适于工具用钢材的硬度。专利文献2提出了一种在a1正上方的温度下进行一次退火热处理后在约650℃的温度下进行二次退火热处理以控制球化碳化物组织的方法,但如上所述的加热条件在常规的加热炉中难以实现。
6.因此,需要研究和开发一种具有适用于工具的硬度的同时具有改善的球化退火的热处理性的钢材。
7.(现有技术文献)
8.(专利文献1)日本公开专利公报2005-133199a(2005年05月26日公开)
9.(专利文献2)日本公开专利公报2006-257449a(2006年09月28日公开)
技术实现要素:
10.要解决的技术问题
11.根据本发明的的一个方面,可以提供一种钢材及其制造方法,所述钢材包含0.8重量%以上的碳(c),从而确保高硬度特性的同时具有改善的球化退火的热处理性,从而适用于工具。
12.本发明要解决的的技术问题并不限定于上述内容。本领域技术人员容易从本说明书的全部内容中理解本发明附加的要解决的技术问题。
13.技术方案
14.根据本发明的一个方面的工具用钢材中,以重量%计,可以包含:碳(c):0.8-1.0%、硅(si):0.1-0.3%、锰(mn):0.3-0.5%、铬(cr):0.1-0.3%、磷(p):0.03%以下、硫(s):0.005%以下、余量的铁(fe)和不可避免的杂质,所述工具用钢材包含珠光体作为基体组织,在厚度中心部中,{100}《011》至{223}《110》晶向组的极密度平均值为1.8以上,{332}《113》晶向的极密度为2.0以上,其中,所述厚度中心部表示观察钢材的截面时的相对于钢材厚度(t,mm)的3/8t至5/8t范围内的区域。
15.根据本发明的一个方面的工具用钢材中,以重量%计,可以包含:碳(c):0.8-1.0%、硅(si):0.1-0.3%、锰(mn):0.3-0.5%、铬(cr):0.1-0.3%、磷(p):0.03%以下、硫(s):0.005%以下、余量的铁(fe)和不可避免的杂质,所述工具用钢材包含珠光体作为基体组织,在长度方向的截面中的珠光体块(block)的平均长短轴比为1.41:1以上。
16.根据本发明的一个方面的制造工具用钢材的方法可以包括以下步骤:在1000-1300℃的温度范围内,将板坯进行再加热,以重量%计,所述板坯包含:碳(c):0.8-1.0%、硅(si):0.1-0.3%、锰(mn):0.3-0.5%、铬(cr):0.1-0.3%、磷(p):0.03%以下、硫(s):0.005%以下、余量的铁(fe)和不可避免的杂质;在850-1150℃的温度范围内,将再加热的所述板坯进行热轧;以及将热轧的所述钢材以30-50%的压下率进行非退火冷轧。
17.上述技术问题的解决方案并没有全部列出本发明的特征,可以通过参考以下具体实施方案来更详细地理解本发明的各种特征及其优点和效果。
18.有益效果
19.根据本发明的一个方面,可以提供一种钢材及其制造方法,所述钢材具有高硬度特性,并且具有改善的球化退火的热处理性,从而适用于工具。
20.本发明的效果并不限于上述内容,可以解释为包括本领域技术人员可以从以下记载的内容中推导的技术效果。
附图说明
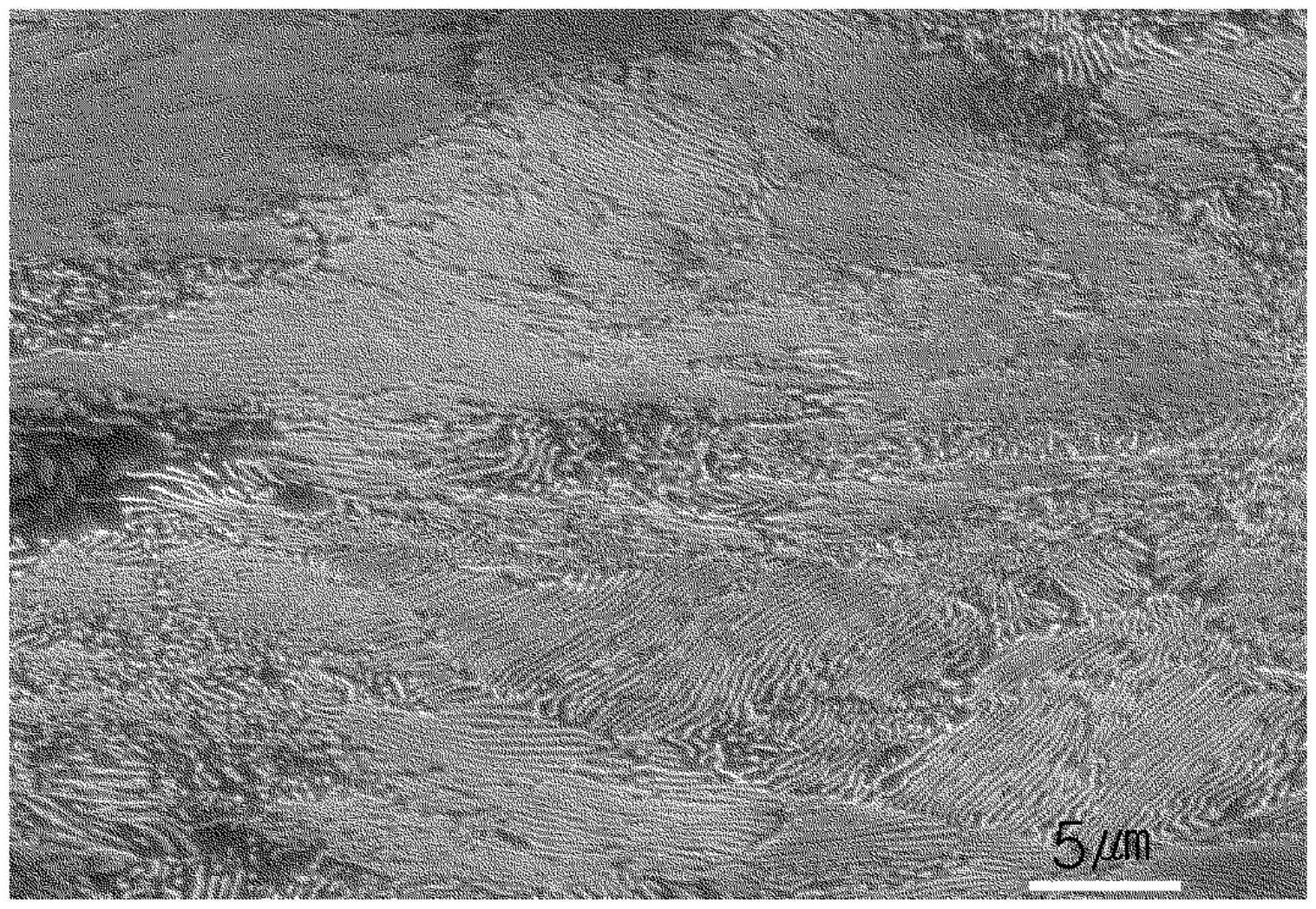
21.图1是用扫描电子显微镜观察非退火冷轧的试片1的截面的照片。
22.图2是用扫描电子显微镜观察球化热处理后的试片1的截面的照片。
23.最佳实施方式
24.本发明涉及一种工具用钢材及其制造方法,以下对本发明的优选的具体实施方案进行说明。本发明的具体实施方案可以变形为各种形式,不应解释为本发明的范围受限于以下说明的具体实施方案。本具体实施方案是为了向本领域技术人员更详细地说明本发明而提供的。
25.以下,对根据本发明的一个方面的工具用钢材进行更详细的说明。
26.在本发明的工具用钢材中,以重量%计,可以包含:碳(c):0.8-1.0%、硅(si):0.1-0.3%、锰(mn):0.3-0.5%、铬(cr):0.1-0.3%、磷(p):0.03%以下、硫(s):0.005%以下、余量的铁(fe)和不可避免的杂质,所述工具用钢材可以包含珠光体作为基体组织,在厚度中心部中,{100}《011》至{223}《110》晶向组的极密度平均值可以为1.8以上,{332}《113》晶向的极密度可以为2.5以上。
27.其中,所述厚度中心部表示观察钢材的截面时的相对于钢材厚度(t,mm)的3/8t至5/8t范围内的区域。
28.以下,对本发明的合金组成进行更详细的说明。以下,除非另有特别说明,否则与合金组成有关记载的%表示重量%。
29.碳(c):0.8-1.0%
30.碳(c)是代表性的淬透性提高元素,在本发明中,所述碳(c)是为了确保淬火后的硬度而必须添加的元素。因此,在本发明中,为了如上所述的效果,可以包含0.8%以上的碳(c)。优选的碳(c)含量可以超过0.8%,更优选的碳(c)含量可以为0.82%以上。另一方面,当钢中的碳(c)含量超过一定范围时,钢中的渗碳体的分数过高,可能促进脆性断裂,因此本发明中可以将碳(c)含量的上限限制为1.0%。优选的碳(c)含量可以小于1.0%,更优选的碳(c)含量可以为0.98%以下。
31.硅(si):0.1-0.3%
32.硅(si)是有助于提高钢的强度的成分,因此本发明中可以包含0.1%以上的硅(si)以实现如上所述的效果。优选的硅(si)含量的下限可以为0.12%,更优选的硅(si)含量的下限可以为0.15%。但是,当钢中的硅(si)含量超过一定范围时,冷轧性变差,而且热处理时脱碳的可能性增加,并且在钢材的表面上可能会引发氧化皮缺陷的增加,因此本发明中可以将硅(si)含量的上限限制为0.3%。优选的硅(si)含量的上限可以为0.28%,更优选的硅(si)含量的上限可以为0.25%。
33.锰(mn):0.3-0.5%
34.锰(mn)是一种不仅有助于提高淬透性,而且有助于通过固溶强化有效地提高材料的强度的元素。此外,锰(mn)与钢中的硫(s)结合并以mns的形式析出,因此可以有效地防止硫(s)引起的红热脆性。本发明中可以包含0.3%以上的锰(mn)以实现如上所述的效果。优选的锰(mn)含量的下限可以为0.32%,更优选的锰(mn)含量的下限可以为0.35%。但是,当钢中的锰(mn)含量超过一定范围时,不仅冷轧性变差,而且可能会发生中心偏析导致加工性降低的问题,本发明中可以将锰(mn)含量的上限限制为0.5%。优选的锰(mn)含量的上限可以为0.48%,更优选的锰(mn)含量的上限可以为0.45%。
35.铬(cr):0.1-0.3%
36.铬(cr)与锰(mn)一样是有助于有效地提高淬透性的元素。因此,在本发明中,为了如上所述的效果,可以包含0.1%以上的铬(cr)。优选的铬(cr)含量的下限可以为0.13%,更优选的铬(cr)含量的下限可以为0.16%。但是,当钢中的铬(cr)含量超过一定范围时,不仅冷轧性可能会降低,而且由于热处理而使渗碳体的分解延迟,存在即使通过球化退火也无法完成碳化物的球化的可能性。因此,本发明中可以将铬(cr)含量的上限限制为0.3%。优选的铬(cr)含量的上限可以为0.28%,更优选的铬(cr)含量的上限可以为0.25%。
37.磷(p):0.03%以下(包括0%)
38.钢中的磷(p)是代表性的杂质元素,但也是不大幅损害成型性的同时确保强度的最有利的元素。但是,当添加过多的磷(p)时,脆性断裂可能性增加,在热轧过程中可能会引发板坯的板断裂,而且镀覆钢板的表面特性可能会大幅降低。因此,本发明中可以将磷(p)含量的上限限制为0.03%。
39.硫(s):0.005%以下(包括0%)
40.硫(s)是钢中不可避免地引入的杂质元素,优选尽可能将硫(s)的含量控制在低水平。特别地,钢中的硫(s)可能会引发红热脆性,因此本发明中可以将硫(s)含量的上限限制
30小时。其中,碳化物的球化完成条件是指碳化物的长短轴比为1.2以下的球型的碳化物数量为整个碳化物的数量的90%以上,更优选可以是指95%以上。当球化率小于90%时,由于未完成球化的针状的碳化物,加工性可能会明显降低。当球化退火温度低于650℃时,由于低温,难以进行碳化物的球化,并且碳化物的球化可能会需要过长的时间。另一方面,当球化退火温度超过700℃时,碳化物的尺寸变得粗大,在相界中容易产生裂纹,因此加工性可能会变差。
48.以下,对根据本发明的一个方面的制造工具用钢材的方法进行更详细的说明。
49.根据本发明的一个方面的制造工具用钢材的方法可以包括以下步骤:将板坯进行再加热后热轧以提供热轧钢板,以重量%计,所述板坯包含:碳(c):0.8-1.0%、硅(si):0.1-0.3%、锰(mn):0.3-0.5%、铬(cr):0.1-0.3%、磷(p):0.03%以下、硫(s):0.005%以下、余量的铁(fe)和不可避免的杂质;以及以30-50%的压下率将所述热轧钢板进行非退火冷轧,以机械分节所述热轧钢板中包含的珠光体的渗碳体。
50.板坯的再加热和热轧
51.可以在准备具有规定的合金组成的含量的板坯后进行板坯的再加热。本发明的板坯的合金组成对应于上述钢材的合金组成,因此用对上述钢材的合金组成的说明代替对本发明的板坯合金组成的说明。此外,本发明的板坯再加热温度可以应用通常的板坯再加热中应用的条件,但作为非限制性的实例,本发明的板坯再加热温度可以为1000-1300℃的范围。
52.可以在850-1150℃的温度范围内对再加热的板坯进行热轧以提供热轧钢材。当热轧温度过高时,由于微细组织的粗大化,存在可能无法确保所期望的物理性能的问题,因此本发明中可以将热轧温度范围的上限限制为1150℃。另一方面,当热轧温度低于一定水平时,可能会存在过度的轧制负荷的问题,因此本发明中可以将热轧温度的下限限制为850℃。
53.可以在600-650℃的温度范围内将热轧的钢材进行收卷。当收卷温度过高时,不仅珠光体组织中的渗碳体的厚度变厚,而且收卷后的相变可能会导致发生形状不良,因此本发明中可以将收卷温度的上限限制为650℃。另一方面,当收卷温度小于一定水平时,强度过高,收卷后的工艺中可能会发生板断裂,因此本发明中可以将收卷温度的下限限制为600℃。此外,在下述碳化物分节步骤中,为了防止材质偏差导致发生板断裂,可以将热轧卷板的全长的长度方向的温度偏差控制在20℃以下。
54.非退火冷轧
55.在将收卷的钢材开卷后,可以根据开卷的钢材的表面质量选择性地应用酸洗工艺,然后向钢材施加机械外力,从而可以机械分节碳化物(板状的渗碳体)。向钢材施加机械外力的方法只要是可以分节板状的渗碳体的方法,则任何方法也无妨,但优选可以应用冷轧。在本发明中,为了区别于用于制造冷轧钢板的常规的冷轧,将用于碳化物的机械分节的冷轧称为非退火冷轧。在非退火冷轧时渗碳体的有效的分节和珠光体的有效的伸长方面,可以将冷轧压下率限制为30-50%的范围。
56.在本发明的情况下,向热轧钢材施加机械外力来分节板状的渗碳体,因此可以有效地提高后续进行的球化退火中的球化效率。即,在本发明中,在大量分布微细分节的碳化物的状态下开始球化退火,因此可以在相对短的时间内有效地球化碳化物。
具体实施方式
57.以下,通过实施例对本发明进行更具体的说明。但是,需要注意的是,以下实施例仅用于例示本发明以进行更详细的说明,并不用于限制本发明的权利范围。
58.(实施例)
59.在准备具有表1的合金组成的板坯后,在1200℃的温度范围内进行加热,在950℃的温度范围内进行热轧,并在850℃以上完成热轧,从而制造各热轧钢板。
60.[表1]
[0061][0062]
之后,在表2的条件下进行非退火冷轧以制造最终试片,根据以下基准评价非退火冷轧时的轧制性,并一同记载于表2中。利用扫描电子显微镜测量非退火冷轧的各试片的厚度中心部(3/8t至5/8t的区域)的晶向组极密度,并将其值一同记载于表2中。表2中的极密度1表示{100}《011》至{223}《110》晶向组的极密度平均值,极密度2表示{332}《113》晶向的极密度。此外,利用扫描电子显微镜观察各试片的长度方向的截面中的珠光体块,并将由此计算的珠光体块的平均长短轴比一同记载于表2中。此外,根据iso6508测量各试片的表面硬度,将利用其测量的洛氏硬度(hrb)一起记载于表2中。
[0063]
《轧制性的评价方法》
[0064]
合格(ok):冷轧时不存在板断裂和边缘部的裂纹,或者产生边缘部的裂纹但具有小于10mm的尺寸的边缘裂纹的长度中可以进行轧制至最终目标厚度的情况
[0065]
不合格(ng):冷轧时产生板断裂或边缘部的裂纹,产生10mm以上的边缘裂纹,或者产生五处以上的小于10mm的边缘裂纹的情况
[0066]
[表2]
[0067]
[0068]
对于各试片,在表3的条件下进行球化退火。此时,球化退火时间共同应用15小时。在完成球化退火后,利用扫描电子显微镜观察各试片的截面处的碳化物,利用长短轴比为1.2以下的碳化物的数量相对于整个碳化物的数量的数量比判断球化率。对于球化退火后的试片,以1kg的载荷、10秒的保持时间按压试片表面以测量维式硬度,并将其值一同记载于表3中。
[0069]
此外,在对各试片进行冲裁测试后,通过立体光学显微镜测量冲压面的毛刺(bur)高度,利用具有曲率半径r的夹具,将厚度为t的试片沿轧制方向的垂直方向弯曲90度,然后判断表面是否产生裂纹,并测量不产生裂纹的最小曲率半径值以进行90度弯曲评价,将其值一同记载于表3中。
[0070]
并且,对于各试片,进行以表3的淬火温度加热后快速冷却的淬火,根据iso6508的洛氏硬度试验c氧化皮评价方法测量各试片的表面硬度,并一同记载于表3中。
[0071]
[表3]
[0072][0073]
如表1至表3所示,可以确认满足本发明的合金组成和工艺条件的试片同时具有优异的硬度特性和加工性,但不满足本发明的合金组成或工艺条件中的任一种的试片不能同时兼具优异的硬度特性和加工性。
[0074]
以上,通过实施例对本发明进行了详细的说明,但与其不同的形式的实施例也是可能的。因此,权利要求的技术思想和范围不限于实施例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。