1.本公开涉及在被切削材料的切削加工中使用的切削刀具、旋转工具及切削加工物的制造方法。
背景技术:
2.作为在对金属等被切削材料进行切削加工时使用的旋转工具,例如已知专利文献1所述的钻头。专利文献1所述的钻头具有切割边缘(切削刃)、前刀面及螺旋排屑槽(排出槽)。在使旋转的钻头与被切削材料接触而实施开孔加工时,由切削刃产生的切屑在前刀面弯曲,经由排出槽而向被切削材料的外部排出。
3.在先技术文献
4.专利文献
5.专利文献1:日本国特表2019-501787号公报
技术实现要素:
6.不限定的一例的切削刀具具有沿着旋转轴从第一端朝向第二端延伸的主体。所述主体具有位于所述第一端这侧的切削刃、从所述切削刃朝向所述第二端延伸的前刀面、以及从所述前刀面朝向所述第二端延伸的排出槽。所述前刀面具有:第一面区域,其与所述切削刃连接且具有第一前角;第二面区域,其位于比所述第一面区域靠近所述第二端的位置且具有第二前角;以及第三面区域,其位于比所述第二面区域靠近所述第二端的位置且具有第三前角。所述排出槽位于比所述第二面区域靠近所述第二端的位置。所述第三面区域相对于所述排出槽在所述旋转轴的旋转方向的后方且所述主体的外周这侧相邻。所述第二前角比所述第一前角小,所述第三前角比所述第二前角小。
附图说明
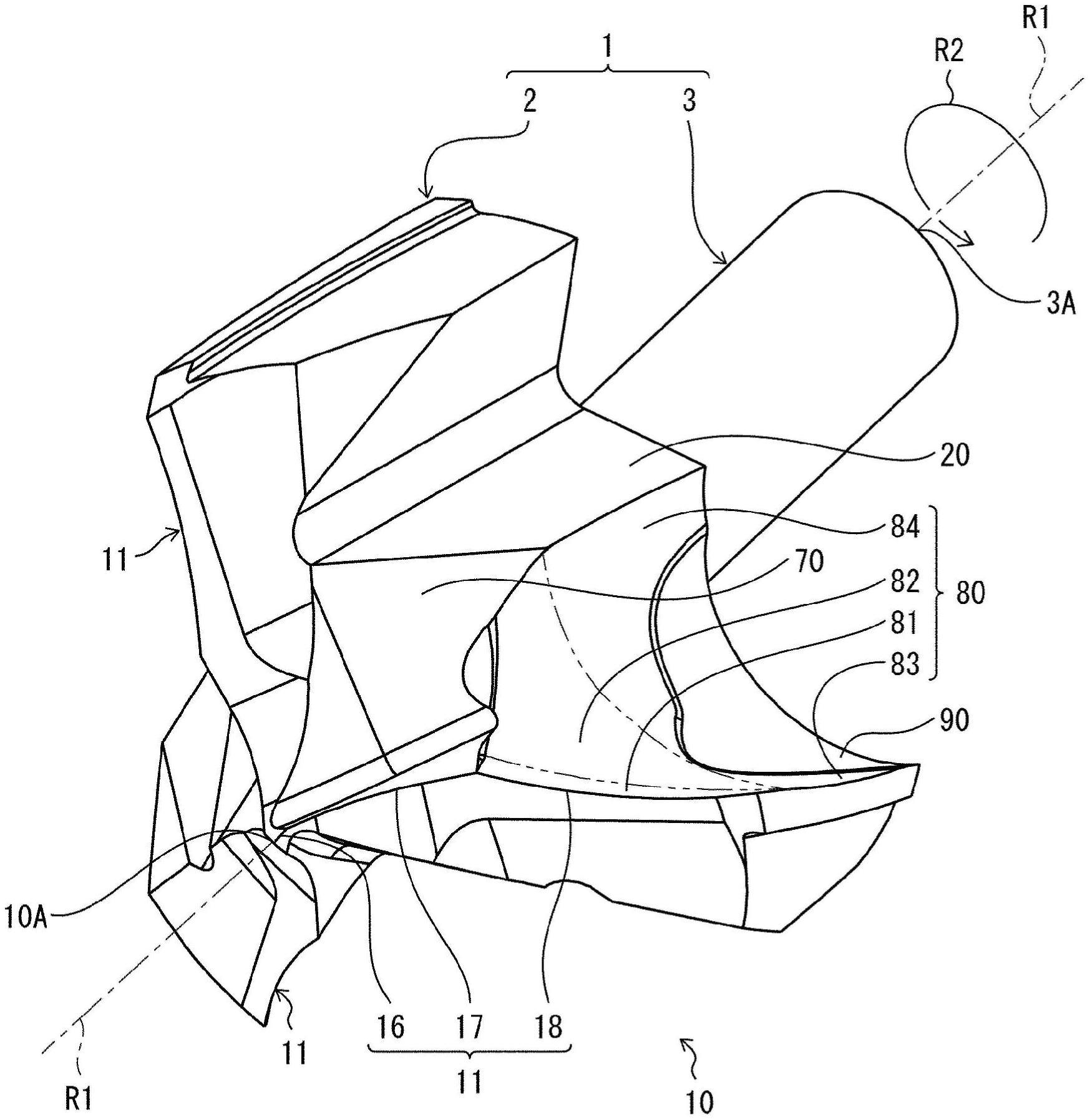
7.图1是本公开的不限定的实施方式中的切削刀具的立体图。
8.图2是从第一端这侧观察图1所示的切削刀具时的主视图。
9.图3是从图2所示的a1方向观察图1所示的切削刀具时的侧视图。
10.图4是从图2所示的a2方向观察图1所示的切削刀具时的俯视图。
11.图5是图2的v-v线的向视剖视图。
12.图6是图2的vi-vi线的向视剖视图。
13.图7是图2的vii-vii线的向视剖视图。
14.图8是图4的viii-viii线的向视剖视图。
15.图9是图4的ix-ix线的向视剖视图。
16.图10是图4的x-x线的向视剖视图。
17.图11是表示本公开的不限定的实施方式中的旋转工具的立体图。
18.图12是在图11所示的旋转工具中将第一端侧的前端部分放大的放大图。
19.图13是表示本公开的不限定的实施方式中的切削加工物的制造方法的工序的一例的简要图。
具体实施方式
20.以下,关于本公开的不限定的实施方式的切削刀具(以下也仅称作刀具)、旋转工具及切削加工物的制造方法,使用附图来详细说明。不过,以下参照的各图为了便于说明,仅将为了说明实施方式而需要的主要构件简化示出。因此,刀具及旋转工具可能具备本说明书参照的各图中未示出的任意的结构构件。另外,各图中的构件的尺寸并不忠实地表示实际的结构构件的尺寸及各构件的尺寸比率等。
21.(1.刀具的简要)
22.首先,使用图1~图4来说明实施方式的刀具1的简要情况。图1是刀具1的立体图。图2是从第一端10a这侧观察刀具1时的主视图。图3是从图2所示的a1方向观察刀具1时的侧视图。图4是从图2所示的a2方向观察刀具1时的俯视图。
23.如图1~4所示那样,本例中的刀具1具备:主体2,其沿着旋转轴r1从第一端10a朝向第二端3a延伸,且位于第一端10a这侧;以及轴部3,其位于第二端3a这侧。
24.刀具1在主体2中的第一端10a这侧形成有切削部10。切削部10在后述的切削加工(开孔加工)中是与作为加工对象的被切削材料t(参照图13)接触的部位,是在切削加工中具有主要的作用的部位。关于具有切削部10的主体2的详细情况见后述。
25.刀具1在切削被切削材料时能够以旋转轴r1为中心旋转,在图1等中在旋转轴r1的周围示出的箭头r2示出了刀具1的旋转方向。将沿着旋转轴r1的方向上的切削部10的端部(即刀具1的前端)称作第一端10a,将沿着旋转轴r1的方向上的轴部3的远离切削部10的一侧的端部(即刀具1的后端)称作第二端3a。
26.轴部3沿着旋转轴r1延伸。轴部3在将刀具1安装于后述的刀柄102(参照图11、图12)时,能够用作通过与设置于刀柄102的卡槽111嵌合固定而被刀柄102约束的部位。
27.轴部3的大小并不特别限定,在与旋转轴r1正交的方向上的轴部3的最大宽度也可以设定为例如3~10mm程度。另外,轴部3的沿着旋转轴r1的方向(长度方向)的尺寸也可以设定为例如3~10mm程度。
28.主体2的大小也并不特别限定,在与旋转轴r1平行地从第一端10a侧主视主体2、并且绘出以旋转轴r1为中心点而与主体2的外缘相切的假想圆的情况下,该假想圆的直径也可以设定为例如10~40mm程度。另外,主体2的在沿着旋转轴r1的方向上从第一端10a到主体2的后端(主体2与轴部3之间的连接部)的尺寸也可以设定为例如5~20mm程度。
29.刀具1中的主体2及轴部3可以分别分体形成并彼此接合,另外,也可以一体形成。
30.(2.用语的定义)
31.在本说明书中,“平坦”或“平面”这样的记载意图是指,不是能够视觉辨认的级别的曲面、或不具有能够视觉辨认的级别的凹凸。因此,记载为“平坦”或“平面”的面也可以容许在刀具1的制造中不可避免的程度的凹凸。具体而言,也可以具有例如50μm左右的表面粗糙度的凹凸。另外,“旋转轴”也能够表现为通过(i)第一端10a和(ii)轴部3的第二端3a的面的中心或大致中心的直线(中心线、中心轴)。
32.另外,图2的主视图是从第一端10a这侧观察刀具1时的图。将与旋转轴r1平行地从
第一端10a这侧观察刀具1表现为主视。
33.另外,图3的侧视图及图4的俯视图是从与旋转轴r1垂直的方向观察刀具1时的图。将从与旋转轴r1垂直的方向观察刀具1表现为侧视。
34.(3.刀具的详细情况)
35.在以往的钻头(例如参照专利文献1)中,尝试在前刀面将切屑控制为期望的形状。另一方面,由于要将切屑控制为期望的形状,从而存在切屑的流动的方向变得不稳定的可能性。具体而言,切屑不朝向排出槽流动而去往钻头的外周方向(外部的方向),由此存在被切削材料的加工面(加工后的孔的内壁)产生损伤的可能性。
36.本公开的一方案中的切削刀具是能够容易使切屑朝向排出槽流动的结构。
37.关于刀具1的详细情况,使用图1~10来进行说明。图5~7分别是图2的v-v线、vi-vi线、vii-vii线的向视剖视图。图8~10分别是图4的viii-viii线、ix-ix线、x-x线的向视剖视图。v-v线、vi-vi线、vii-vii线分别在从第一端10a这侧观察刀具1的情况下与切削刃11正交。
38.在图4中示出的v-v线、vi-vi线及vii-vii线是为了使图5~7所示的向视剖视图容易理解而参照用。图5~7所示的截面是与旋转轴r1平行的截面,但并非与图4所示的侧视时的平面垂直的截面(参照图2)。与此相对,图8~10所示的截面是与旋转轴r1平行且与图4所示的侧视时的平面垂直的截面。
39.如图1~10所示那样,刀具1的主体2具有位于第一端10a这侧的切削刃11、从切削刃11朝向第二端3a延伸的前刀面80、以及从前刀面80朝向第二端3a延伸的排出槽90。前刀面80可以从切削刃11朝向第二端3a这侧延伸,排出槽90可以从前刀面80朝向第二端3a这侧延伸。主体2可以具有位于第二端3a这侧的端面2a,也可以具有排出槽90与端面2a交叉的棱线。
40.切削刃11也可以具有从旋转轴r1的位置(即第一端10a的位置)朝向切削部10的外周延伸的横刃16、从横刃16朝向外周延伸的修磨刃17、以及从修磨刃17朝向外周延伸的主切削刃18。切削部10也可以具有从修磨刃17朝向第二端3a(第二端3a这侧)延伸的修磨面70。
41.前刀面80从主切削刃18朝向第二端3a延伸,使在切削刃11产生的切屑弯曲。因前刀面80而弯曲了的切屑朝向排出槽90流动。前刀面80也可以具有第一面区域81、第二面区域82、第三面区域83及第四面区域84。
42.如图1、4所示那样,第一面区域81也可以是与主切削刃18连接且与形成有主切削刃18的棱线的形状对应地平缓弯曲的形状的面。
43.第二面区域82与第一面区域81连接并且位于比第一面区域81靠近第二端3a的位置,且与第三面区域83、第四面区域84及排出槽90连接。第二面区域82相对于第一面区域81倾斜。第二面区域82与第一面区域81之间的边界12也可以在侧视下随着接近主体2的外周而趋向第二端3a的方向倾斜延伸。
44.另外,第二面区域82也可以是在与旋转轴r1正交的截面中具有平缓向下凸出弯曲的形状(凹曲线形状)的面。第二面区域82可以是在沿着旋转轴r1的方向上具有直线状的形状的面,也可以是具有平缓向下凸出弯曲的形状的面。
45.第三面区域83位于比第二面区域82靠近第二端3a的位置、并且相对于排出槽90在
旋转轴r1的旋转方向的后方且与主体2的外周接近的一侧相邻。换言之,第三面区域83是由第二面区域82、排出槽90、以及位于前刀面80与主体2的外周面相交的位置的棱线l1包围的部分。
46.第三面区域83相对于第二面区域82倾斜。在侧视主体2的情况下,第二面区域82与第三面区域83之间的边界23通过排出槽90中的距第一端10a最近的端部、且与旋转轴r1正交而延伸。第三面区域83具有比第二面区域82小的前角,详细情况见后述。因此,由切削刃11产生的切屑的宽度方向上的端部容易与第三面区域83接触。
47.第四面区域84位于比第二面区域82靠近第二端3a的位置,并且相对于排出槽90在旋转轴r1的旋转方向的前方相邻。第四面区域84相对于第二面区域82倾斜。第四面区域84与抵接面20连接,该抵接面20在将刀具1安装于后述的刀柄102时与刀柄102的固定爪部105(参照图12)抵接。第四面区域84是具有以随着从排出槽90趋向抵接面20而立起的方式弯曲的形状的弯曲面。
48.排出槽90位于比第二面区域82靠近第二端3a的位置。将排出槽90与前刀面80之间的边界称作边界98。排出槽90也可以是随着接近第二端3a而趋向旋转方向r2的后方的螺旋形状。在该情况下,在排出槽90与前刀面80之间的边界形成有棱线,因此该棱线相当于边界98。排出槽90从将自前刀面80流过来的切屑顺滑地朝向第二端3a这侧排出的观点出发,在与旋转轴r1正交的截面中也可以是凹曲线形状。
49.在本例的刀具1中,如图5~7所示那样,将第一面区域81的前角设为第一前角θ1,将第二面区域82的前角设为第二前角θ2,将第三面区域83的前角设为第三前角θ3。
50.在此,前角能够在主视的情况下与成为对象的切削刃11的部分正交、并且与旋转轴r1平行的截面(例如图2所示的v-v线、vi-vi线、vii-vii线的截面)中定义。并且,例如在图5~7所示的截面中,能够由与旋转轴r1平行的假想直线y1和前刀面80中的第一面区域81~第四面区域84各自所成的角来定义。即,假想直线y1与第一面区域81所成的角为第一前角θ1,假想直线y1与第二面区域82所成的角为第二前角θ2,假想直线y1与第三面区域83所成的角为第三前角θ3。在图5~7中,权宜地将假想直线y1的高度位置适当变更而示出。
51.例如,在图5所示的截面中第一面区域81的线的斜率恒定(第一前角θ1恒定)的情况下,能够基于通过第一面区域81的任意的点的假想直线y1与该点处的第一面区域81的斜率来得到第一前角θ1的值。
52.另一方面,在图5所示的截面中,例如可能有如下情况:第一面区域81的线的斜率不恒定,第一面区域81的线与假想直线y1所成的角根据假想直线y1的高度位置而变化。在该情况下,使假想直线y1的高度位置变化而第一面区域81的线与假想直线y1所成的角中的最大值为第一前角θ1。
53.关于第一面区域81~第三面区域83各自的前角的大小,在同一截面中进行比较。这是因为,例如在图5~7所示那样的多个截面各自中,第一前角θ1的绝对值可能彼此变化。
54.在图5~7所示的截面中,前角的角度的值以假想直线y1为基准来决定。即,在图5~7所示的截面中,使与假想直线y1平行的直线的角度为0
°
。并且,将相对于假想直线y1向顺时针方向倾斜的直线与假想直线y1所成的锐角的角度设为正的值,将相对于假想直线y1向逆时针方向倾斜的直线与假想直线y1所成的锐角的角度设为负的值。
55.关于以上说明的前角的定义及比较多个前角的情况的规则,关于第二前角θ2及第
三前角θ3也是相同的。
56.本例的刀具1中,第二前角θ2比第一前角θ1小,第三前角θ3比第二前角θ2小。在此,“第三前角θ3比第二前角θ2小”也包括第二前角θ2为正的值且第三前角θ3为负的值的情况。
57.第一前角θ1与第二前角θ2之间的彼此的角度差例如可以为约1
°
,也可以为0.3
°
以上且10
°
以下的范围内。另外,第二前角θ2与第三前角θ3之间的彼此的角度差例如可以为约1
°
,也可以为0.3
°
以上且10
°
以下的范围内。约1
°
是指1
°±
0.1
°
。
58.在本例的刀具1中,起到以下这样的效果。即,当刀具1以旋转轴r1为中心旋转而与被切削材料接触时,由切削刃11切削被切削材料,由此沿着切削刃11形成被切削材料的切屑。如图4及图6所示那样,从主切削刃18的中央部分去往第二端3a这侧的切屑从第一面区域81经由第二面区域82而向排出槽90行进。
59.另外,切屑中的位于刀具1的外周附近的部分按第一面区域81、第二面区域82及第三面区域83的顺序行进。如图7所示那样,通过从第一面区域81到第三面区域83而前角以逐渐变小的方式变化,由此能够使切屑良好地打卷。
60.在此,在前刀面80上,对切屑的行进施加制动,切屑打卷。另一方面,在排出槽90中,排出槽90为随着接近第二端3a而趋向旋转方向r2的后方的螺旋形状,由此与前刀面80相比切屑容易顺滑地行进。
61.而且,如上所述,第三面区域83在旋转轴r1的旋转方向的后方且与主体2的外周接近的一侧与排出槽90相邻。由此,在本例的刀具1中,在刀具1的外周附近的部分切屑容易扭曲。因此,能够使切屑难以飞出到刀具1的外部,能够容易使切屑朝向排出槽90流动。
62.尤其是,在本例的刀具1中,第二前角θ2比第一前角θ1小,且第三前角θ3比第二前角θ2小。因此,第三面区域83及排出槽90所成的角容易变大,在刀具1的外周附近的部分切屑容易进一步扭曲。
63.本例的刀具1也可以换称作具有下述的结构。
64.主体2具有从切削刃11朝向第二端3a延伸的前刀面80和从前刀面80朝向第二端3a延伸的排出槽90。排出槽90中的位于第一端10a这侧的区域为朝向前刀面80凸出的形状。因此,前刀面80与排出槽90的边界98为朝向第一端10a(第一端10a这侧)凸出的形状。
65.另外,前刀面80的前角随着远离切削刃11而变小。因此,前刀面中的排出槽90及棱线l1所夹着的区域(第三面区域83)处的前角小于前刀面中的比排出槽90接近第一端10a的区域(第一面区域81及第二面区域82)处的前角。
66.另外,主体2也可以还具有抵接面20。抵接面20也可以相对于排出槽90位于旋转方向r2的前方、并且在将刀具1安装于后述的刀柄102时与刀柄102抵接。前刀面中的由排出槽90及抵接面20夹着的区域(第四面区域84)处的前角也可以小于前刀面中的比排出槽90接近第一端10a的区域(第一面区域81及第二面区域82)处的前角。
67.另外,刀具1也可以是,在侧视下前刀面80与排出槽90的边界98成为向第一端10a这侧突出的形状。即,边界98也可以朝向第一端10a(第一端10a这侧)凸出。将排出槽90中的向第一端10a这侧突出的部分称作突出槽部91。根据这样的结构,能够缩短从主切削刃18到排出槽90的距离。因此,能够使在边界98中的第二面区域82与排出槽90之间的边界部分流动的切屑(换言之在第三面区域83与第四面区域84之间流动的切屑)容易朝向排出槽90流动。
68.另外,在刀具1中,第三面区域83及第四面区域84也可以具有在与旋转轴r1正交并且与排出槽90、第三面区域83及第四面区域84交叉的截面(例如图9所示的截面)中第四面区域84的宽度w4比第三面区域83的宽度w3大的部分。在此,第四面区域84的宽度w4是将剖视的情况下的第四面区域84的2个端部(剖视的附图中与第四面区域84的表面对应的曲线的两端)连结的直线的长度。第三面区域83的宽度w3是将剖视的情况下的第三面区域83的2个端部(剖视的附图中与第三面区域83的表面对应的曲线的两端)连结的直线的长度(参照图9、10)。
69.通过设为这样的结构,从而切屑的排出性提高。在切屑从前刀面80向排出槽90流动时,切屑容易偏向前刀面80及排出槽90中的旋转方向r2的后方侧而流动。此时,排出槽90偏向前刀面80及排出槽90中的旋转方向r2的后方侧而配置,因此切屑容易向排出槽90流动。
70.如图9所示那样,在前刀面80与排出槽90的边界98中,排出槽90也可以相对于前刀面80凹陷。通过设为这样的结构,从而在切屑从前刀面80向排出槽90流动时,切屑不容易与排出槽90强烈接触。因此,容易避免排出槽90的磨损,且切屑的排出性提高。
71.刀具1也可以是,在与旋转轴r1正交并且与前刀面80交叉的第一截面(例如图8所示的截面)中前刀面80为凹曲线形状,并且在与旋转轴r1正交并且与排出槽90交叉的第二截面(例如图9所示的截面)中排出槽90为凹曲线形状。并且,上述第二截面中的排出槽90的曲率半径rc2也可以比上述第一截面中的前刀面80的曲率半径rc1小。换言之,上述第二截面中的排出槽90的曲率半径rc2也可以比上述第一截面中的第二面区域82的曲率半径rc1小。
72.通过设为这样的结构,从而在切屑从前刀面80向排出槽90流动时,容易减少切屑与排出槽90接触的面积。具体而言,在切屑从前刀面80向排出槽90流动时,切屑的至少一部分容易从排出槽90离开而流动。因此,容易避免排出槽90的磨损、且切屑的排出性提高。
73.本例的刀具1也可以换言之将具有下述的结构。
74.主体2具有从切削刃11朝向第二端3a延伸的前刀面80和从前刀面80朝向第二端3a延伸的排出槽90。排出槽90中的位于第一端10a这侧的区域为朝向前刀面80凸出的形状。因此,前刀面80与排出槽90的边界98为朝向第一端10a凸出的形状。
75.另外,前刀面80的前角随着远离切削刃11而变小。因此,前刀面中的由排出槽90及棱线l1夹着的区域(第三面区域83)处的前角小于前刀面中的比排出槽90接近第一端10a的区域(第一面区域81及第二面区域82)处的前角。
76.另外,主体2也可以还具有抵接面20。抵接面20也可以相对于排出槽90位于旋转方向r2的前方、并且在将刀具1安装于后述的刀柄102时与刀柄102抵接。前刀面中的由排出槽90及抵接面20夹着的区域(第四面区域84)处的前角也可以小于前刀面中的比排出槽90接近第一端10a的区域(第一面区域81及第二面区域82)处的前角。
77.(4.关于前刀面所具有的面区域)
78.关于前刀面80是否具有第一面区域81、第二面区域82及第三面区域83,也可以通过以下的步骤来评价。
79.首先,如图7所示的剖视图那样,示出在从第一端10a这侧观察刀具1的情况下与切削刃11正交、且与旋转轴r1平行、并且通过前刀面80中的由排出槽90及棱线l1夹着的部分
的截面。在该截面中,将前刀面80中的位于第一端10a这侧并与切削刃11连接的部分设为第一面区域81。而且,将该第一面区域81中的与切削刃11连接的部分处的前角设为第一前角θ1。
80.接着,在上述的截面中,将前刀面80中的位于第二端3a这侧且由排出槽90及棱线l1夹着的部分设为第三面区域83。而且,将该第三面区域83中的与排出槽90连接的部分处的前角设为第三前角θ3。
81.在此,也可以是,在第一面区域81与第三面区域83之间存在具有比第一前角θ1小且比第三前角θ3大的前角的面区域的情况下,将该面区域视作第二面区域82。
82.另外,关于前刀面80是否具有第一面区域81、第二面区域82及第四面区域84,也可以通过以下的步骤来评价。
83.首先,如图5所示的剖视图那样,示出在从第一端10a这侧观察刀具1的情况下与切削刃11正交、且与旋转轴r1平行、并且通过前刀面80中的由排出槽90及抵接面20夹着的部分的截面。在该截面中,将前刀面80中的位于第一端10a这侧且与切削刃11连接的部分设为第一面区域81。而且,将该第一面区域81中的与切削刃11连接的部分处的前角设为第一前角θ1。接着,在上述的截面中,将前刀面80中的位于第二端3a这侧且由排出槽90及抵接面20夹着的部分设为第四面区域84。
84.在此,也可以是,在第一面区域81与第四面区域84之间存在具有比第一前角θ1小的前角的面区域的情况下,将该面区域视作第二面区域82。
85.(4.旋转工具的结构)
86.接着,关于本公开的不限定的一例中的旋转工具100,使用图11、12来进行说明。图11是表示旋转工具100的立体图。图12是在旋转工具100中将第一端10a侧的前端部分放大了的放大图。
87.如图11、12所示那样,一例中的旋转工具100是刀具1与刀柄102形成为分体、且在刀柄102的前端部分安装有刀具1的所谓的刀具装夹型的钻孔机。旋转工具100具有旋转轴r1且以旋转轴r1为中心旋转。
88.本例中的旋转工具100是安装1个刀具1的单切刀型的钻孔机,但具备刀具1的旋转工具不限定于单切刀型的钻孔机。另外,旋转工具并不限定于针对被切削材料而沿着旋转轴r1的方向移动来进行开孔加工的钻孔机,也可以是能够一边旋转一边沿着任意的方向移动而对被切削材料进行旋转切削的工具。作为具备刀具1的旋转工具,例如可举出立铣刀及铣削工具等。
89.刀柄102也可以具有沿着旋转轴r1延伸的柄部103及主体104。柄部103也可以是沿着旋转轴r1延伸的棒形状,例如是由机床把持的部位。
90.主体104在侧面具有用于排出被切削物t的切屑的形成为螺旋状的排出槽110。
91.另外,主体104具有在前端侧开口的卡槽111,刀具1的轴部3安装于卡槽111。刀具1由省略图示的例如螺丝装配于刀柄102(主体104)。
92.主体104在刀具1侧的前端具有能够固定刀具1的固定爪部105。固定爪部105所具有的多个面中的1个面与刀具1的抵接面20抵接。排出槽110与刀具1的排出槽90连接。
93.《切削加工物的制造方法》
94.接着,使用图13来说明一例中的切削加工物的制造方法。图13是表示一实施方式
中的切削加工物的制造方法的工序的简要图。以下,说明使用旋转工具100来切削被切削物t而制作切削加工物u的方法。
95.一实施方式中的切削加工物u的制造方法也可以包括以下的工序。即,也可以包括:
96.(1)使旋转工具100旋转的工序;
97.(2)使旋转工具100与被切削材料t接触的工序;以及
98.(3)使旋转工具100离开被切削材料t的工序。
99.更具体而言,首先,如图13的附图标记1301所示的图那样,在旋转工具100的正下方准备被切削物t,使安装于机床的旋转工具100以旋转轴r1为中心旋转。作为被切削物t,可举出例如铝、碳素钢、合金钢、不锈钢、铸铁及有色金属等。
100.接着,如图13的附图标记1302所示的图那样,使旋转工具100与被切削物t接近,使旋转工具100与被切削材料t接触。由此,被切削材料t被刀具1所具有的切削刃11切削,形成加工孔v。切削后的被切削材料t的切屑从刀具1的排出槽90通过刀柄102的排出槽110并向外部排出。旋转工具100与被切削物t相对接近即可,其方法不特别限定。例如可以使旋转工具100朝向固定了的被切削物t移动,也可以使被切削物t相对于固定了的旋转工具100移动。
101.接下来,如图13的附图标记1303所示的图那样,使旋转工具100离开被切削材料t。由此,制作形成加工孔v的被切削物t即切削加工物u。
102.《变形例》
103.(a)在上述的实施方式中,说明了将刀具1与刀柄102组合而构成的所谓的刀具装夹型的旋转工具100。不过,旋转工具100的结构不限定于此,当然例如也可以是刀具1与刀柄102一体形成的所谓的一体固定型的旋转工具。
104.(b)关于刀具1,在前刀面80中,第一面区域81~第四面区域84中的相邻的区域的边界可以能够明确区分,也可以是边界不明确。即,刀具1也可以不具有明确的边界12及边界23。
105.〔附记事项〕
106.以上,关于本公开的发明,基于诸附图及实施例而进行了说明。然而,本公开的发明并不限定于上述的各实施方式。即,本公开的发明在本公开所示的范围内能够进行各种变更,将不同的实施方式中分别公开的技术的手段适当组合而得到的实施方式也包含于本公开的发明的技术范围中。即,需注意对于本领域技术人员而言,容易基于本公开而进行各种变形或修正。另外,需留意这些变形或修正包含于本公开的范围。
107.附图标记说明
108.1刀具
109.2主体
110.3轴部
111.10切削部
112.11切削刃
113.16横刃
114.17修磨刃
115.18主切削刃
116.20抵接面
117.70修磨面
118.80前刀面
119.81第一面区域
120.82第二面区域
121.83第三面区域
122.84第四面区域
123.90、110排出槽
124.91突出槽部
125.12、23、98边界
126.100旋转工具
127.102刀柄
128.103柄部
129.104主体
130.105固定爪部
131.111卡槽
132.rc1、rc2曲率半径
133.θ1第一前角
134.θ2第二前角
135.θ3第三前角
136.r1旋转轴
137.r2箭头(旋转方向)
138.y1假想直线。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。