1.本实用新型涉及金属板材加工技术领域,特别涉及一种金属板材加工用折弯装置。
背景技术:
2.折弯机是一种能够对薄板进行折弯的机器,现有的折弯机在使用的过程中,将需要折弯的薄板放置在工作台上,由折弯压板向下,与折弯槽共同配合将薄板进行折弯,液压折弯机由于其具有操作简单,成本低以及响应速度较快的优点。
3.但是在实际使用的过程中,刚刚折弯的金属在其自身的弹性恢复作用力下会有弹性形变,从而导致被弯折的金属板材与需要的角度存在一些偏差,导致其精确有所下降,所以在加工过程中需要对折弯过后的金属板材进行定型,提高其加工精度。
4.因此,有必要提供一种金属板材加工用折弯装置解决上述技术问题。
技术实现要素:
5.本实用新型的目的在于提供一种金属板材加工用折弯装置,以解决上述背景技术中现有的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种金属板材加工用折弯装置,包括支撑板和设置于支撑板顶部的支撑块,所述支撑块顶部设置有压槽,所述支撑块的顶端设置有用于对金属板材进行挤压的压头,所述支撑板的顶部位于支撑块一侧设置有定型块;
7.所述定型块内设置有贯通的定型槽,所述定型槽设置为u型,所述定型槽与支撑块上的压槽相对接,所述定型槽的顶部形成u型的凸起,所述凸起的两侧均活动设置有压轴,所述压轴与定型槽的弯折处相配合。
8.作为本实用新型的进一步方案,所述压轴的外侧圆周面上固定连接有导向杆,所述导向杆贯穿定型块并与定型块滑动连接,所述定型块的顶部沿着导向杆的方向开设有倾斜的圆孔,所述圆孔内部底端设置有弹簧。
9.作为本实用新型的进一步方案,所述导向杆的外侧固定套设有挡板,所述圆孔的顶部固定设置有盖板,所述导向杆贯穿盖板并与其滑动连接。
10.作为本实用新型的进一步方案,所述定型块的顶部设置有压块,所述压块的两侧设置为斜面且与导向杆的顶端相接触,所述压块的顶部两侧均设置有第一液压缸,所述第一液压缸的伸缩端与压块固定连接。
11.作为本实用新型的进一步方案,所述支撑块远离定型块的一侧设置有推板,所述推板的底部与压槽的底面相平齐,所述推板设置为l型,所述推板的外侧设置有气缸,所述气缸的伸缩端与推板固定连接。
12.作为本实用新型的进一步方案,所述定型块的顶面超出支撑块的顶面。
13.本实用新型所述的一种金属板材加工用折弯装置,本实用新型通过压块向下移动
对导向杆造成挤压时可以带动导向杆倾斜向下移动,从而带动压轴倾斜向下移动并挤压在金属板材的折弯处对其进行定型,随着金属板材的不断折弯,更多的金属板材被推送至定型槽内部进行定型,综上所述,此结构通过设置的定型块与定型槽,可以在对金属板材弯折之后进行定型,减小其因为弹性形变而导致的角度变化,从而使得金属弯折的角度更加精确,实用性强。
附图说明
14.下面结合附图和实施例对本实用新型进一步说明。
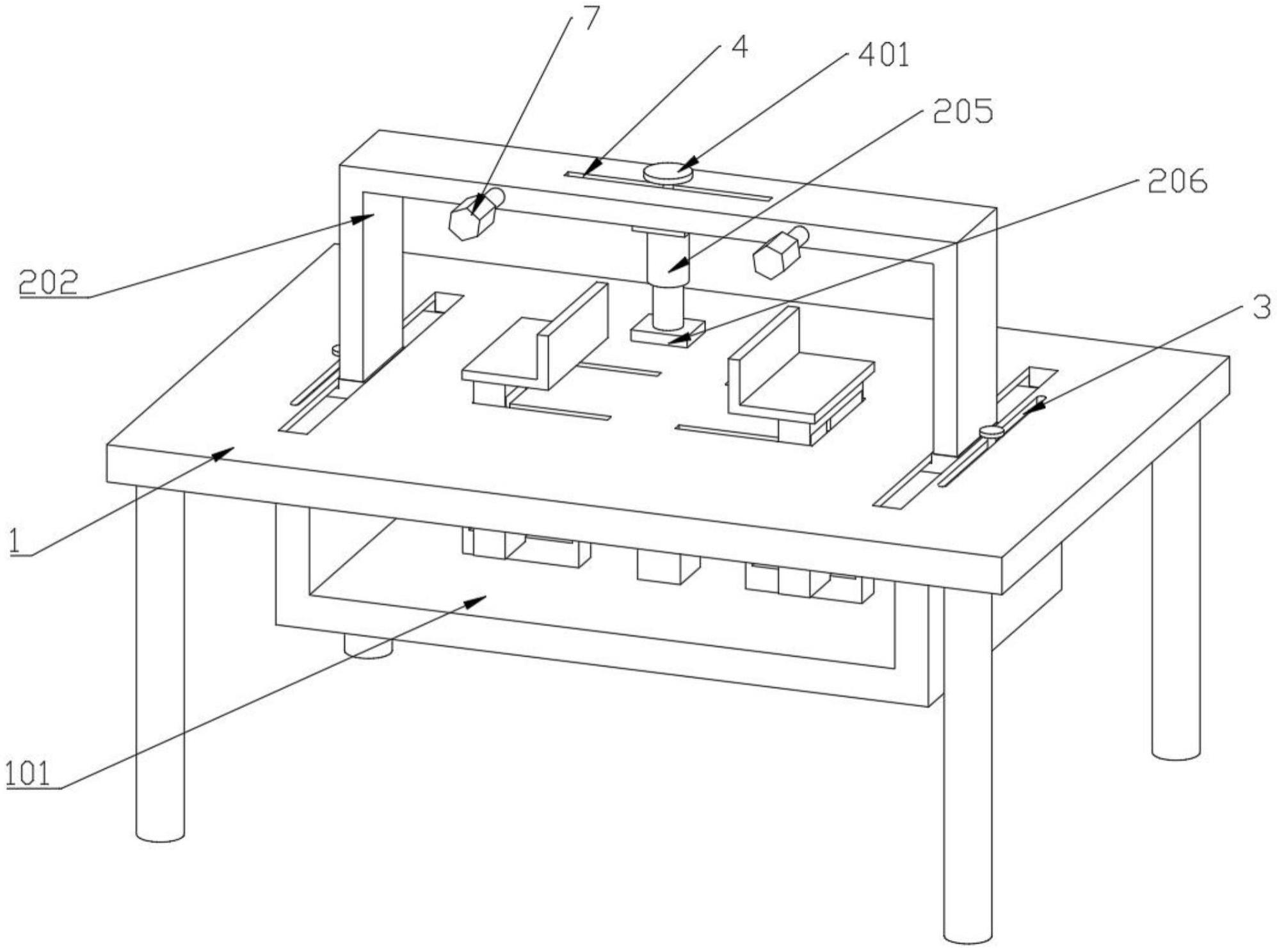
15.图1是本实用新型的整体结构示意图;
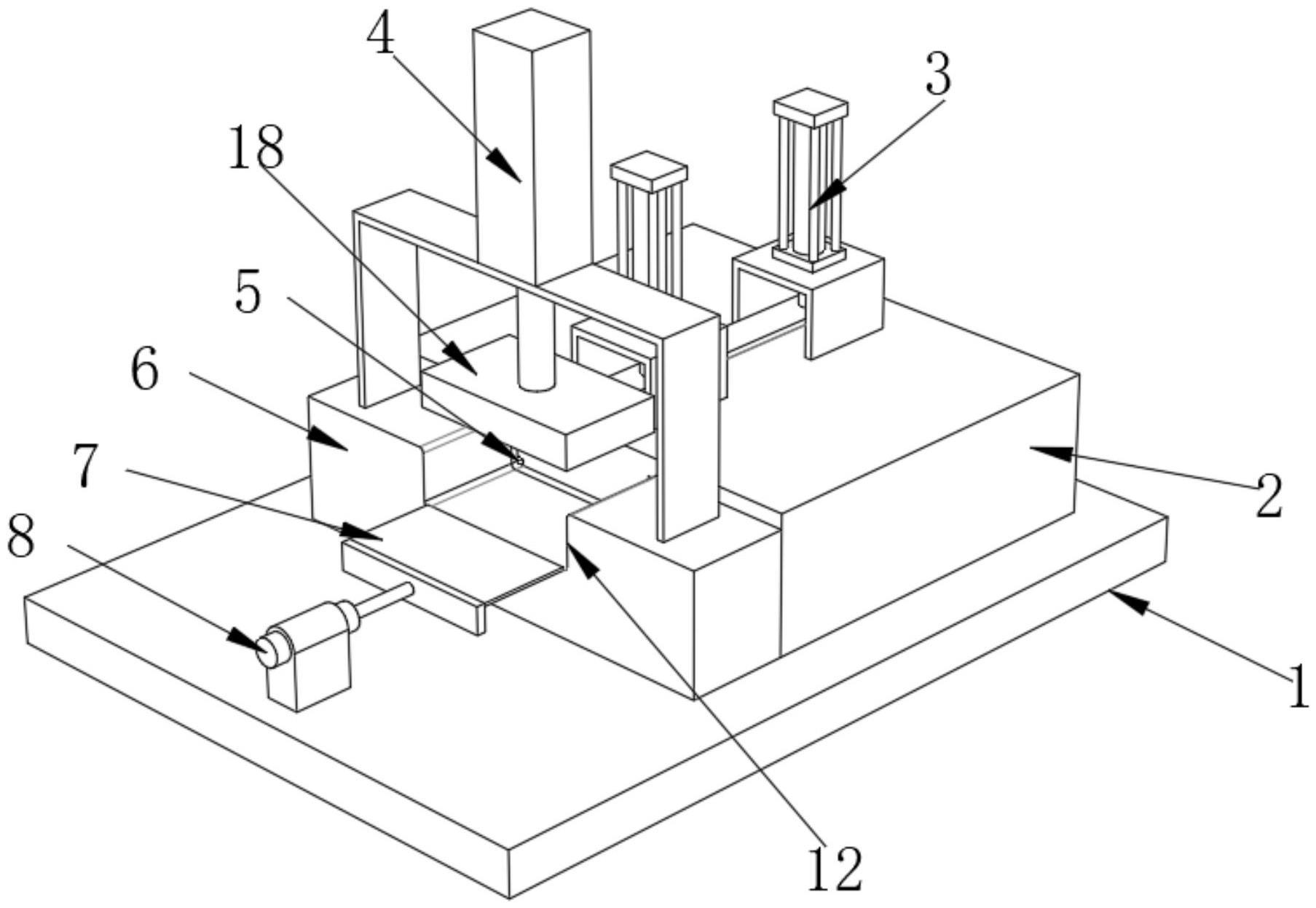
16.图2是本实用新型的支撑块与定型块结构示意图;
17.图3是本实用新型的导向杆与定型块结构示意图;
18.图4是本实用新型的弹簧与挡板结构示意图;
19.图5是本实用新型图3的a部结构放大图。
20.图中:1、支撑板;2、定型块;3、第一液压缸;4、第二液压缸;5、压轴;6、支撑块;7、推板;8、气缸;9、压块;10、导向杆;11、凸起;12、压槽;13、定型槽;14、弹簧;15、盖板;16、圆孔;17、挡板;18、压头。
具体实施方式
21.如图1所示,一种金属板材加工用折弯装置,包括支撑板1和设置于支撑板1顶部的支撑块6,支撑块6顶部设置有压槽12,而支撑块6的顶端设置有用于对金属板材进行挤压的压头18,具体地,在支撑块6的顶部通过支架固定连接有第二液压缸4,而压头18则与第二液压缸4的伸缩端向固定,实际使用过程中,将需要折弯的金属板材放置在支撑块6上,通过第二液压缸4的伸缩端带动压头18向下移动,从而将金属板材挤压至压槽12内部,通过压槽12对金属板材的限位使其弯折。
22.但是在实际使用的过程中,刚刚折弯的金属在其自身的弹性恢复作用力下会有弹性形变,从而导致被弯折的金属板材与需要的角度存在一些偏差,因此在支撑板1的顶部位于支撑块6一侧设置有定型块2。
23.如图2-5所示,定型块2的顶面超出支撑块6的顶面,在使用过程中,当金属板材放置在支撑块6的顶部时,通过新型块可以对其进行限位,从而便于压头18向下弯折金属板材,而在定型块2内设置有贯通的定型槽13,定型槽13设置为u型,定型槽13与支撑块6上的压槽12相对接并且平齐,使得被压弯的金属板材能过顺利移动至此定型槽13内部,而在定型槽13的顶部则形成u型的凸起11,凸起11的两侧均活动设置有压轴5。
24.具体地,压轴5与定型槽13的底部弯折处相配合,在压轴5的外侧圆周面上固定连接有导向杆10,导向杆10贯穿定型块2并与定型块2滑动连接,而定型块2的顶部沿着导向杆10的方向开设有倾斜的圆孔16,圆孔16内部底端设置有弹簧14,而导向杆10的外侧固定套设有挡板17,当导向杆10滑动时,可以带动挡板17在圆孔16内部滑动对弹簧14进行压缩,从而便于带动导向杆10复位,而圆孔16的顶部固定设置有盖板15,导向杆10贯穿盖板15并与其滑动连接。
25.进一步地,为了带动导向杆10移动,在定型块2的顶部设置有压块9,压块9的两侧
设置为斜面且与导向杆10的顶端相接触,在压块9的顶部两侧均设置有第一液压缸3,第一液压缸3通过固定架固定连接于定型块2上,第一液压缸3的伸缩端与压块9固定连接,实际使用过程中,通过第一液压缸3可以带动导向杆10斜向下移动,从而带动压轴5倾斜向下移动挤压在定型槽13的底部弯折处。
26.更进一步地,在支撑块6远离定型块2的一侧设置有推板7,所述推板7的底部与压槽12的底面相平齐,推板7设置为l型,而推板7的外侧设置有气缸8,气缸8的伸缩端与推板7固定连接,气缸8通过基座固定连接于支撑板1上。
27.实际加工过程中,将需要折弯的金属板材放置在支撑块6上,通过第二液压缸4带动压头18向下移动将金属板材挤压至压槽12内部进行弯折,之后当压头18被提起时,通过气缸8带动推板7移动,从而将被折弯的金属板材推送至定型块2上的定型槽13内部,此时通过第一液压缸3带动压块9向下移动,而压块9的两侧设置为斜面且与导向杆10相接触,因此当压块9向下移动对导向杆10造成挤压时可以带动导向杆10倾斜向下移动,从而带动压轴5倾斜向下移动并挤压在金属板材的折弯处对其进行定型,随着金属板材的不断折弯,更多的金属板材被推送至定型槽13内部进行定型,并且在推板7推送金属板材的过程中,第一液压缸3向上移动将压块9提起,此时在弹簧14的作用力下带动导向杆10和压轴5向上移动复位,从而使得定型槽13内部的金属板材能够被逐步地向前推进并最终移出定型块2,综上所述,此结构通过设置的定型块2与定型槽13,可以在对金属板材弯折之后进行定型,减小其因为弹性形变而导致的角度变化,从而使得金属弯折的角度更加精确,实用性强。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。