1.本实用新型涉及汽车零部件,具体是一种新型直推推力杆。
背景技术:
2.推力杆在汽车推力杆的作用是防止桥移位的,一般的直推力杆只能防止中后桥前后移位,而v型推力杆除了可以防止中后桥前后移位,还可以防止左右移位,因为在汽车转弯时,中后桥可能会产生左右移位的问题,导致板簧与轮胎产生摩擦,严重时会导致轮胎早磨甚至发生爆胎的恶劣事故。
[0003] cn110525153b公开的推力杆接头的连接方法、直型推力杆和v型推力杆。
[0004]
cn217475084u公开的一种摩擦焊接推力杆。
[0005]
cn217532456u公开的一种推力杆,改进巧妙,采用40cr锻造替换传统的铝合金结构可以加强推力杆的强度,增加耐磨性,延长其使用寿命。
[0006]
上述三种专利文献都实现了推力杆的制造,也给轻量化提供了依据。
[0007]
(1)优点是在两端球座结构相同的条件下,通过中间钢管的长度改变,可以实现多系列不同长度的直推力杆的结构需求,减少不同长度系列的推力杆均需要开对应的锻件模具费用。
[0008]
(2)缺点是钢件密度7.9
×
10
³
kg/m
³
,而球铁的密度为7.1
×
10
³
kg/m
³
在相同结构前提下,重量增加10%。
[0009]
(3)中间钢管的抗拉强度600mpa,屈服强度355mpa,且中间采用滚压或摩擦焊结构,存在塑性变形而形成的残余内应力或焊接残余热内应力,限制了零件的进一步结构优化,且安全系数较低。
[0010]
虽然也采用40cr锻造,但是锻造需要专用模具及设备,相对成本较高。
技术实现要素:
[0011]
本实用新型不仅要轻量化,而且要实现加工制造方便,进一步结构优化,提高安全系数较,特提出一种新型直推推力杆。
[0012]
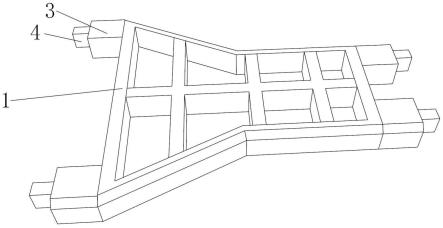
为此本实用新型的技术方案为,一种新型直推推力杆,包括两端球座,其特征在于:所述的两端球座中间通过直推杆铸造连接为一体,其中直推杆为工字钢结构,并在工字钢结构中间形成镂空状态。
[0013]
此时的两端球座结构中间通过直推杆铸造连接为一体,不用摩擦焊接或者锻件成型,结构成型相对容易,工字钢结构的直推杆为在减重同时也保证了其强度,其形成镂空状态在保证强度的同时也达到减重的目的。
[0014]
进一步的改进在于:所述的铸造采用球墨铸铁qtd黑砂铸造,然后经过等温盐浴淬火,形成下贝氏体和残余奥氏体金相组织。
[0015]
利用球墨铸铁qtd黑砂铸造,替换了材料的同时,也给球墨铸铁qtd等温盐浴淬火,形成下贝氏体和残余奥氏体金相组织,成型后只需要对两端球座结构进行加工即可,减少
了与钢管连接部位的加工,也不需要进行滚压或摩擦焊接。
[0016]
本实用新型与钢结构推力杆相比,抗拉强度超过1050mpa,屈服强度超过700mpa,机械性能超过1.75倍,且密度为7.1
×
10
³
kg/m
³
,小于钢结构的10%,在同等长度推力杆的前提下,采用qtd材料及工字钢结构,重量可以减轻20%以上,且无滚压的残余内应力或焊接内应力,且安全系数提升30%以上。至于不同长度系列的推力杆,每个品种需要制造一套模具,保证其一致性。
[0017]
进一步改进在于:所述的工字钢结构中间形成镂空状态为两个或者多个,其中镂空状态是用一个或者多个形成连接臂间隔形成的。
[0018]
进一步改进在于:所述的镂空状态成腰型孔结构。
[0019]
腰型孔结构的成型给连接臂和两端球座的连接处形成圆弧过渡,此时不用加工也不会因为加工而产生内应力,破坏产品的结构特征。
[0020]
进一步改进在于:所述的工字钢结构两端与两端球座的外圆连接处为圆弧过渡。
[0021]
圆弧过渡不仅美观,而且此时不用加工也不会因为加工而产生应力,破坏产品的结构特征。
[0022]
本实用新型直推推力杆采用整体模具制造工艺,制造毛坯,每个品种均需要制造一套模具,至于不同长度系列的推力杆,每个品种需要制造一套模具,保证其一致性。
[0023]
其铸造时采用铸造活块模具,即直推力杆为工字形活块,两端为需要加工的球座,三部分固定在模具上下型板上,不同的长度系列推力杆,只需要更换中间的活块部分,然后在上下型板上进行调整和固定,就可以实现长度系列不同的推力杆的毛坯铸造,大幅度减少模具投入费用和资源浪费。
附图说明
[0024]
图1是本实用新型中直推推力杆的主视图。
[0025]
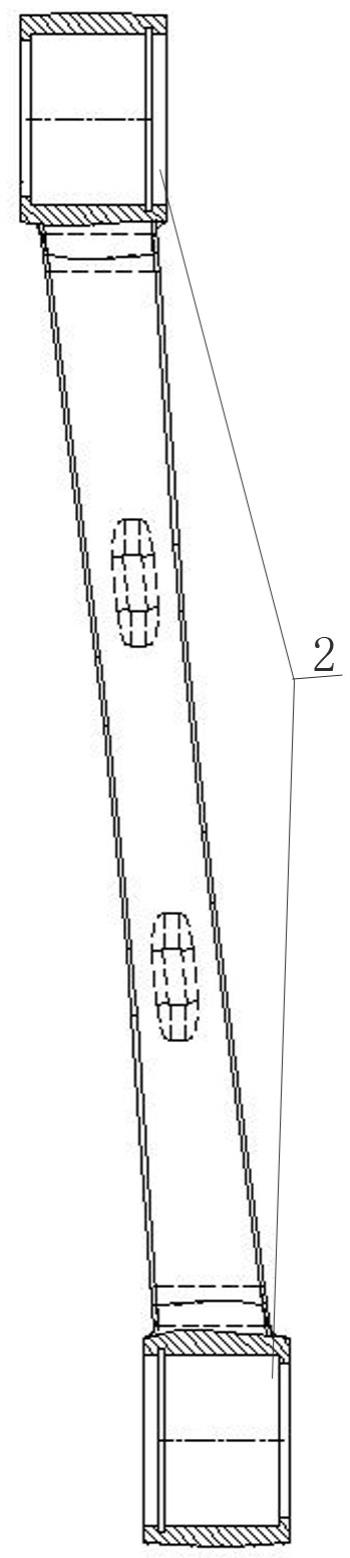
图2是图1的左视图。
[0026]
图中1是两端球座,2是直推杆,3是工字钢结构,4是镂空状态,5是连接臂间隔形成的,6是腰型孔结构,7是圆弧过渡。
具体实施方式
[0027]
本实用新型如图1、2所示。
[0028]
一种新型直推推力杆,包括两端球座1,所述的两端球座1中间通过直推杆2铸造连接为一体,其中直推杆2为工字钢结构3,并在工字钢结构3中间形成镂空状态4。
[0029]
此时的两端球座结构1中间通过直推杆铸2造连接为一体,不用摩擦焊接或者锻件成型,结构成型相对容易,工字钢结构3的直推杆2为在减重同时也保证了其强度,其形成镂空状态4在保证强度的同时也达到减重的目的。
[0030]
所述的铸造采用球墨铸铁qtd黑砂铸造,然后经过等温盐浴淬火,形成下贝氏体和残余奥氏体金相组织。
[0031]
本实用新型利用球墨铸铁qtd黑砂铸造,替换了材料的同时,也给球墨铸铁qtd等温盐浴淬火,形成下贝氏体和残余奥氏体金相组织,成型后只需要对两端球座结构进行加工即可,减少了与钢管连接部位的加工,也不需要进行滚压或摩擦焊接。
[0032]
本实用新型与钢结构推力杆相比,抗拉强度超过1050mpa,屈服强度超过700mpa,机械性能超过1.75倍,且密度为7.1
×
10
³
kg/m
³
,小于钢结构的10%,在同等长度推力杆的前提下,采用qtd材料及工字钢结构,重量可以减轻20%以上,且无滚压的残余内应力或焊接内应力,且安全系数提升30%以上。至于不同长度系列的推力杆,每个品种需要制造一套模具,保证其一致性。
[0033]
所述的工字钢结构3中间形成镂空状态4为两个或者多个,其中镂空状态4是用一个或者多个形成连接臂5间隔形成的。
[0034]
所述的镂空状态4成腰型孔结构6。
[0035]
腰型孔结构6的成型给连接臂5和两端球座1的连接处形成圆弧过渡7,此时不用加工也不会因为加工而产生内应力,破坏产品的结构特征。
[0036]
所述的工字钢结构3两端与两端球座1的外圆连接处为圆弧过渡7。
[0037]
圆弧过渡7不仅美观,而且此时不用加工也不会因为加工而产生应力,破坏产品的结构特征。
[0038]
本实用新型工字形直推推力杆采用整体模具制造工艺,制造毛坯,每个品种均需要制造一套模具,至于不同长度系列的推力杆,每个品种需要制造一套模具,保证其一致性。
[0039]
其铸造时采用铸造活块模具,即直推力杆为工字形活块,两端为需要加工的球座,三部分固定在模具上下型板上,不同的长度系列推力杆,只需要更换中间的活块部分,然后在上下型板上进行调整和固定,就可以实现长度系列不同的推力杆的毛坯铸造,大幅度减少模具投入费用和资源浪费。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。