1.本发明涉及燃气轮机壳体,更具体地但不排他地涉及用于航空发动机的燃气轮风扇壳体。
背景技术:
2.在航空燃气涡轮发动机中,风扇壳体发挥多种功能。它限定了发动机中的空气入口流道,支撑着面向风扇叶片尖端的可磨损材料,支撑着用于发动机入口处声学处理的可能的声波吸收结构,并结合了保持罩。保持罩构成一个碎片收集器,用于保持通过离心作用投射的碎片,例如摄入的物体或损坏的叶片碎片,以防止它们穿过壳体并到达飞行器的其他部分。
3.以前由金属材料制成的壳体,如风扇壳体,现在是由复合材料制成的,也就是说,由有机基质致密的纤维预制件制成的,这样可以使部件具有比金属材料制成的相同部件更低的总质量,同时具有至少相当的甚至更大的机械阻力。
4.us 2013/082417号文件中特别描述了由有机基质复合材料制成的风扇壳体的制造。在文献us 2013/082417中公开的壳体中,保持罩由在具有可变厚度的壳体的纤维增强件的处获得的额外厚度部分构成。纤维增强件通过缠绕3d编织纤维织构而获得,其中通过改变经纱股线或经线的尺寸而获得厚度的逐渐增加。
5.在这种制造技术下,一旦确定了股线的排列和性质,决定壳体保持能力的就是纤维的数量。然而,这第三个因素对壳体的质量和成本有直接影响。
6.然而,需要一种由复合材料制成的壳体,具有良好的保持能力,同时具有整体质量和可控的制造成本。
技术实现要素:
7.为此,本发明提出了一种纤维织构,所述纤维织构具有条带形状,该条带形状沿纵向在近端部分和远端部分之间延伸确定长度,并且沿横向在第一横向边缘和第二横向边缘之间延伸确定宽度,所述纤维织构具有沿纵向延伸的多个经纱股线层和沿横向延伸的多个纬纱股线层之间的三维或多层编织,所述纤维织构包括第一纵向部分和第二纵向部分,每个纵向部分沿纵向延伸所述纤维织构的确定长度,并且沿横向在从所述第一横向边缘或第二横向边缘开始延伸一定宽度,所述宽度小于所述纤维织构的确定宽度,所述第一纵向部分和第二纵向部分各自包括由碳纤维构成的经纱股线和纬纱股线,所述纤维织构还包括存在于所述第一部分和第二部分之间的中间部分,其特征在于,所述中间部分中存在的经纱股线的至少一部分是由碳纤维长丝和玻璃纤维长丝构成的混合经纱股线。
8.一些经纱股线与玻璃纤维长丝的混合可以提高壳体的抗冲击能力,例如,分离的叶片。事实上,玻璃纤维长丝具有比碳纤维长丝高得多的抗剪切和抗拉伸伸长率。因此,根据本发明的纤维织构在旨在形成壳体的保持区域或保持罩的部分中包括混合经纱股线,以便赋予该部分更大的抗剪性。
9.此外,玻璃纤维的供应成本比碳纤维的供应成本低得多,将玻璃纤维长丝插入经纱股线中可以降低纤维织构的制造成本,从而降低最终壳体的制造成本而不会影响壳体的重要功能,即保持功能。
10.根据本发明纤维织构的一个特定特征,中间部分包括的混合经纱股线尺寸大于第一纵向部分和第二纵向部分中存在的经纱股线尺寸。
11.根据本发明纤维织构的另一个特定特征,混合经纱股线包括10%至90%的玻璃纤维长丝。
12.本发明还涉及一种用于航空壳体的纤维预制件,该预制件包括根据本发明的纤维织构缠绕几圈,纤维织构的中间部分形成保持区域预制件。
13.本发明还涉及一种由复合材料制成的燃气涡轮壳体,该燃气涡轮壳体包括由根据本发明的纤维预制件构成的纤维增强件和使纤维增强件致密化的基质。壳体尤其可以是燃气轮风扇壳体。
14.本发明还涉及一种具有根据本发明的壳体的航空燃气涡轮发动机。
15.本发明还涉及一种通过在沿纵向延伸的多个经纱股线层和沿横向延伸的多个纬纱股线层之间进行三维或多层编织来制造纤维织构的方法,所述纤维织构具有条带形状,该条带形状沿纵向在近端部分和远端部分之间延伸确定长度和沿横向在第一横向边缘和第二横向边缘之间延伸确定宽度,所述方法包括编织第一纵向部分和第二纵向部分,每个纵向部分沿纵向延伸纤维织构的确定长度,并且沿横向在从第一横向边缘或第二横向边缘开始延伸一定宽度,所述宽度小于所述纤维织构的确定宽度,所述第一纵向部分和第二纵向部分各自包括由碳纤维构成的经纱股线和纬纱股线,所述方法还包括编织存在于所述第一纵向部分和第二纵向部分之间的中间部分,其特征在于,所述中间部分中存在的经纱股线的至少一部分是由碳纤维长丝和玻璃纤维长丝构成的混合经纱股线。
16.根据本发明的方法的一个特定特征,中间部分包括的混合经纱股线尺寸大于第一纵向部分和第二纵向部分中存在的经纱股线尺寸。
17.根据本发明的方法的另一个特定特征,混合经纱股线包括10%至90%的玻璃纤维长丝。
附图说明
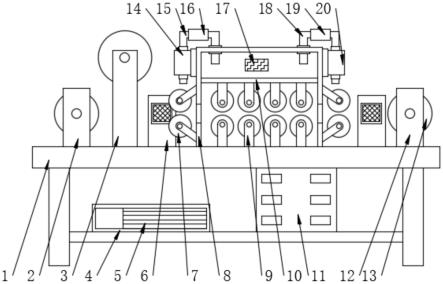
18.图1是织机的示意性透视图,示出了纤维织构的三维编织;
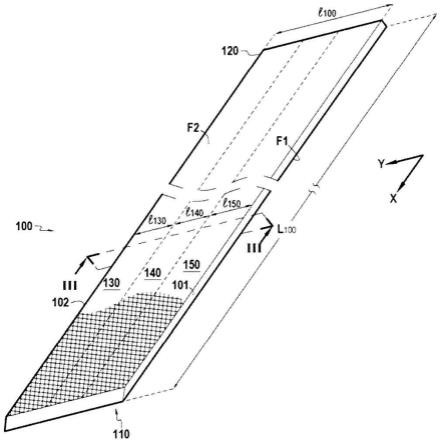
19.图2是根据本发明的一个实施例的纤维织构的示意性透视图;
20.图3是图2的纤维织构的横截面并示出了编织平面;
21.图4是横截面图,显示了100%碳经纱股线的横截面;
22.图5是混合经纱股线的横截面图;
23.图6是示意性透视图,示出了纤维织构在成型工具上的缠绕;
24.图7是通过缠绕如图6所示的纤维织构而获得的壳体预制件的轴向半剖视图;
25.图8是剖视图,示出了在图5的壳体预制件上的注入扇区的定位;
26.图9是根据本发明的一个实施例的航空发动机的透视图。
具体实施方式
27.本发明通常适用于燃气轮用有机基质复合材料制成的任何壳体。
28.下面将在其应用于航空燃气涡轮发动机的风扇壳体的背景下描述本发明。
29.如图1所示,根据本发明的用于制造由复合材料制成的壳体的方法通过使用提花织机5进行编织来生产纤维织构100,在该提花织机5上,一束经纱股线或经线20和40被布置成多层,经线由纬纱股线或纬线30连接。
30.纤维织构是由三维编织而成的。这里所说的“三维编织”或“3d编织”指的是一种编织方法,其中至少一些纬线将经线缠绕在几层经线上,反之亦然。纤维织构可具有互锁编织。所谓“互锁”编织,这里指的是每层纬线结合几层经线的编织,同一纬线列中的所有线在编织平面上的运动相同。其他编织也是可以想象的。所使用的纱线尤其可以是由碳、玻璃或碳化硅纤维制成的纱线。
31.如图2所示,纤维织构100具有条带形状,在与经纱股线20和40的行进方向相对应的纵向x上纵向延伸,并且在横向y上在第一横向边缘和第二横向边缘101和102之间横向或侧向延伸,该横向y对应于纬纱股线30的方向。纤维织构在近端部分110和远端部分120之间的确定长度l
100
上纵向x延伸,近端部分110旨在在成型工具上形成纤维预制件的缠绕起点,远端部分120旨在形成纤维预制件的缠绕终点。
32.纤维织构还具有中间部分140,该中间部分140沿方向y延伸确定的宽度l140,中间部分140旨在形成壳体的柄部或护罩。中间部分140旨在面向叶片并限定待获得的壳体的保持区域或保持罩。中间部分140从第一横向边缘101和第二横向边缘102缩回(setbback),并延伸确定的宽度l
140
,该宽度小于织构100的宽度l
100
。中间部分140被限定在两个纵向部分130和150之间,每个纵向部分沿织构100的方向y和长度l
100
分别延伸确定的宽度l130和l150。第一纵向部分130在第一横向边缘101和中间部分140之间延伸。第二纵向部分150在第二横向边缘102和中间部分140之间延伸。纵向部分130和150中的每一个旨在至少部分地形成壳体的环形夹具。
33.纤维织构100的长度l
100
根据工具或成型模具的周长来确定,以允许执行确定数量的纤维织构的匝数,例如四匝。
34.根据本发明,纤维织构的中间部分140包括由碳纤维长丝和玻璃纤维长丝构成的混合经纱股线40,而存在于纵向部分130和150中的经纱股线20和纬纱股线30仅由碳纤维长丝构成。更具体地,如图4所示,经纱股线或经线20由多个由碳纤维制成的长丝21构成。如图5所示,混合经线或经纱股线40由碳纤维长丝41和玻璃纤维长丝42构成。
35.经纱股线或经线各由数百或数千根长丝构成,而每根长丝又由碳纤维或玻璃纤维构成。
36.混合经纱股线40包括10%至90%的玻璃纤维长丝41。例如,包含50%玻璃纤维长丝的支数为24k(24000根长丝)的混合经纱股线将包含12000根碳纤维长丝和12000根碳光纤长丝。纱线的支数或数量与其搓捻(slub)相对应(取决于纱线材料的类型,密度不同,因此相同质量所占的体积会不同)并且可以通过多种方式定义。它可以特别由纱线的线性质量(每单位长度的质量)来定义,它通常以tex表示,对应于1000米纱线的质量(以克为单位)或以分特(dtx)表示,对应于10000米纱线的质量(以克为单位)。纱线的支数也可以由组成它的长丝的数量来定义。在这种情况下,纱线的支数以“k”表示,它对应于每根纱线的千根
长丝数。例如,1k纱线包含1000根长丝。
37.以已知的方式,可以通过将液体前体的多个长丝纺丝并将这些长丝组合成股线来制造股线。在进行长丝分组之前,一般要进行上浆,包括在长丝上涂抹粘接剂,确保长丝的内聚力,便于随后对股线进行操作。混合经纱股线可以通过将确定数量的碳纤维长丝和确定数量的玻璃纤维长丝组合在一起形成,这些长丝在股线中随机分布。根据一种变体,混合经纱股线可以通过将已经形成“子股”的几组长丝组合在一起而形成,也就是说,要实现的混合股线的支数倍数较低。作为非限制性示例,通过将两条支数为12k的碳股线(即12000根碳纤维长丝的两倍)与两条支数为12k的玻璃股线(即12000根玻璃纤维长丝)组合在一起,可以获得支数为48k的混合股线(48000根长丝)。在形成混合股线的过程中,长丝作为一个整体或已经组合成子股可以被加捻。
38.图3示出了图2的纤维织构的编织平面的示例,其包括8层经纱股线20或40和6层纬纱股线30。每一层纬纱股线都会连接三层经纱股线。在这里描述的示例中,两个相邻经线层的经纱股线在同一列上对齐。也可以采用交错排列,经纱股线层以交错排列的半柱列(half-column)分布。在文献wo 2006/136755中描述了可以使用的互锁型编织。
39.纵向部分130和150用由碳纤维长丝制成的经纱股线20和纬纱股线30编织,而中间部分用混合经纱股线40编织,即将由碳纤维和玻璃纤维制成的每根长丝和由碳纤维长丝制成的纬纱股线30组合在一起。
40.在这里描述的示例中,中间部分140中存在的混合经纱股线40具有比存在于第一纵向部分130和第二纵向部分150中的经纱股线20的支数更高的支数。这允许在纤维织构100和最终壳体中在保持区域处产生额外的厚度。然而,根据一种变体,混合经纱股线可以具有与纵向截面中存在的经纱股线相同的支数。根据又一变型,混合经纱股线的一部分可以具有与纵向部分中存在的经纱股线相同的支数,而混合经纱股线中的另一部分具有比纵向部分中的经纱股线更高的支数。
41.仍然在这里描述的示例中,中间部分140仅包括混合经纱股线。根据一种变型,中间部分可以包括混合经纱股线和完全由碳纤维长丝构成的经纱股线。作为非限制性示例,存在于纤维织构内表面侧的多个经线层中只有一些层由混合股线构成,多个经纱股线层中的其他层由碳纤维长丝股线构成。这些层可以是例如从纤维织构100的内表面f1开始的前四层,而位于纤维织构的外表面f2侧的纬线或纬向股线的其他层仅由碳纤维长丝股线构成。
42.刚刚描述了一个例子,其中纤维织构具有8个经线层和6个纬线层的互锁编织。然而,当纬线和经线层的数量不同时,或者当纤维织构具有与互锁编织不同的编织时,这并不超出本发明的范围。
43.如图6所示,通过缠绕在前述纤维织构100的心轴50上形成壳体的纤维增强件,该纤维增强件构成一体式壳体的完整管状纤维预制件。为此,心轴50具有外表面51,该外表面的轮廓对应于待生产的壳体的内表面。心轴50还包括两个凸缘52和53,以形成与壳体的夹具相对应的纤维预制件部分62和63(在图7中可见夹具62和63)。
44.图7示出了将纤维织构100在心轴50上多层缠绕之后获得的纤维预制件60的截面图。层数或匝数是所需厚度和纤维织构厚度的函数。其优选至少等于2。在此处描述的示例中,预制件60包含4层纤维织构100。这里的纤维预制件包括额外的厚度65,相当于在中间部
分140上绕了几圈,旨在形成壳体的保持区域或保持罩。
45.然后通过基质使纤维预制件60致密。
46.纤维预制件的致密化在于用构成基质的材料填充预制件的全部或部分体积的孔隙。
47.基质可以通过液体工艺以本身已知的方式获得。液体工艺包括用包含基质材料的有机前体的液体组合物浸渍预制件。有机前体通常为聚合物形式,例如树脂,任选地在溶剂中稀释。纤维预制件被放置在模具中,该模具可以用具有最终模制部件形状的壳体以密封方式封闭。如图8所示,将纤维预制件60放置在形成反模的多个区段54和形成支撑件的心轴50之间,这些元件分别具有要制造的壳体的外部和内部形状。然后将液态基质前体,例如树脂,注入整个壳体中以浸渍预制件。
48.前体向有机基质的转化,即其聚合,是通过热处理(通常通过加热模具)进行的,在除去任何溶剂并进行聚合物交联之后,预制件仍然保持在模具中,其形状与待制造部件的形状相对应。有机基质尤其可以从环氧树脂中获得,例如,销售的高性能环氧树脂,或从碳或陶瓷基质的液体前体中获得。
49.在形成碳或陶瓷基质的情况下,热处理包括热解有机前驱体,以根据所使用的前驱体和热解条件将有机基质转化为碳或陶瓷基质。举例来说,液态碳前体可以是具有较高焦炭含量的树脂,例如酚醛树脂,而液态陶瓷前体,特别是sic,可以是聚碳硅烷(pcs)、聚钛碳硅烷(ptcs)或聚硅氮烷(psz)型树脂。从浸渍到热处理,可以进行几个连续的循环以获得所需的致密化程度。
50.纤维预制件的致密化可以通过众所周知的树脂转移模塑(rtm)方法进行。根据rtm工艺,将纤维预制件放置在具有要制造的壳体形状的模具中。将热固性树脂注入到刚性材料部分和模具之间限定的内部空间中,该内部空间包含纤维预制件。通常在注入树脂的位置和树脂排出口之间的内部空间中建立压力梯度,以控制和优化树脂对预制件的浸渍。
51.所使用的树脂可以是例如环氧树脂。适用于rtm工艺的树脂是众所周知的。它们优选具有低粘度以促进其注入纤维中。树脂的温度等级和/或化学性质的选择取决于部件必须承受的热机械应力。将树脂注入整个增强件后,即可根据rtm工艺通过热处理进行聚合。
52.注射和聚合后,部件脱模。最后修整部件以去除多余的树脂,并对倒角进行机加工,以获得具有旋转形状的壳体810,如图9所示。
53.图9所示的壳体810是用于航空燃气涡轮发动机80的风扇壳体。如图9所示,这种发动机从上游到下游沿气流方向包括布置在发动机进口的风扇81、压缩机82、燃烧室83、高压涡轮84和低压涡轮85。发动机容纳在壳体内,该壳体包括对应于不同发动机部件的若干部分。例如,风扇81被壳体810包围。壳体810包括与纤维预制件60的额外厚度相对应的保持区域或保持罩811,并包括上述混合经纱股线。
54.由于在壳体的保持区域中存在结合了玻璃纤维长丝的混合经纱股线,因此撞击壳体内表面的投射物(例如叶片或叶片部分)的穿透深度受到限制。因此,较大部分的壳体材料被保留下来,这可以有效地确保对壳体的变形进行管理,并恢复储存在壳体中的能量,这些能量与在叶片或叶片部分损失事件中损失的叶片碎片有关。
55.通过使用混合股线,可以执行两种不同的功能。事实上,碳纤维长丝为壳体的机械功能提供了必要的刚度,而玻璃纤维长丝为壳体在与叶片或叶片碎片撞击时的剪切吸收功
能提供了高抗剪性。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。