新能源汽车ptc生产线发热芯组件自动通电固化系统
技术领域
1.本实用新型涉及新能源汽车部件生产装备技术领域,尤其涉及一种新能源汽车ptc生产线发热芯组件自动通电固化系统。
背景技术:
2.ptc加热器是一种高效的加热器,其热导性好、温度均匀,具有长寿命、机械性能强、耐腐蚀等优点,新能源汽车中需要采用ptc加热器作为空调、电池热管理系统等热源。随着ptc加热器需求量越来越多,ptc加热器生产企业需要不断采用自动化生产设备提高生产效率,提高生产产能。
3.ptc加热器中包含由下电极片、发热芯片、上电极片(上电极片与下电极片分别作为正负电极)组成的发热芯核心组件,其中下电极片与发热芯片、发热芯片与上电极片之间都通过丝印涂上高温固化胶,发热芯核心组件装配好后需要通过加温加压使内部的胶水固化,将零件固定粘接在一起。现有技术中通过利用ptc发热芯核心组件自身通电发热的特性,通过加载电流使ptc发热芯核心组件升温发热,并且在ptc发热芯核心组件通电加热时施加满足要求的压力压住ptc发热芯核心组件,确保固化符合要求。
4.由于ptc发热芯核心组件通电加热固化所需时间比较长,为了满足自动生产线产能要求,需要设置多个加温固化装置同时进行处理,因此自动化设备设计制造时需要解决如何均衡自动上料、通电加热加压固化以及自动下料的物料输送及工作节拍匹配等问题,以满足全自动智能化生产需求。
技术实现要素:
5.为了解决上述问题,本实用新型的目的在于提供一种新能源汽车ptc生产线发热芯组件自动通电固化系统,通过设置桁架移载机构、四套发热芯核心组件热压固化机构和冷却测试机构等自动化机构,能够可靠实现发热芯核心组件的自动上下料、自动通电加压固化以及自动冷却检测,发热芯核心组件固化质量一致稳定,生产效率高,能够很好的满足全自动生产线大批量智能化生产需求。
6.为实现上述目的,本实用新型采用以下技术方案:
7.新能源汽车ptc生产线发热芯组件自动通电固化系统,包括机架、桁架移载机构、四组独立设置的热压固化机构、通风冷却机构和自动测试电阻机构,所述机架与生产线输送链相连,所述桁架移载机构中设有桁架移动平台和升降抓取机械手,所述热压固化机构中设有移位滑台部件和加载通电固化装置,所述桁架移载机构通过所述升降抓取机械手分别将所述生产线输送链输送过来的物料盘抓取到四组所述移位滑台部件中,再由所述移位滑台部件输送到所述加载通电固化装置中进行通电加热固化,固化后再将物料盘抓取送放置到生产线输送链上,输送到所述通风冷却机构中进行通风冷却,然后再经自动测试电阻机构进行电阻测试。
8.进一步的,所述桁架移动平台包括两套伺服移动平台和横移平台,所述横移平台
架设于两套所述伺服移动平台上,所述横移平台中设有移位滑动板、导向轨道和横移气缸。
9.进一步的,所述升降抓取机械手包括固定安装板、抓取升降气缸、导向升降部件和抓取夹手,所述固定安装板通过立柱设于所述移位滑动板底面,抓取升降气缸和导向升降部件设于所述固定安装板上,所述抓取夹手设于所述导向升降部件下端并与所述抓取升降气缸输出端相连,所述抓取夹手中设有抓取气缸和导向活动夹爪。
10.进一步的,所述加载通电固化装置包括固化支架、固化升降气缸、固化升降滑台、弹性加压机构和通电机构,所述固化升降气缸和固化升降滑台设于所述固化支架上,所述固化升降气缸驱动所述固化升降滑台上下运动,所述弹性加压机构和通电机构设于所述固化升降滑台下端,所述弹性加压机构用于压紧所述移位滑台部件输送过来的物料盘中的发热芯组件,两套所述通电机构用于连接发热芯组件进行通电加热固化。
11.进一步的,所述弹性加压机构包括固定座、加压导向部件、弹性部件、弹性加压卡座和弹性压头,所述固定座通过连接杆与所述固化升降滑台相连,所述弹性加压卡座通过加压导向部件和弹性部件与所述固定座相连,所述弹性压头设于所述弹性加压卡座中。
12.进一步的,所述通电机构包括通电探针、探针安装板和连接板,通电探针设于所述探针安装板上,所述探针安装板再设于所述连接板上,所述连接板通过连接杆与所述固化升降滑台相连。
13.进一步的,所述移位滑台部件包括物料盘定位平台、滑动导轨组件和移位驱动气缸。
14.进一步的,所述通风冷却机构包括跨设于所述生产线输送链上的冷却箱体和设于所述冷却箱体中的冷却风扇,所述冷却箱体后端的所述生产线输送链上设置所述自动测试电阻机构。
15.进一步的,所述自动测试电阻机构下方的所述生产线输送链上设有阻挡提升机构,所述自动测试电阻机构包括测试升降平台、测试升降气缸和测试探针组件。
16.本实用新型具有如下有益效果:
17.1、本实用新型通过设置桁架移载机构和四套发热芯核心组件热压固化机构、冷却测试机构等自动化机构,通过自动化系统智能控制,能够可靠实现发热芯核心组件的自动上下料、自动通电加压固化以及自动冷却检测,发热芯核心组件固化质量一致稳定,生产效率高,能够很好的满足全自动生产线大批量智能化生产需求。
18.2、本实用新型桁架移动平台中设置两套伺服移动平台和一个横移平台,再将升降抓取机械手设置在横移平台下方,便于将生产线输送链输送过来的物料盘平均分配搬运到四套发热芯核心组件中进行通电加压固化,固化后再搬运回到生产线输送链输送至冷却测试机构中进行自动检测,各自动化机构布局连接合理,周转搬运连贯顺畅。
19.3、本实用新型发热芯核心组件热压固化机构中设置独立的弹性加压机构和通电机构,通电机构便于自动接触发热芯核心组件进行通电,通电发热的温度可调;弹性加压机构中设置独立的弹性压头分别压紧物料盘中的每一个发热芯核心组件,加压压力稳定,保证发热芯核心组件通电发热固化质量一致稳定。
附图说明
20.图1为本实用新型新能源汽车ptc生产线发热芯组件自动通电固化系统的俯视示
意图;
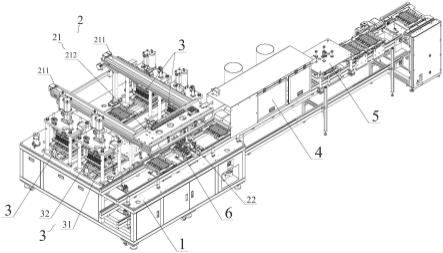
21.图2为本实用新型新能源汽车ptc生产线发热芯组件自动通电固化系统的立体示意图;
22.图3为本实用新型桁架移载机构的主视示意图;
23.图4为本实用新型桁架移载机构的立体示意图;
24.图5为本实用新型热压固化机构的立体示意图;
25.图6为本实用新型弹性加压机构的立体示意图;
26.图7为本实用新型通电机构的立体示意图;
27.图8为本实用新型通风冷却机构的立体示意图;
28.图9为本实用新型自动测试电阻机构的立体示意图。
29.附图标记说明:
30.1、机架;2、桁架移载机构;21、桁架移动平台;211、伺服移动平台;212、横移平台;2121、移位滑动板;2122、导向轨道;2123、横移气缸;22、升降抓取机械手;221、固定安装板;222、抓取升降气缸;223、导向升降部件;224、抓取夹手;2241、抓取气缸;2242、导向活动夹爪;3、热压固化机构;31、移位滑台部件;311、物料盘定位平台;312、滑动导轨组件;313、移位驱动气缸;32、加载通电固化装置;321、固化支架;322、固化升降气缸;323、固化升降滑台;324、弹性加压机构;3241、固定座;3242、加压导向部件;3243、弹性部件;3244、弹性加压卡座;3245、弹性压头;325、通电机构;3251、通电探针;3252、探针安装板;3253、连接板;4、通风冷却机构;41、冷却箱体;42、冷却风扇;5、自动测试电阻机构;51、测试升降平台;52、测试升降气缸;53、测试探针组件;6、生产线输送链。
具体实施方式
31.以下结合附图和具体实施例对本实用新型做进一步详细说明:
32.参见图1-9所示,新能源汽车ptc生产线发热芯组件自动通电固化系统,包括机架1、桁架移载机构2、四组独立设置的热压固化机构3、通风冷却机构4和自动测试电阻机构5,所述机架1与生产线输送链6相连,所述桁架移载机构2中设有桁架移动平台21和升降抓取机械手22,所述热压固化机构3中设有移位滑台部件31和加载通电固化装置32,所述桁架移载机构2通过所述升降抓取机械手22分别将所述生产线输送链6输送过来的物料盘抓取到四组所述移位滑台部件31中,再由所述移位滑台部件31输送到所述加载通电固化装置32中对发热芯组件进行通电加热固化,固化后再将物料盘抓取送放置到生产线输送链6上,输送到所述通风冷却机构4中进行通风冷却,然后再经自动测试电阻机构6进行电阻测试。
33.所述桁架移动平台21包括两套伺服移动平台211和横移平台212,所述横移平台212架设于两套所述伺服移动平台211上,所述横移平台212中设有移位滑动板2121、导向轨道2122和横移气缸2123。所述升降抓取机械手22包括固定安装板221、抓取升降气缸222、导向升降部件223和抓取夹手224,所述固定安装板221通过立柱设于所述移位滑动板2121底面,抓取升降气缸222和导向升降部件223设于所述固定安装板221上,所述抓取夹手224设于所述导向升降部件223下端并与所述抓取升降气缸222输出端相连,所述抓取夹手224中设有抓取气缸2241和导向活动夹爪2242。
34.所述移位滑台部件31包括物料盘定位平台311、滑动导轨组件312和移位驱动气缸
313。所述加载通电固化装置32包括固化支架321、固化升降气缸322、固化升降滑台323、弹性加压机构324和通电机构325,所述固化升降气缸322和固化升降滑台323设于所述固化支架321上,所述固化升降气缸322驱动所述固化升降滑台323上下运动,所述弹性加压机构324和通电机构325设于所述固化升降滑台323下端,所述弹性加压机构324用于压紧所述移位滑台部件31输送过来的物料盘中的发热芯组件,两套所述通电机构325用于连接发热芯组件进行通电加热固化。所述弹性加压机构324包括固定座3241、加压导向部件3242、弹性部件3243、弹性加压卡座3244和弹性压头3245,所述固定座3241通过连接杆与所述固化升降滑台323相连,所述弹性加压卡座3244通过加压导向部件3242和弹性部件3243与所述固定座3241相连,所述弹性压头3245设于所述弹性加压卡座3244中。所述通电机构325包括通电探针3251、探针安装板3252和连接板3253,通电探针3251设于所述探针安装板3252上,所述探针安装板3252再设于所述连接板3253上,所述连接板3253通过连接杆与所述固化升降滑台323相连。
35.所述通风冷却机构4包括跨设于所述生产线输送链6上的冷却箱体41和设于所述冷却箱体41中的冷却风扇42,所述冷却箱体41后端的所述生产线输送链6上设置所述自动测试电阻机构5。所述自动测试电阻机构5下方的所述生产线输送链6上设有阻挡提升机构,所述自动测试电阻机构5包括测试升降平台51、测试升降气缸52和测试探针组件53。
36.本实用新型工作时,通过系统控制程序控制,桁架移载机构2中的升降抓取机械手22将生产线输送链5输送过来的物料盘分别抓取到四组所述移位滑台部件31中(取放时自动交替工作),再由移位滑台部件31输送到加载通电固化装置32中,弹性加压机构324下降压紧发热芯组件后由通电机构325进行通电加热固化,固化后再交替将物料盘抓取送放置到生产线输送链6上,通过生产线输送链6输送到通风冷却机构4中进行通风冷却,然后再经自动测试电阻机构5进行电阻测试,测试合格的产品继续输送到下道工序。本实用新型除了适合发热芯核心组件通电固化以外,还适合用于发热芯核心组件与其外部两面粘接的陶瓷片之间的通电固化。
37.以上所述仅为本实用新型的具体实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。