1.本实用新型属于焊接设备技术领域,具体涉及一种波峰焊接工装。
背景技术:
2.工装焊接时,由于治具件本身的结构较小,因此在进行焊接时,会存在较多的焊点,并且这种焊点所在的引脚位置在治具件成型时需要单独去除,因此需要额外地将焊接焊点完成的治具件转运至其他工位进行下一个工序作业,这种焊接操作方式极大影响了焊接效率。
3.在中国专利申请号为cn201520256105.3中公开了一种波峰焊接治具,包括本体、多个镂空部及焊剂引导模组,所述多个镂空部分布于所述本体,所述焊剂引导模组临近所述镂空部设置,避免焊锡聚集。但是由于镂空部在进行定位时容易产生位置偏差,这种偏差会造成焊锡时的焊点不牢固的问题。
技术实现要素:
4.针对现有技术的不足,本实用新型的目的在于提供一种波峰焊接工装,解决了现有技术中存在的上述技术问题。
5.本实用新型的目的可以通过以下技术方案实现:
6.一种波峰焊接工装,包括取放模块、焊接模块、引脚切割模块、检测模块、转盘,所述取放模块对待焊接的产品治具件进行夹取后转移至转盘上;
7.所述转盘上承载有若干组承载座,通过承载座用于对治具件的承载,通过转盘自身的旋转将承载座依次转运至焊接模块、引脚切割模块、检测模块所在工位的下方;
8.所述焊接模块包括注焊剂添加组件、第一抓手、焊接组件、第二抓手,所述第一抓手用于对位于承载座上的治具件进行夹取,并置于焊剂添加组件上进行焊剂的添加,随后转运至焊接组件所在的工位上,通过第二抓手进行夹取焊接作业;
9.所述引脚切割模块用于对治具件的引脚进行裁切;
10.所述检测模块对裁切后的治具件进行视觉检测,随后通过取放模块转出。
11.进一步的,所述焊接模块、引脚切割模块、检测模块分别位于转盘所在的外侧边,并通过转盘的转动,实现位于转盘上的承载座转运至每个模块工位所在的下方位置。
12.进一步的,所述第一抓手设置有前后以及左右方向的驱动,用于对夹持的治具件进行位置调节和转移,使治具件的底部引脚与焊剂添加组件内的焊剂接触后再转运至转盘的承载座上,随后再转运至对应的承载座上承载。
13.进一步的,所述第二抓手设置有前后以及左右方向的驱动,用于对夹持的治具件进行位置调节和转移,使治具件的底部引脚接触到焊接组件的槽内,并在通电状态下实现焊接作业,随后再转运至对应的承载座上承载。
14.进一步的,所述引脚切割模块设置有两组,通过两组引脚切割模块分别对承载座上的治具件上两组引脚进行切割。
15.进一步的,所述检测模块通过侧边设置的第三抓手对位于承载座上的治具件进行夹取,随后进行视觉检测,检测完成后对该治具件进行标记,随后再重新放回至承载座上。
16.进一步的,位于所述取放模块所在的下方位置设置有产品缓存区以及废料回收区。
17.本实用新型的有益效果:
18.1、本装置采用的焊接模块、引脚切割模块、检测模块相互配合,可实现将待加工的治具件进行焊接完成后,直接进行引脚位置的切割,最后再进行检测,并对检测合格的产品件集中收集,这种焊接方式能够实现将治具件的快速焊接并去除多余的引脚,提高敢接效率。
19.2、本装置采用的引脚切割模块设置有两组甚至更多,每组引脚切割模块对对一组引脚位置独立且进行唯一的切割,更加精准,并且无需对焊接模块的精度有要求,在提高焊接效率的同时,还能降低对焊接治具的成本。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
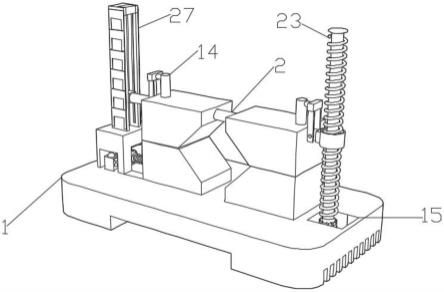
21.图1是本实用新型实施例的整体结构示意图;
22.图2是本实用新型实施例的焊剂添加组件部分结构示意图;
23.图3是本实用新型实施例的焊接组件部分结构示意图;
24.图4是本实用新型实施例的俯视结构示意图。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
26.如图1、图4所示,本实用新型实施例提供一种波峰焊接工装,包括取放模块1、焊接模块2、引脚切割模块3、检测模块4、转盘5,取放模块1对待焊接的产品治具件进行夹取后转移至转盘5上,此时焊接模块2、引脚切割模块3、检测模块4分别位于转盘5所在的外侧边,并通过转盘5的转动,实现位于转盘5上的承载座51转运至每个模块工位所在的下方位置(此时转盘5每次转动一个单位距离,且相邻模块工位间距为一个或者多个单位距离)。
27.转盘5上承载有若干组承载座51,通过承载座51用于对治具件的承载,通过转盘5自身的旋转将承载座51依次转运至焊接模块2、引脚切割模块3、检测模块4所在工位的下方。
28.如图2、图3所示,焊接模块2包括注焊剂添加组件21、第一抓手22、焊接组件23、第二抓手24,第一抓手22设置有前后以及左右方向的驱动,使用时对承载座51上夹持的治具件进行位置调节和转移,使治具件的底部引脚与焊剂添加组件21内的焊剂接触(此时的治具件的底部引脚会粘有焊剂),焊剂可采用高温液态锡。随后再转运至对应的承载座51上承载,通过承载座51在转台5的旋转作用下,运动至焊接组件23工位上。
29.第二抓手24同样设置有前后以及左右方向的驱动,使用时对夹持的治具件进行位
置调节和转移,使治具件的底部引脚接触到焊接组件23的槽内,并在通电状态下实现焊接作业(此时治具件的引脚部位有粘贴的焊剂,在通电状态下能够使引脚位置进行焊接),随后将焊接好的治具件再转运至对应的承载座51 上承载。通过承载座51在转台5的旋转作用下,运动至引脚切割模块3上。
30.引脚切割模块3设置有两组(可以根据需要设置更多),通过两组引脚切割模块3分别对承载座51上的治具件上两组引脚进行切割,第一组引脚切割模块3对治具件上的一组引脚进行切割,随后通过转台5旋转将承载座51承载的治具件转运至下一组引脚切割模块3上,通过该引脚切割模块3对治具件上另一组的引脚进行切割。
31.检测模块4通过侧边设置的第三抓手41对位于承载座51上的治具件进行夹取,随后进行视觉检测,检测完成后对该治具件进行标记(即焊接合格的治具件标记为ok,焊接不合格的治具件标记为ng),随后再重新放回至承载座 51上。此时取放模块1根据检测模块4所检测的结果,将承载座51上的治具件转运出,即将焊接不合格的治具件转运至废料回收区102,将焊接合格的治具件转运至产品缓存区101。
32.随后位于转台5上空载的承载座51,重新将待焊接的治具件转运至焊接模块2上,重新进行下一个工序的焊接工作。
33.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。