1.本实用新型涉及一种自动生产线驱动装置。
背景技术:
2.自动生产线一般指自动化流水线,可通过多个设备组合将工件加工成成品,而驱动装置则是固定于设备主轴上的装置,比如固定于机床上的夹具,当夹具将工件夹紧时,机床的主轴则会带动夹具进行旋转,此时夹具则会驱动工件发生旋转,因此机床上的夹具又被称为驱动装置,当驱动装置驱动工件发生旋转时,机床上的刀具则会自动对工件进行加工,从而完成工件的加工。
3.传统驱动装置一般是通过若干呈圆周均匀分布的夹爪对工具进行夹持,而夹爪之间的松开与夹紧则是利用锥面的导向进行走动,当驱动装置竖直放置且驱动装置与主轴相连接的下锥柄处于下侧时,夹爪则处于驱动装置的上侧,此时起到导向作用的锥面上端则向内倾斜,需要对工件进行夹紧时,可将工件放置于若干夹爪之间,此刻锥面上端向着工件方向倾斜,接着便可驱动夹爪顺着锥面轨迹向上移动,由于锥面上端向着工件方向倾斜,因此夹爪越往上,夹爪之间的间距便越小,最终夹爪紧压在工件外壁上,完成工件的夹紧工作,由此可知,夹爪在将工件夹紧的同时沿着工件的轴向方向进行移动,并非稳定的从工件外圈收缩将工件夹紧,所以驱动装置的夹爪在夹紧工件时则会不可避免的带动工件沿着轴向方向进行位移,导致每次新工件被夹紧时工件所在的位置会存在偏差,机床若是要对新工件进行加工,刀具则需要重新对刀,若是按照刀具原先的位置对新工件进行加工,新工件的加工精度则会出现偏差,无法保证工件的加工质量,若是每次都对新工件进行对刀,则需要对机床不断进行停机,不仅麻烦,且沿着影响工件的加工效率。
技术实现要素:
4.本实用新型要解决现有的技术问题是提供一种自动生产线驱动装置,它能够在夹紧工件的同时保证工件所在的位置不会发生偏差,保证加工质量,同时实现机床不停机加工工件,有效保证加工效率。
5.本实用新型解决上述技术问题采用的技术方案为:
6.本实用新型公开一种自动生产线驱动装置,包括夹紧座、设于夹紧座中心的轴孔以及设于轴孔内的下锥柄,下锥柄下端向下穿出至轴孔外,其特征在于:所述下锥柄上端向上穿出至轴孔外并设有一定位头;所述定位头上端呈上窄下宽的锥状;所述夹紧座外壁设有若干呈圆周均匀分布的导向座;所述导向座外端端面下部设有一导向孔;所述导向座外端端面上部设有一与导向孔相贯通的限位缺口;所述导向座上侧侧壁设有一与限位缺口相贯通的导向滑槽;所述导向孔外端孔口内设有与其相匹配的夹爪锁紧块;所述夹爪锁紧块上端设有一与限位缺口相匹配的夹爪锁紧臂;所述夹爪锁紧臂上设有一与导向滑槽相匹配的滑块;所述滑块上端内侧侧壁设有夹爪;所述夹爪锁紧块与导向孔孔底相对的一侧侧壁设有一夹紧压杆;所述夹紧压杆内端设有一与导向孔内壁相贴合的夹紧活塞;所述夹紧活
塞与导向孔孔底之间设有一复位结构;所述夹紧活塞与导向孔孔底之间具有一移动间隙;所述夹紧座外壁设有一与移动间隙相贯通的排气孔;所述夹紧压杆外套有一设于导向孔内的密封套;所述密封套、夹紧活塞、导向孔内壁以及夹紧压杆外壁之间围合形成一压力腔,导向座外壁设有一与压力腔相贯通的进气孔。
7.所述复位结构包括设于夹紧活塞内端端面中心的夹紧弹簧孔,夹紧弹簧孔外端蔓延至夹紧压杆外端;所述夹紧弹簧孔孔底与导向孔孔底之间设有一夹紧弹簧。
8.所述夹紧压杆外端端面中心设有与夹紧弹簧孔相贯通的第一螺孔;所述夹爪锁紧块外侧侧壁设有与第一螺孔相贯通的第一沉孔。
9.所述滑块与夹爪锁紧臂相对的外侧侧壁设有若干均匀分布的第二螺孔;所述夹爪锁紧臂外侧侧壁设有若干与第二螺孔相贯通的第二沉孔。
10.所述导向孔内壁设有一呈环形的嵌槽,嵌槽位于密封套外侧;所述嵌槽内设有一套于夹紧压杆外的孔用挡圈,孔用挡圈与密封套外侧侧壁相贴合。
11.所述夹紧活塞外周面设有一呈环形的密封槽;所述密封槽内设有与其相匹配的移动密封圈。
12.所述密封套外周面与导向孔内壁相贴合,密封套内壁与夹紧压杆外壁相贴合;所述密封套外周面、密封套内端内壁皆设有一环形槽;所述环形槽内设有与其相匹配的o型圈;所述密封套外端内壁设有一呈环形的辅助槽;所述辅助槽内设有一套于夹紧压杆外的防尘密封圈,防尘密封圈为橡胶材质;所述防尘密封圈内端端面设有一呈环形的外张槽,外张槽槽宽向着夹爪锁紧块方向逐渐递减。
13.所述防尘密封套内壁设有一呈环形的弹性槽,弹性槽槽宽向着远离夹紧压杆方向逐渐递减;所述密封套内孔外端孔口设有一与辅助槽相贯通的限位孔;所述防尘密封圈内孔外端孔口边沿设有一辅助密封管,辅助密封管穿过限位孔;所述辅助密封管呈内宽外窄的漏斗状;所述辅助密封管与防尘密封圈一体成型并皆为橡胶材质;所述辅助密封管外端管口内壁与夹紧压杆外壁相贴合。
14.所述夹爪内端端面设有一v型槽。
15.所述定位头上端外壁设有一呈环形的安装台阶;所述安装台阶上设有一与其相匹配的锥形套。
16.本实用新型的有益效果是:
17.与现有技术相比,采用本实用新型结构的自动生产线驱动装置可通过定位头对工件进行初步定位,然后再利用夹紧活塞使夹爪从工件的外圈沿着工件的径向方向逐渐靠近工件,最终将工件夹紧,使原本初步定位的工件得到有效固定,从而使工件始终维持在定位的位置上,不会出现位置上的偏差,有效避免沿着轴向方向将工件夹紧易导致夹爪带着工件沿着轴向方向发生位移的情况,有效保证加工质量,当一个工件加工完成后新工件再放置夹爪之间时,新工件依旧会被定位头定位,保证每一个工件所处的位置都不会存在偏差,无需每夹持一个新的工件都对机床上的刀具进行重新对刀,只需利用机械臂将工件稳定放置于夹爪之间,便能够实现机床不停机加工一个个工件的效果,有效保证加工效率。
附图说明
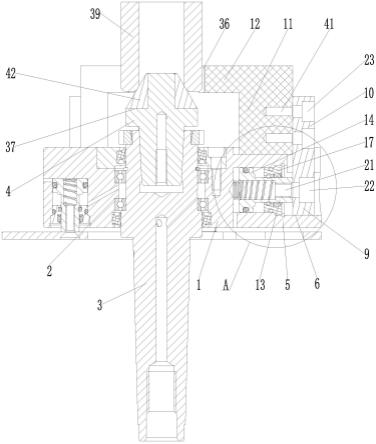
18.图1是本实用新型自动生产线驱动装置的剖面图;
19.图2是图1的a部的放大图;
20.图3是图2的b部的放大图;
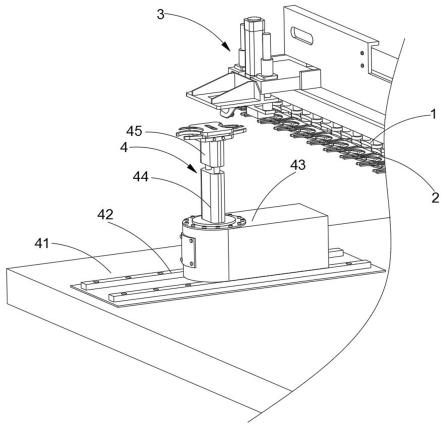
21.图4是本实用新型自动生产线驱动装置的结构示意图。
具体实施方式
22.下面结合附图和具体实施方式对本发明作进一步详细的说明:
23.请参阅图1至图4,本实用新型提供一种自动生产线驱动装置,包括夹紧座1、设于夹紧座1中心的轴孔2以及设于轴孔2内的下锥柄3,下锥柄3下端向下穿出至轴孔2外,所述下锥柄3上端向上穿出至轴孔2外并设有一定位头4;所述定位头4上端呈上窄下宽的锥状;所述夹紧座1外壁设有若干呈圆周均匀分布的导向座5;所述导向座5外端端面下部设有一导向孔6;所述导向座5外端端面上部设有一与导向孔6相贯通的限位缺口7;所述导向座5上侧侧壁设有一与限位缺口7相贯通的导向滑槽8;所述导向孔6外端孔口内设有与其相匹配的夹爪锁紧块9;所述夹爪锁紧块9上端设有一与限位缺口7相匹配的夹爪锁紧臂10;所述夹爪锁紧臂10上设有一与导向滑槽8相匹配的滑块11;所述滑块11上端内侧侧壁设有夹爪12;所述夹爪锁紧块9与导向孔6孔底相对的一侧侧壁设有一夹紧压杆13;所述夹紧压杆13内端设有一与导向孔6内壁相贴合的夹紧活塞14;所述夹紧活塞14与导向孔6孔底之间设有一复位结构;所述夹紧活塞14与导向孔6孔底之间具有一移动间隙15;所述夹紧座1外壁设有一与移动间隙15相贯通的排气孔16;所述夹紧压杆13外套有一设于导向孔6内的密封套17;所述密封套17、夹紧活塞14、导向孔6内壁以及夹紧压杆13外壁之间围合形成一压力腔18,导向座5外壁设有一与压力腔18相贯通的进气孔40。
24.所述复位结构包括设于夹紧活塞14内端端面中心的夹紧弹簧孔19,夹紧弹簧孔19外端蔓延至夹紧压杆13外端;所述夹紧弹簧孔19孔底与导向孔6孔底之间设有一夹紧弹簧20。
25.所述夹紧压杆13外端端面中心设有与夹紧弹簧孔19相贯通的第一螺孔21;所述夹爪锁紧块9外侧侧壁设有与第一螺孔21相贯通的第一沉孔22。
26.所述滑块11与夹爪锁紧臂10相对的外侧侧壁设有若干均匀分布的第二螺孔41;所述夹爪锁紧臂10外侧侧壁设有若干与第二螺孔41相贯通的第二沉孔23。
27.所述导向孔6内壁设有一呈环形的嵌槽24,嵌槽24位于密封套17外侧;所述嵌槽24内设有一套于夹紧压杆13外的孔用挡圈25,孔用挡圈25与密封套17外侧侧壁相贴合。
28.所述夹紧活塞14外周面设有一呈环形的密封槽26;所述密封槽26内设有与其相匹配的移动密封圈27。
29.所述密封套17外周面与导向孔6内壁相贴合,密封套17内壁与夹紧压杆13外壁相贴合;所述密封套17外周面、密封套17内端内壁皆设有一环形槽28;所述环形槽28内设有与其相匹配的o型圈29;所述密封套17外端内壁设有一呈环形的辅助槽30;所述辅助槽30内设有一套于夹紧压杆13外的防尘密封圈31,防尘密封圈31为橡胶材质;所述防尘密封圈31内端端面设有一呈环形的外张槽32,外张槽32槽宽向着夹爪锁紧块9方向逐渐递减。
30.所述防尘密封套17内壁设有一呈环形的弹性槽33,弹性槽33槽宽向着远离夹紧压杆13方向逐渐递减;所述密封套17内孔外端孔口设有一与辅助槽30相贯通的限位孔34;所述防尘密封圈31内孔外端孔口边沿设有一辅助密封管35,辅助密封管35穿过限位孔34;所
述辅助密封管35呈内宽外窄的漏斗状;所述辅助密封管35与防尘密封圈31一体成型并皆为橡胶材质;所述辅助密封管35外端管口内壁与夹紧压杆13外壁相贴合。
31.所述夹爪12内端端面设有一v型槽36。
32.所述定位头4上端外壁设有一呈环形的安装台阶37;所述安装台阶37上设有一与其相匹配的锥形套42。
33.本实用新型的使用方法如下:
34.需要将工件39夹紧时,则可利用机械臂将工件39送向定位头4,在工件39为管状结构时,随着工件39从上至下靠近定位头,由于定位头4上端呈上窄下宽的锥状,因此定位头4上端则会直接插入至工件39下端孔口内,而工件39下端孔口内边沿与定位头4上端外壁的锥面相贴合,此时工件得到初步定位,同时工件处于若干呈圆周均匀分布的夹爪之间。
35.当工件39被定位头4初步定位后,便可驱动夹爪使其稳定靠近工件,在实际使用过程中,进气孔与能够提高压缩空气的气源相贯通,随着压缩空气送入进气孔40内,压缩空气则会第一时间进入至压力腔18内,在密封套17被孔用挡圈25限制外移的情况下,随着压缩空气不断进入至压力腔18内,压力腔18内的气压则会不断上升,最终压力腔18内的气压大于夹紧弹簧20的弹性,此时夹紧弹簧20被压缩,夹紧活塞14向着导向孔6孔底移动,而移动间隙15内的气体则会通过排气孔16被挤出至外界,避免移动间隙15不断变小导致移动间隙15内的气体不断被压缩从而致使夹紧活塞14的移动动作受阻的情况,而夹紧活塞14通过夹紧压杆13与夹爪锁紧块9相固定,夹爪锁紧块9上端的夹爪锁紧臂10与滑块11相固定,因此夹紧活塞14不断靠近导向孔6孔底时,滑块11则会顺着导向滑槽8的轨迹进行移动,此时夹爪12随着滑块11不断靠近工件39,最终紧压在工件39的外壁,将已完成初步定位的工件39夹紧固定,当工件39加工完成后,便可松开工件39,此时只需关闭压缩空气,使压缩空气回位,此时压力腔18内的气压骤降,夹紧弹簧20的弹性大于压力腔18内的气压,夹紧弹簧20则会利用自身被压缩产生的弹性使夹紧活塞14复位,从而实现夹爪12的复位。
36.综上所述可知,本实用新型可通过定位头4对工件39进行初步定位,然后再利用夹紧活塞14使夹爪12从工件39的外圈沿着工件39的径向方向逐渐靠近工件39,最终将工件39夹紧,使原本初步定位的工件39得到有效固定,从而使工件39始终维持在定位的位置上,不会出现位置上的偏差,有效避免沿着轴向方向将工件39夹紧易导致夹爪12带着工件39沿着轴向方向发生位移的情况,有效保证加工质量,当一个工件加工完成后新工件再放置夹爪12之间时,新工件依旧会被定位头4定位,保证每一个工件所处的位置都不会存在偏差,无需每夹持一个新的工件都对机床上的刀具进行重新对刀,只需利用机械臂将工件39稳定放置于夹爪12之间,便能够实现机床不停机加工一个个工件的效果,有效保证加工效率。
37.复位结构包括设于夹紧活塞14内端端面中心的夹紧弹簧孔19,夹紧弹簧孔19外端蔓延至夹紧压杆13外端;所述夹紧弹簧孔19孔底与导向孔6孔底之间设有一夹紧弹簧20。
38.夹紧压杆13外端端面中心设有与夹紧弹簧孔19相贯通的第一螺孔21,夹爪锁紧块9外侧侧壁设有与第一螺孔21相贯通的第一沉孔22,因此只需将螺丝的头部限制于第一沉孔22内,将螺丝的螺身螺接于第一螺孔21内,便能够完成夹紧压杆13与夹爪锁紧块9之间的固定,与此同时,螺丝的螺身可直接穿入至夹紧弹簧孔19内,使夹紧弹簧20直接套于螺丝外,从而令用于固定夹紧压杆13与夹爪锁紧块9的螺丝对夹紧弹簧20起到导向作用,保证夹紧弹簧20被压缩以及张开时的稳定性。
39.滑块11与夹爪锁紧臂10相对的外侧侧壁设有若干均匀分布的第二螺孔,夹爪锁紧臂10外侧侧壁设有若干与第二螺孔41相贯通的第二沉孔23,因此只需将螺丝的头部限制于第二沉孔23内,将螺丝的螺身限制于第一螺孔21内,便能够完成滑块11与夹爪锁紧臂10之间的固定,这种固定方式便于滑块11与夹爪锁紧臂10之间的拆装,从而利于夹爪12的更换。
40.导向孔6内壁设有一呈环形的嵌槽24,嵌槽24位于密封套17外侧,嵌槽内设有一套于夹紧压杆13外的孔用挡圈25,孔用挡圈25与密封套17外侧侧壁相贴合,孔用挡圈25的这种固定方式便于孔用挡圈25的拆装,从而利于密封套17的拆装,便于密封套17的更换与维修。
41.夹紧活塞14外周面设有一呈环形的密封槽26,密封槽26内设有与其相匹配的移动密封圈27,移动密封圈27的存在能够进一步提高夹紧活塞14外周面与导向孔6内壁之间的密封性,避免夹紧活塞14移动时气体泄漏影响夹爪夹紧力的情况。
42.密封套17外周面与导向孔6内壁相贴合,密封套17内壁与夹紧压杆13外壁相贴合,密封套17外周面、密封套17内端内壁皆设有一环形槽28,环形槽28内设有与其相匹配的o型圈29,o型圈29的存在能够有效提高密封套17内壁与夹紧压杆13外壁之间的密封性以及密封套17外周面与导向孔6内壁之间的密封性,起到防漏气的效果。
43.密封套17外端内壁设有一呈环形的辅助槽30,辅助槽30内设有一套于夹紧压杆13外的防尘密封圈31,防尘密封圈31为橡胶材质,防尘密封圈31内端端面设有一呈环形的外张槽32,外张槽32槽宽向着夹爪锁紧块9方向逐渐递减,防尘密封圈31的存在能够进一步提高密封套17内壁与夹紧压杆13外壁之间的密封性,而外张槽32的存在能够进一步提高防尘密封圈31的密封效果,当压力腔18内的气体泄漏至密封套17内壁与夹紧压杆13外壁之间的间隙内后,气体则会随后进入至外张槽32内,随着气体不断进入至外张槽32内,外张槽32内的气压则会不断上升,从而对外张槽32内的内壁向外挤压,使防尘密封圈31端部发生膨胀,从而使防尘密封圈31端部内壁进一步贴合于夹紧压杆13外壁,使防尘密封圈31端部外壁进一步贴合于辅助槽30槽底,最大程度上保证防尘密封圈31的密封效果。
44.防尘密封套17内壁设有一呈环形的弹性槽33,弹性槽33槽宽向着远离夹紧压杆13方向逐渐递减,密封套17内孔外端孔口设有一与辅助槽30相贯通的限位孔34,防尘密封圈31内孔外端孔口边沿设有一辅助密封管35,辅助密封管35穿过限位孔34,辅助密封管35呈内宽外窄的漏斗状,辅助密封管35与防尘密封圈31一体成型并皆为橡胶材质,辅助密封管35外端管口内壁与夹紧压杆13外壁相贴合,当外界气流携带杂质渗漏至导向孔6内时,外界气流则会进入至辅助密封管35外壁与限位孔34内壁之间的空间内,随着外界气流不断进入辅助密封管35外壁与限位孔34内壁之间的空间内,辅助密封管35反而被进一步压紧于夹紧压杆13外壁上,进一步提高自身的密封效果,有效起到防尘密封效果,而弹性槽33的存在不仅能够使防尘密封圈31端部更易膨胀,还能够使辅助密封管35更易受压紧贴于夹紧压杆13外壁上,进一步提高防尘密封圈31与辅助密封管35的密封效果。
45.夹爪12内端端面设有一v型槽36,v型槽36的存在能够保证夹紧工件39的同时尽量减少夹爪12与工件39之间的实际接触面积,最大程度上避免工件39表面被夹爪的夹紧力磨损的情况。
46.当夹爪12从工件39外圈向内稳定移动时,其实具有三道导向,第一道导向则是导向孔6内壁对夹紧活塞14的导向,第二道导向则是限位缺口7内壁对夹爪锁紧臂10的导向,
第三道导向则是导向滑槽8对滑块11的导向,而三道导向的存在能够最大程度上保证夹爪12向着工件39靠近夹紧时的稳定性,最大程度上避免夹爪12夹紧工件时造成工件39发生位移的情况。
47.定位头4上端外壁设有一呈环形的安装台阶37,安装台阶37上设有一与其相匹配的锥形套42,此时锥形套42的锥形外壁替代定位头4原本的锥形外壁与工件39孔口的内边沿相贴合,锥形套42可采用耐磨材质,起到防磨损效果,而锥形套42于安装台阶37可通过焊接的方式进行固定,保证锥形套42的稳固性。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。