1.本实用新型涉及建筑工程部件成型设备技术领域,尤其是一种板材复合成型机的加热结构。
背景技术:
2.排水工程广泛应用于建筑工程、交通工程、园林工程及市政工程等。其中广泛使用塑料排水板。塑料排水板是在塑胶基板经过吸塑制成凸台,相邻凸台之间的空间构成排水通道,铺设地面、土壤或岩层等基面上以防止水分下渗。
3.目前的防排水一体板成型机在排水层与防水层复合时,由于排水层复合面的表面温度不够高,其与防水层复合后粘接得不够牢固,粘接强度不够高。目前也有采用热风枪对排水层的复合面进行加热后再进行复合的方式以提高复合后的粘接强度,但是热风枪为点式加热方式,加热点相对集中,排水层各部位受热不够均匀,而且容易出现排水层局部温度过高而发生变形的情况,从而影响复合效果。
技术实现要素:
4.本技术人针对现有防排水一体板成型机存在的上述缺点,提供一种结构合理的板材复合成型机的加热结构,采用加热炉对排水层的复合面进行面覆盖式加热,提高加热均匀性,防止排水层发生变形,提高复合效果。
5.本实用新型所采用的技术方案如下:
6.一种板材复合成型机的加热结构,机架依次设置有若干相对滚动的辊子;第二凹辊的外侧、位于第二凹辊与镜面辊交汇处的半侧设置有加热炉,加热炉的加热面与第二凹辊辊面之间具有距离;加热炉的罩壳内平行布置有若干加热管。
7.作为上述技术方案的进一步改进:
8.加热炉的若干加热管沿同一圆弧线布置,圆弧线与第二凹辊同心,若干加热管同轴布置在第二凹辊外侧;加热管平行于第二凹辊轴向布置。
9.所述相对滚动的辊子包括第一凹辊、凸辊、第二凹辊及镜面辊,第一凹辊与凸辊相对滚动,凸辊与第二凹辊相对滚动,第二凹辊与镜面辊相对滚动。
10.加热管中心点至第二凹辊辊面的径向距离d的范围为10mm-30mm。
11.最外侧两根加热管中心点之间的圆弧角α的范围为55-70度。
12.加热炉面向第二凹辊与镜面辊交汇点一侧的最外轮廓点、与第二凹辊和镜面辊交汇点之间的距离h为190mm-230mm。
13.加热炉面向第二凹辊与镜面辊交汇点一侧的最外轮廓点与第二凹辊和镜面辊交汇点的连线、与第二凹辊和镜面辊中心连线之间的夹角β的范围为80
°‑
95
°
。
14.加热炉的罩壳两侧连接有支撑板,支撑板通过连接组件固定连接到第二凹辊的基座上;罩壳为弧形,罩壳内设置有若干加强筋。
15.连接组件包括固定板、盖板、连接板、调整手轮,连接板上开设有调整孔;固定板固
定连接到支撑板,盖板盖设在固定板一侧,连接板一端插入固定板内、另一端固定连接到第二凹辊的基座上,调整手轮的连接杆从固定板顶端伸入、连接到连接板上,调整手轮的连接杆穿过连接板顶部、伸入调整孔内。
16.加热管采用玻璃石英管。
17.本实用新型的有益效果如下:
18.本实用新型的加热炉沿轴向覆盖式布置在第二凹辊辊面外侧,其加热面覆盖至第二凹辊上绕带的排水层的整个轴向区域,可以对排水层的复合面进行面覆盖式加热,加热面积分散至整个轴向面,加热面积更大,排水层各部位受热更均匀,在对排水层进行加热、提高其复合面温度的同时,还可以防止排水层发生变形,提高了排水层与防水层的复合效果,也提高了复合后的排水层与防水层的粘接强度。
附图说明
19.图1为本实用新型的结构示意图。
20.图2为加热炉的立体图。
21.图3为加热炉的仰视图。
22.图4为加热炉的剖视图。
23.图5为图4中a-a截面的剖视图。
24.图6为图4中b部的放大图。
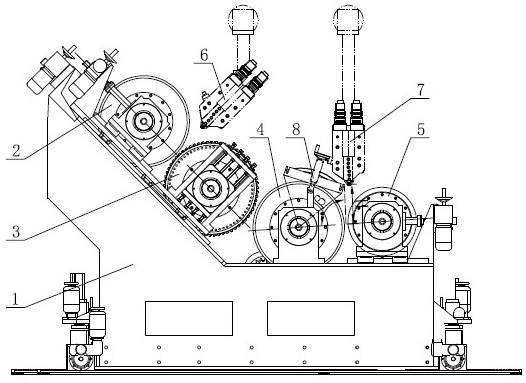
25.图中:1、机架;2、第一凹辊;3、凸辊;4、第二凹辊;5、镜面辊;6、第一挤出机头;7、第二挤出机头;
26.8、加热炉;81、罩壳;82、加热管;83、支撑板;84、连接组件;841、固定板;842、盖板;843、连接板;8431、调整孔;844、调整手轮;85、加强筋;86、圆弧线。
具体实施方式
27.下面结合附图,说明本实用新型的具体实施方式。
28.如图1所示,本实用新型的机架1上设置有相互平行的第一凹辊2、凸辊3、第二凹辊4及镜面辊5(又称光辊)。第一凹辊2的圆周表面上阵列开设若干第一凹腔,第二凹辊4的圆周表面上阵列开设若干第二凹腔,凸辊3的圆周表面上对应阵列布置若干凸粒,凸粒分别与第一凹腔及第二凹腔配合。第一凹辊2与凸辊3之间、凸辊3与第二凹辊4之间、第二凹辊4与镜面辊5之间各自分别进行相对滚动。第一凹辊2与凸辊3的相汇处斜上方设置有第一挤出机头6,第一挤出机头6可以朝第一凹辊2与凸辊3的相汇处挤出排水基板。第二凹辊4与镜面辊5的相汇处上方设置有第二挤出机头7,第二挤出机头7可以竖直向下朝向第二凹辊4与镜面辊5的相汇处挤出防水层,防水层与排水层在第二凹辊4与镜面辊5交汇处进行热熔复合。实际使用时,排水基板从第一挤出机头6挤出,经第一凹辊2与凸辊3吸塑成型为排水层后,跟随凸辊3转至与第二凹辊4的配合部位,在凸辊3与第二凹辊4配合时转绕到第二凹辊4上,随第二凹辊4转至第二凹辊4与镜面辊5交汇处;防水层从第二挤出机头7挤出、与排水层于第二凹辊4与镜面辊5的交汇处熔合,熔接复合成一体的排水板输送至下一工艺段。
29.第二凹辊4朝向第二挤出机头7的一侧(即绕带有排水层的一侧)外侧设置有加热炉8,加热炉8布置在靠近第二凹辊4与镜面辊5交汇处的半侧、其内侧加热面与第二凹辊4辊
面之间具有一定距离;加热炉8沿轴向覆盖式布置在第二凹辊4辊面外侧,其加热面覆盖至第二凹辊4上绕带的排水层的整个轴向区域,可以对排水层的复合面进行面覆盖式加热,加热面积分散至整个轴向面,加热面积更大,排水层各部位受热更均匀,在对排水层进行加热、提高其复合面温度的同时,还可以防止排水层发生变形,提高了排水层与防水层的复合效果,也提高了复合后的排水层与防水层的粘接强度。加热炉8越靠近第二凹辊4与镜面辊5交汇处,对排水层的加热效果越好,复合后的粘接强度越高,但是需要保证加热炉8不能干涉到第二挤出机头7的防水层挤出,即加热炉8面向两复合辊(第二凹辊4与镜面辊5)交汇点一侧的最外轮廓点不超出第二凹辊4与镜面辊5的交汇点,其最外轮廓点与两复合辊交汇点之间的距离h为190mm-230mm,加热炉8最外轮廓点与两复合辊交汇点的连线与两复合辊中心连线之间的夹角β的范围为80
°‑
95
°
,在保证加热炉8不干涉排水层挤出的同时,可以尽可能地朝两复合辊交汇处靠近,最大限度地提高加热效果,提高复合效果与粘接强度。
30.如图2至图5所示,加热炉8为弧形炉,其弧形的罩壳81内侧平行布置有若干加热管82,加热管82平行于第二凹辊4轴向布置;罩壳81轴向的两侧分别连接有支撑板83,支撑板83上连接有连接组件84,通过连接组件84固定连接到第二凹辊4轴向两侧的基座上。罩壳81内横向设置有若干加强筋85,提高罩壳81的支撑强度。
31.如图5所示,若干加热管82沿同一圆弧线86布置,圆弧线86与第二凹辊4同心,即若干加热管82同轴布置在第二凹辊4外侧,各加热管82中心点至第二凹辊4辊面的径向距离d相等,在第二凹辊4外侧形成同轴的加热面,加热面各点至第二凹辊4的径向距离相等,加热更均匀,加热效果更好。加热管82中心点至第二凹辊4辊面的径向距离d的范围10mm-30mm;最外侧两根加热管82中心点之间的圆弧角α的范围55
°‑
70
°
。加热管82采用玻璃石英管。
32.如图6所示,连接组件84包括固定板841、盖板842、连接板843、调整手轮844,连接板843上开设有调整孔8431。固定板841固定连接到支撑板83,盖板842盖设在固定板841前侧,连接板843上部从底端插入固定板841内,连接板843下部固定连接到第二凹辊4的基座上,调整手轮844的连接杆从固定板841顶端伸入、连接到连接板843上,调整手轮844的连接杆穿过连接板843顶部、伸入调整孔8431内;旋动调整手轮844可以调整加热炉8与第二凹辊4之间的距离,保证加热炉8对排水层的最佳加热效果。
33.以上描述是对本实用新型的解释,不是对本实用新型的限定,在不违背本实用新型精神的情况下,本实用新型可以作任何形式的修改。例如将加热结构使用在仅有第二凹辊4与镜面辊5的板材复合设备上。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。