1.本实用新型涉及包覆材料的机械加工领域,特别涉及一种折压包边装置。
背景技术:
2.随着社会的进步,人们对产品的外观越来越高,为增加产品的美观和舒适性,通常在作为结构件的pc塑料产品外表面会包覆一层pu皮等一些软性材料,以使得产品的外观丰富多样,同时在以握持等方式与产品接触时,相对于硬性材质的pc塑料,包覆后的产品也会更加舒适,在加工工艺中,软性材料的表面积会大于产品本身,多预留一定的余量,以便将包覆的边缘反包到产品内部对产品进行包边,其工艺通常采用胶水粘合或热熔胶热压粘合的方式,其中,热熔胶热压粘合需要满足是热模压紧激活热熔胶,并保持一定时间,这样才能确保布料或硅胶层与塑胶外壳粘牢,传统的工艺是用人手和铬铁反包后再用模具把反面压紧粘牢,人员操作慢,新人需时间培训且有浪费产生,产品小、折边曲面比较大时,容易烫手,费时费力,人工成本高,产品质量稳定性也无法保证。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种折压包边装置。
4.为了实现上述目的,本实用新型技术方案如下:
5.一种折压包边装置,包括:操作控制台,1、所述操作控制台设有下压热压上模组件、自动送料下模组件以及一对对向设置的侧推成型组件;
6.下压热压上模组件包括一固定在操作控制台的固定架,所述固定架的另一端连接有第一气动滑台,第一气动滑台的活动端连接有加热板,加热板的下方固定上模具,所述上模具能够在第一气动滑台的作用下在竖直方向上上下移动;
7.自动送料下模组件包括一活动端可在水平方向上移动的第二气动滑台,且该活动端可移动至对向设置的侧推成型组件中间,活动端设有与上模具对应的下模具;
8.一对对向设置的侧推成型组件,所述侧推成型组件均包括成型推块以及第三气动滑台,所述成型推块位于上模具的下方,成型推块与第三气动滑台的活动端通过连接板连接;使该成型推块能够在连接板与第三气动滑台的作用下在水平方向上移动,使一对对向设置的侧推成型组件其中的成型推块相互靠近或远离。
9.进一步的,所述侧推成型组件还包括支撑板、导向柱,所述导向柱固定在操作控制台上,支撑板与导向柱活动安装,位于支撑板的下方设有气缸,所述气缸与操作控制台固定连接,其活动端与支撑板固定连接,支撑板通过气缸的作用可在导向柱上上下移动,所述支撑板的上方与第三气动滑台固定连接。
10.进一步的,所述操作控制台还设有系统控制屏、急停按钮,双手启动按钮。
11.进一步的,所述操作控制台下方设置电控箱以及为电控箱设置电控防护门。
12.进一步的,所述电控箱的下方设有脚轮、脚杯。
13.采用本实用新型的技术方案,具有以下有益效果:
14.本实用新型加工的产品质量稳定美观,避免人为因素造成的粘合质量缺陷,降低人工和场地成本,同时,自动化程度高,可用于自动线的装配,极大的提高的生产效率。
附图说明
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型的下压热压上模组件结构示意图;
17.图3为本实用新型的自动送料下模组件结构示意图;
18.图4为本实用新型的侧推成型组件结构示意图。
具体实施方式
19.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
20.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
23.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之
[0024]“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0025]
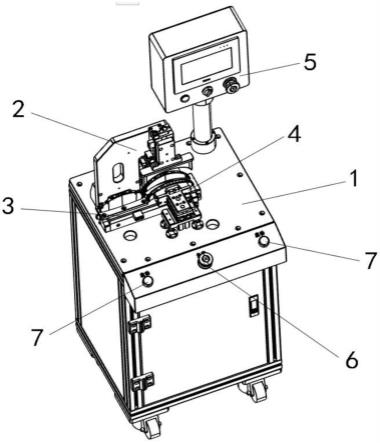
如图1所示,本实用新型提供一种折压包边装置,包括:包括操作控制台 1,所述操作控制台1设有下压热压上模组件2、自动送料下模组件3以及一对对向设置的侧推成型组件4;自动送料下模组件3用于放置待加工物料,需要说明的是该待加工物料为作为结构件的pc塑料包覆一层pu皮等一些软性材料后的半成品,此时的软性材料表面积会大于结构件本身,多预留一定的余量;待加工物物料可通过人工的方式放置在自动送料下模组件3上,
也可以做作为自动生产线的中一部分,通过机械手臂的方式放入;所述下压热压上模组件2 用于对代加工物料折边,在生产过程中,所述下压热压上模组件2靠近自动送料下模组件3,使得软性材料余量部分形成弯曲;一对对向设置的侧推成型组件4用于对代加工物料包边,当软性材料余量部分形成弯曲后,一对对向设置的侧推成型组件3相互靠近,继续挤压弯曲部分,进而使软性材料余量部分完全贴合在结构件周边的反面。
[0026]
具体的,如图2至4所示,下压热压上模组件2包括一固定在操作控制台1 的固定架21,所述固定架21的另一端连接有第一气动滑台22,第一气动滑台 22的活动端连接有加热板23,加热板23的下方固定上模具24,所述上模具24 能够在第一气动滑台22的作用下在竖直方向上上下移动;在生产过程中,通过第一气动滑台22的驱使上模具24靠近自动送料下模组件3,使软性材料余量部分形成弯曲,加热板23对代加工进行加热,以实现热压贴合;
[0027]
自动送料下模组件3包括一活动端可在水平方向上移动的第二气动滑台 31,且该活动端可移动至对向设置的侧推成型组件中间,活动端设有与上模具对应的下模具32,下模具32在第二气动滑台31上滑动,滑至对向设置的侧推成型组件中间时,此时下模具32位于上模具24正下方,与上模具24对应,实现对代加工物料的加工,当滑出对向设置的侧推成型组件中间时,将物料放入下模具32,通过自动送料下模组件3送料,一方面使上料方便,另一方面避免了由于机械故障或是人员误操作引起的损伤;
[0028]
一对对向设置的侧推成型组件4,所述侧推成型组件4均包括成型推块41 以及第三气动滑台42,所述成型推块41位于上模具32的下方,成型推块41与第三气动滑台42的活动端通过连接板连接;使该成型推块41能够在连接板与第三气动滑台42的作用下在水平方向上移动,使一对对向设置的侧推成型组件4其中的成型推块41相互靠近或远离,相互靠近的成型推块41继续挤压弯曲部分的软性材料进而使软性材料余量部分完全贴合在结构件周边的反面,加工完毕成型推块41相互远离,而后取出加工完毕的物料。
[0029]
在一具体实施例中,如图4所示,所述侧推成型组件4还包括支撑板43、导向柱44,所述导向柱44固定在操作控制台1上,支撑板43与导向柱44活动安装,位于支撑板43的下方设有气缸45,所述气缸45与操作控制台1固定连接,其活动端与支撑板43固定连接,支撑板43通过气缸44的作用可在导向柱44上上下移动,所述支撑板43的上方与第三气动滑台42固定连接。
[0030]
本实施例中,由于第三气动滑台42在支撑板43的作用下可以上下移动,进而成型推块41也能够上下移动,在生产过程中,相互靠近的成型推块41使经过下压热压上模组件2靠近自动送料下模组件3得到余量弯曲部分的软性材料进一步弯曲,而后气缸44推动支撑板43进而推动成型推块41使软性材料余量部分完全贴合在结构件周边的反面,有效提升了产品的良品率。
[0031]
在一具体实施例中,如图1所示,操作控制台1还设有系统控制屏5、急停按钮6,双手启动按钮7,所述系统控制屏5用于显示和设定折压包边装置工作参数,包括但不限于压力、温度数值等,所述急停按钮6用于在机械故障或是人员误操作时断开一切开关,降低损失,所述双手启动按钮7避免人工在操作装置时启动引起的机械伤害。
[0032]
在一具体实施例中,操作控制台1下方设置电控箱以及为电控箱设置电控防护门。
[0033]
在一具体实施例中,电控箱的下方设有脚轮、脚杯。
[0034]
以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,
凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。