1.本实用新型涉及到一种注塑模具,具体涉及到一种断续式内倒扣盖注塑模。
背景技术:
2.目前,有些盖子上设置有内倒扣,当盖子拧到瓶子上后,内倒扣起到防松动、防盗或者卡住其他零件防止其脱出的作用。内倒扣通常有整圈和多点断续两种结构,用于注塑成型的模具无法直线强脱,也无法通过型芯旋转旋脱,因而均采用了型芯斜滑块脱模,这样的模具结构复杂、成本高,而且,该模具中的型芯中不易设置冷却水道,从而导致模具的冷却效果差,大大延长了冷却时间,导致该模具的生产效率较低。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种结构简单、脱模时型芯不用移动的断续式内倒扣盖注塑模。
4.为解决上述的技术问题,本实用新型所采用的技术方案为:一种断续式内倒扣盖注塑模,其结构包括:模座、设置在所述模座上的型芯安装座、以及依次位于型芯安装座上方的脱模板、型腔板和流道板,所述的型腔板上开设有至少一个型腔,脱模板和/或型腔板中设置有外冷却通道,所述的型芯安装座中设置有与所述的型腔相对应的型芯和倒扣成型套,倒扣成型套活动套设在所述的型芯上,型芯和倒扣成型套的顶部伸入相应的型腔中,型芯中设置有内冷却通道,倒扣成型套的顶部外侧设置有若干个与断续式内倒扣相对应的成型凹槽,成型凹槽的至少一端设置有自底壁至端口由深至浅的导引坡;所述的型芯安装座中还设置有用于驱动倒扣成型套转动的成型套转动驱动机构。
5.作为一种优选方案,在所述的一种断续式内倒扣盖注塑模中,所述成型凹槽的两端均设置有自底壁至端口由深至浅的导引坡。
6.作为一种优选方案,在所述的一种断续式内倒扣盖注塑模中,所述的型芯安装座包括:设置在所述模座上的型芯底板、设置在所述型芯底板上的型芯安装板、设置在所述型芯安装板上的成型套底板、以及设置在所述成型套底板上的成型套安装板;所述的型芯设置在型芯底板上、活动穿设在型芯安装板、成型套底板和成型套安装板中;所述的倒扣成型套设置在成型套底板上、活动穿设在成型套安装板中。
7.作为一种优选方案,在所述的一种断续式内倒扣盖注塑模中,所述的倒扣成型套上设置有锥形导向段,锥形导向段上设置有锥形导向面,所述的成型套安装板中开设有与所述的锥形导向段相配合的锥形导向孔,倒扣成型套的锥形导向段设置在成型套安装板的锥形导向孔中。
8.作为一种优选方案,在所述的一种断续式内倒扣盖注塑模中,所述成型套转动驱动机构的具体结构包括:设置在所述的倒扣成型套上的传动齿轮,所述的型芯安装座中设置有与传动齿轮相配合的驱动齿条,驱动齿条与所述的传动齿轮啮合。
9.作为一种优选方案,在所述的一种断续式内倒扣盖注塑模中,所述内冷却通道的
具体设置方式为:型芯自底面向内开设有冷却腔,冷却腔中设置有冷却管,冷却管的下端设置在所述的型芯安装座中,冷却管与冷却腔之间形成回水通道,所述的型芯安装座上还分别开设有与冷却管的下端相通的进水口、以及与所述的回水通道相通的出水口。
10.本实用新型的有益效果是:本实用新型非常巧妙地通过单独设置在可在型芯上转动的倒扣成型套,并在成型凹槽的一端设置了自底壁至端口由深至浅的导引坡,使得整个模具的结构非常简单,降低了生产成本。此外,通过设置有内、外冷却通道,大大缩短了冷却时间,提高了生产效率。
附图说明
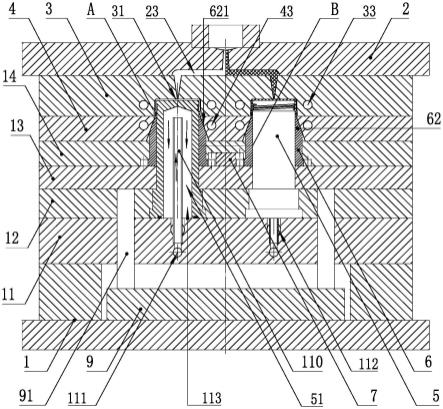
11.图1是本实用新型所述注塑模具的结构示意图。
12.图2是图1中a部分的放大结构示意图。
13.图3是图1中b部分的放大结构示意图。
14.图4是本实用新型所述注塑模的一种脱模方式示意图。
15.图5是本实用新型所述注塑模的另一种脱模方式示意图。
16.图6是倒扣部位成型时横截面结构示意图。
17.图7是倒扣部位转出凹槽后的横截面结构示意图。
18.图1至图7中的附图标记分别为:1、模座,11、型芯底板,110、冷却管,111、进水口,112、出水口,113、回水通道,12、型芯安装板,13、成型套底板,14、成型套安装板,2、流道板,23、流道,3、型腔板,31、型腔,33、外冷却通道,4、脱模板,43、外冷却通道,5、型芯,51、冷却腔,6、倒扣成型套,61、成型凹槽,611、导引坡,62、锥形导向段,621、锥形导向面,63、传动齿轮,7、驱动齿条,71、条齿,9、脱模驱动机构,91、驱动杆,100、产品。
具体实施方式
19.下面结合附图1至7,详细描述本实用新型所述的一种断续式内倒扣盖注塑模的具体实施方案。
20.如图1、图4和图5所示,本实用新型所述的断续式内倒扣盖注塑模,其结构包括:模座1、设置在所述模座1上的型芯安装座、以及依次位于型芯安装座上方的脱模板4、型腔板3和流道板2(属于本领域的惯常技术,在此不再展开描述),所述的型芯安装座包括:设置在所述模座1上的型芯底板11、设置在所述型芯底板11上的型芯安装板12、设置在所述型芯安装板12上的成型套底板13、以及设置在所述成型套底板13上的成型套安装板14;所述的型腔板3上开设有两个型腔31(型腔31的数量根据实际情况而定),脱模板4和型腔板3中在型腔31的外侧分别设置有外冷却通道43和33(属于本领域的惯常技术,在此不再展开描述),所述的型芯安装座中设置有与所述的型腔31相对应的型芯5和倒扣成型套6,具体设置方式为:所述型芯5的底部设置有限位安装凸台(属于本领域的惯常技术,在此不再展开描述),所述的型芯底板11上开设有与所述的型芯5相配合的安装孔、以及与型芯5上的限位安装凸台相配合的限位安装孔,型芯5穿设在型芯底板11、型芯安装板12和倒扣成型套6中,所述倒扣成型套6的底部设置有传动齿轮63,所述的成型套底板13上开设有与倒扣成型套6相配合的安装孔、以及与倒扣成型套6相配合的齿轮安置孔,倒扣成型套6穿设在成型套底板13和成型套安装板14中,所述倒扣成型套6底部的传动齿轮63设置在成型套安装板14的齿轮安
置孔中;所述倒扣成型套6和型芯5的顶部伸入相应的型腔31中,型芯5中设置有内冷却通道,该内冷却通道的具体设置方式为:所述的型芯5自底面向内开设有冷却腔51,冷却腔51中设置有冷却管110,冷却管110的下端设置在所述的型芯底板11中,冷却管110与冷却腔51的内壁之间形成回水通道113,所述的型芯底板11中还分别开设有与所述冷却管110的下端相通的进水口111、以及与所述的回水通道113相通的出水口112;所述倒扣成型套6的顶部外侧设置有若干个与产品100上的断续式内倒扣相对应的成型凹槽61(参见图2所示),为了方便加工和使用,所述的成型凹槽61的两端分别设置有自底壁至端口由深至浅的导引坡611(参见图6和图7所示);所述的型芯安装座中还设置有用于驱动倒扣成型套6转动的成型套转动驱动机构,如图3所示,该成型套转动驱动机构除了上述设置在倒扣成型套6上的传动齿轮63之外,还包括:设置在所述的成型套安装板14与成型套底板13之间的、居中布置在两个倒扣成型套6之间的驱动齿条7,驱动齿条7的两侧均设置有条齿71,条齿71与相应一侧的传动齿轮63啮合。
21.实际应用时,所述的倒扣成型套6上设置有锥形导向段62,锥形导向段62上设置有锥形导向面621,所述的成型套安装板14中开设有与所述的锥形导向段62相配合的锥形导向孔,倒扣成型套6的锥形导向段62设置在成型套安装板14的锥形导向孔中;所述的模座1上还设置有脱模驱动机构9,脱模驱动机构9的一对驱动杆91与脱模板4相连。
22.本实用新型的工作原理为:如图4所示,模具合模时,熔融的塑料经过流道23注入至型腔31中,然后保压冷却,接着模具开模,开模后,驱动齿条7同时驱动两侧的传动齿轮63转动,将倒扣成型套6转过一定角度α(参见图7所示),使得产品100的倒扣从倒扣成型套6的成型凹槽61平转到倒扣成型套6的外径圆弧面上,接着,倒扣成型套6和脱模板4在脱模驱动机构9的驱动杆91(也称模具顶出杆)的作用下将产品100从所述的型芯5上脱出,然后,脱模板4再将产品100从倒扣成型套6上脱下,完成整个脱模过程;当然,如图5所示,也可以在模具开模时,倒扣成型套6在转过一定角度α后,脱模板4在模具顶出杆的作用下将产品100从型芯5和倒扣成型套6上一次性脱出,完成整个脱模过程。
23.综上所述,仅为本实用新型的较佳实施例而已,并非用来限定本实用新型实施的范围,凡依本实用新型权利要求范围所述的形状、构造、特征及精神所作的均等变化与修饰,均应包括在本实用新型的权利要求范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
