1.本发明总体上涉及自行车车轮,更具体地涉及单侧安装的自行车车轮。
背景技术:
2.绝大多数现有技术自行车上的车轮通过两个固定点连接到自行车车架上。传统的自行车车轮连接在这两个点上,这两个点通常位于车轮中心平面的任一侧,并且通常包括将轮毂的轴刚性连接到后叉或前叉车架构件的紧固件。
3.虽然这些双侧安装的传统自行车车轮具有许多益处,例如制造成本低、重量轻、结构坚固、制造和维护标准化,但它们也有明显的缺点。为了有效地接触轮胎和内胎,或更换轮胎和内胎(例如在修理瘪胎的情况下),必须将车轮从自行车车架和链上整体拆下。使用所谓的“快速释放”串杆来拆卸双侧安装传统轮式自行车车架上的前轮是相对直接的,并且通常不涉及将油脂弄到使用者的手上。
4.然而,拆卸双侧安装传统轮式自行车的后轮通常是一个更加复杂、混乱和繁琐的操作,导致使用者的手或衣服被来自后变速器齿轮和链条系统的油或污垢弄脏。确保在卸下车轮之前释放制动系统,然后在将车轮重新安装到车架上后安全地重新调整,这增加了复杂性。在采用后轮自行车行星式多速齿轮轮毂的双侧安装传统轮式自行车车架上,使用者通常需要使用所谓的“水平后脱扣器”或偏心底部支架调整布置来调整链条或皮带张力,这增加了复杂性。当装配到具有折叠铰链机构的折叠式自行车时,双侧安装轮架设计的另一个缺点是明显的,该折叠铰链机构在折叠时将前轮和后轮定位在同轴配置中。双侧安装的轮架增加了折叠自行车在折叠轮轴上的宽度,使得折叠自行车包装的外壳更大且更笨重,这是不希望的。
5.少数专业自行车,如strida、gocycle、if move和mando footloose率先使用单侧安装车轮。这些单侧安装的轮式自行车设计具有独特的优势,使骑手能够从车轮上卸下轮胎,而无需从自行车上卸下车轮。
6.单侧安装的车轮设计在不同的现有技术单侧安装车轮自行车之间有很大的不同。所述不同与材料选择、结构材料组合、形状和结构有关。
7.例如,一些单侧安装的自行车车轮设计采用传统的自行车技术,例如三角线辐条将张紧的金属轮辋连接到中央轮毂,然后将其安装到轴承,和与自行车车架一侧配接的悬臂式布置的超大轴。
8.这种设计的缺点是,由于需要对辐条进行三角剖分并在轮辋的中心平面的每一侧提供相等的张力,因此钢丝辐条布置相对较宽。当涉及折叠自行车设计或使用盘式制动器的设计时,这种宽度是不期望的,因为事实是盘式制动器的卡钳必须安装在靠近车轮的中心旋转轴的位置,这是钢丝辐条车轮位于最宽处的位置。盘式制动器卡钳必须与旋转辐条有足够的间隙,因此在整个盘式制动器卡钳车轮安装布置中需要额外的宽度。
9.钢丝辐条单侧安装车轮设计的另一个缺点是辐条在骑行过程中会吸附灰尘和油脂,并且由于其复杂的性质和大量的辐条而难以清洁。钢丝轮辐车轮也可能需要定期维护,
以确保辐条张力一致并且车轮运转正常。
10.在其他单侧安装车轮设计的情况下,侧面安装车轮由纤维增强塑料、树脂和玻璃或碳基体、或者铝或镁等材料制成,并通过注塑成型或铸造或锻造或真空或压力成型复合材料制造工艺制成。这些设计具有弯曲并形成或连接到轮辋和轮毂的辐条,使得将车轮连接到自行车的轮毂或区域通常偏移到车轮中心平面的一侧。
11.这些单侧安装车轮的固定装置类似于汽车,通常采用多个轮毂安装螺栓的形式,将车轮连接到可旋转的轮毂、盘式制动器和短轴组件。这些弯曲且偏离车轮中心线的辐条的优点是辐条的偏移特性为盘式制动器卡钳提供了更多空间,因此为车轮和轮毂带来了更紧凑的安装布置。与钢丝辐条车轮相比,这些悬臂式单侧安装车轮还具有改进的空气动力学性能,并且由于其光滑的形状和较少的辐条数量,比钢丝辐条车轮更容易清洁。
12.然而,现有技术的悬臂式单侧车轮具有一些缺点。通常,用于创建形状的材料和工艺可能导致车轮很重或车轮很贵,或者车轮不够坚固或不够硬以保证安全和性能。
13.在镁或铝的铸造或锻造设计和构造的情况下,金属需要涂漆,这会增加重量和成本,并且由于基底金属中的孔隙率,可能在表面光洁度方面出现问题。
14.在塑料注塑成型车轮的情况下,虽然它们不需要油漆,而且制造过程的成本非常低,但所使用的材料缺乏足够的刚度和强度来承受所需的重量,因此如果强度足以满足安全要求,则车轮往往太重。
15.由玻璃增强塑料材料制成的注塑成型轮辋存在重大挑战,特别是在配备高压轮胎或用户将轮胎充气至高于轮辋额定压力的情况下。如果设计不正确,这些轮辋可能发生灾难性的故障,并且通常需要使用额外的材料进行大量加固,这会增加重量。
16.一些设计试图通过使用螺栓或胶合或连接到注塑成型塑料辐条和轮毂子组件的传统金属挤出轮辋来克服安装到塑料注塑成型轮辋上的高压轮胎的挑战。这种方法的缺点通常是更高的成本和更高的重量,以及将不同材料连接在一起的复杂性和耐用性,以及长期可靠性。
17.这些材料和制造工艺设计都受到以下事实的限制:轮辋和辐条不能采用可以在不增加重量的情况下减少材料中的应力并增加刚度的中空箱形横截面。普遍可用的自动化注塑、锻造或铸件制造工艺仅允许采用“u”型槽或“i型”槽横截面(例如不可能有中空横截面)的设计,它们的比强度和刚度的有效性远低于中空箱形截面布置。
18.对于碳或玻璃复合结构车轮,可以采用箱形截面布置,其具有填充空气或泡沫的内芯或具有粘合到外层碳或玻璃纤维壁上的金属基体芯。这提供了非常坚固、坚硬和轻便的车轮,但价格要高得多。如此高的价格是由于复杂的建造方法、复合纤维的高材料成本以及多件式结构造成的。
19.自行车车轮故障可能导致严重伤害或死亡,因此自行车车轮的制造必须能够承受极端条件,例如充气轮胎过度充气,或存放在非常热或非常冷的条件下(例如在炎热天下的汽车中或雪中在外面的汽车中)。车轮的成型工艺和特定几何形状会改变车轮材料的性能,例如强度和刚度等,因此制造商更愿意坚持尝试和测试的方法,以降低故障风险。
技术实现要素:
20.根据本发明的第一方面,提供一种用于自行车的注塑成型悬臂式单侧可安装车
轮,其包括轮辋、中央轮毂;以及将外轮辋连接到中央轮毂的多个中空辐条。
21.单侧可安装车轮是只能从单侧安装的车轮。
22.优选地,中央轮毂偏离由外轮辋的中心线限定的平面。
23.传统的注塑成型技术不能用于制造中空结构,例如中空辐条,因此这种设计与传统的注塑成型设计背道而驰。
24.存在一种相对较新的制造工艺,称为“失芯”或“可溶芯”工艺。该工艺基于低成本和高效的注塑成型,但允许采用内部中空结构,例如中空辐条。中心实芯“失芯”,通常是金属,通常通过将其溶解成液体并在注塑成型过程后将其从部件中排出而去除。
25.由于最终部件具有中空的“箱形”截面结构,因此与传统的注塑成型单侧安装车轮相比,车轮在比强度和刚度方面的有效性高得多,这导致生产成本可行的轻质结构。
26.使用失芯工艺制造单侧安装车轮特别具有挑战性,因为使中央轮毂偏离由轮辋中心线限定的平面(即,辐条连接到中央轮毂的位置偏离车轮轮辋的中心线所在的平面)导致车轮不对称,并且成型过程中的温度变化意味着存在车轮以非对称方式收缩和/或变形和/或翘曲的风险。因此,以前没有考虑过将失芯工艺用于具有非对称几何形状和形状的悬臂式单侧安装车轮。当使用盘式制动器而不是卡钳式制动器时,通常可以使用这种车轮设计。由于卡钳制动器对制造车轮用的轮辋材料的有害作用(主要是刹车时发热引起的),对于以前形式的注塑成型车轮,经常避免使用与车轮的轮辋接触以赋予制动力的卡钳式制动器。
27.该车轮也可用于其他车辆,例如踏板车、三轮车或使用通常用于或可用于自行车的车轮的四轮车辆。
28.优选地,轮辋包括中空横截面。术语“轮辋”是指通常由辐条支撑的车轮轮辋。可以存在从轮毂比外轮辋更向外延伸的附加特征,例如轮架和/或轮胎。因此,轮辋也可以称为外轮辋或车轮轮辋。
29.优选地,车轮被布置成接收充气轮胎。
30.车轮可以在其径向中心具有轮毂,并且轮毂可以安装到轴上或者可以提供轴。轮毂可具有提供内轮毂表面的表面。内轮毂表面可提供环,例如布置成在使用中接合轴的环。优选地,车轮的内轮毂表面包括多个内排放孔。更优选地,多个内排放孔中的每个内排放孔与多个中空辐条中的相应一个的最内端基本对齐。
31.优选地,轮辋的外表面包括多个外排放孔。更优选地,多个外排放孔中的每个外排放孔与多个中空辐条中的相应一个的最外端基本对齐。
32.轮辋的外表面可以是轮辋内胎接触表面。战略性定位和成形的孔(例如内部排放孔和/或外部排放孔)使“丢芯”能够在注塑成型后溶解并排出车轮。
33.优选地,多个外排放孔中的每个外排放孔包括环绕的加强区域。
34.优选地,加强区域的线性尺寸比相应外排放孔的线性尺寸大2.0至4.0倍,优选大2.0至3.0倍,最优选大2.5倍。
35.线性尺寸是指外排放孔的宽度和长度。例如,每个加强区域的长度和宽度优选地分别比外排放孔的长度和宽度大2.0至3.0倍,最优选地大2.5倍。
36.优选地,外排放孔为(大体上)椭圆形;其中每个外排放孔的宽度在6mm和10mm之间,优选在7mm和9mm之间,最优选8mm;并且其中每个外排放孔的长度在16mm和24mm之间,优选在18mm和22mm之间,最优选20mm。
37.任选地,每个外排放孔的宽度约为8mm,每个外排放孔的长度约为20mm。
38.充气轮胎相对较高的气压会在轮辋的外表面上产生极大的应力。排放孔和气门杆孔周围的加强件均匀分布应力,并允许使用低成本材料,例如15%玻璃填充尼龙66。对于非充气轮胎,例如实心橡胶轮胎,不会考虑此类问题,因为轮胎产生的应力要低得多并且变化较小(例如由于用户过度填充充气轮胎或轮胎压力因温度或海拔而变化)。
39.优选地,车轮还包括在轮辋的外表面中的轮胎气门杆孔,其配置成接收轮胎气门杆。
40.优选地,轮胎气门杆孔包括环绕的加强区域。
41.优选地,每个加强区域比外表面的标称厚度厚1.5至3倍,优选厚2.0至3.0倍,最优选厚2.5倍。
42.优选地,外表面的标称厚度在1.5mm和3.5mm之间,优选在1.9mm和3.1mm之间,更优选在1.9mm和2.1mm之间,并且最优选2.0mm。术语“标称厚度”是指制造车轮的材料的典型厚度,其中例如由于故意加厚或在拐角处或曲率增加而厚度可能增加的位置,没有进行加厚,这些不进行加厚的位置可能在轮辋的侧面和每个辐条的中间部分。
43.任选地,车轮包括轮毂接合表面,其布置成当车轮安装到自行车上时抵靠自行车,并且其中抵靠表面偏离由轮辋的中心线限定的平面。
44.任选地,沿每个辐条的长度延伸的每个中空辐条的轴线是弯曲的。该轴线可以是相对于车轮的径向轴线(尽管可能与轮辋所在的平面成一定角度定向)
45.偏置的轮毂接合表面和弯曲的辐条为盘式制动器提供了更多空间。
46.任选地,每个中空辐条的横截面积从车轮中心沿径向向外的方向平滑减小。
47.任选地,车轮还包括在每个中空辐条内对称地延伸并且在平面内垂直于由轮辋的中心线限定的平面的中心梁腹板结构。这种梁有助于在成型过程中冷却期间稳定辐条,并稳定辐条的外部形状,以提高车轮的横向刚度。
48.任选地,车轮还包括与所述车轮的旋转中心同轴的锥形中央轮毂。
49.优选地,轮的直径小于500mm。
50.优选地,轮的直径大于300mm。
51.优选地,车轮的轮毂包括平行于车轮的中心旋转轴线的多个通孔,所述通孔布置成接收相应的多个螺栓。
52.优选地,车轮是失芯注塑成型单侧安装车轮或可溶芯注塑成型单侧安装车轮。
53.优选地,车轮由玻璃填充尼龙制成。例如,车轮可以由(大约)15%玻璃纤维尼龙66制成。当然,也可以使用其他百分比的玻璃填充物和其他类型的尼龙。
54.优选地,车轮由均质材料形成。
55.任选地,车轮可以包括五个中空辐条、六个中空辐条或多于六个中空辐条。
56.根据本发明的第二方面,提供一种包括第一方面的车轮的自行车。
57.优选地,车轮通过多个螺栓和轮毂轴环安装到自行车上。轮毂轴环也可以称为轴。
58.轮毂轴环通过将螺栓的压缩载荷均匀地分散到车轮上来降低材料应力。
59.优选地,自行车还包括安装到车轮的充气轮胎。
附图说明
60.现在将参照附图详细描述本发明的实施例,其中:
61.图1显示了具有悬臂式单侧安装车轮的自行车的侧视图;
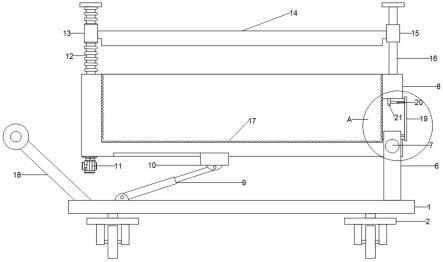
62.图2是安装在自行车上的后悬臂式单侧安装车轮的透视图;
63.图3显示了悬臂式单侧安装车轮的透视图,显示了图2中悬臂式单侧安装车轮的辐条和轮缘的剖视图;
64.图4是显示安装在自行车前轮毂和前叉轴组件上的悬臂式单侧安装车轮的垂直剖视图;和图5显示了具有中央梁的辐条的实例。
具体实施方式
65.图1显示了具有悬臂式单侧安装车轮的自行车。
66.如图2所示,自行车具有后部可旋转轮毂23,其具有刚性安装的盘式制动器转子7,该盘式制动器转子与刚性安装到自行车1的制动器卡钳3接合。轮胎4安装在悬臂式单侧安装车轮2上,该车轮安装在后部可旋转轮毂23上,多个轮毂轴环安装螺栓6将轮毂轴环5压靠在悬臂式单侧安装车轮2上,从而使其刚性连接到后部可旋转轮毂23。
67.悬臂式单侧安装车轮2的透视图如图3所示,示出了通过弯曲轮辐11、中央轮毂21以及轮辋内轮廓22和轮辋内胎接触表面8的剖视图。悬臂式单侧安装车轮2具有统一的结构和遍及均质材料。
68.悬臂式单侧安装车轮2的材料性质理想地是纤维增强塑料种类,其可以以加热和液体形式注射到模具中,然后冷却和固化。悬臂式单侧安装车轮2的制造过程是所谓的“失芯”或“可溶芯”注塑成型工艺,其中在注塑成型阶段中使用固体芯,通常是金属芯来形成内部中空结构,然后通过溶解芯并将其从零件中冲洗或排出来去除。
69.悬臂式单侧安装车轮2形成有大致圆形和圆锥形的中央轮毂21,其与悬臂式单侧安装车轮2的旋转中心同轴,并且具有基本上正交且平面的轮毂接合表面19,其理想地平行于悬臂式单侧安装车轮2的垂直平面。中央轮毂21和轮毂接合表面19可替代地组合以形成锥形变细形状。
70.穿过轮毂接合表面19的是多个轮毂安装螺栓孔9,用于将悬臂式单侧安装车轮2附接到自行车1。在中央轮毂21内,存在多个内辐条排放孔10,与每个弯曲轮辐11大致对齐。内辐条排放孔10的目的是在悬臂式单侧安装车轮2的材料固化后,能够去除“失芯”制造过程中的内芯。每个内辐条排放孔10的形状为大致圆的(例如圆形)或椭圆形,并且具有平滑且均匀的几何形状,具有最少的锐边或角。
71.每个弯曲轮辐11具有大体中空的“箱形截面”设计并且具有均匀的厚度。理想地存在五个弯曲轮辐条11,以减少从弯曲轮辐条11传递到轮辋内轮廓22中的材料应力,尽管也设想具有其他数量的轮辐的车轮,例如三个或更多轮辐。
72.轮辋内部轮廓22和轮辋管接触表面8均匀和连续且平滑过渡地连接到弯曲轮辐11的形状,它们形成能够容纳自行车轮胎和内胎的大体中空的“箱形截面”设计。轮辋内轮廓22和轮辋内胎接触表面8具有轮胎气门杆孔13,其能够容纳自行车内胎气门杆,用于给内胎和轮胎充气。
73.轮辋内胎接触表面8与每个弯曲轮辐11大致对齐,具有多个外辐条排放孔12。外辐
条排放孔12的目的与内辐条排放孔10的目的相似,都是为了使“失芯”制造工艺的内芯在悬臂式单侧安装车轮2的材料固化后被去除。内辐条排放孔10的形状大致为圆形或椭圆形,并且具有光滑且均匀的几何形状,具有最少的锐边或角。
74.尽管排放孔10、12被图示为与辐条11对齐,但附加排放孔也可以定位在其他位置,例如在辐条之间的区域。
75.图4是垂直截面图,示出了在中央轮毂21处装配到前可旋转轮毂14的悬臂式单侧安装车轮2和具有多个轮毂轴环安装螺栓6的前轮毂轴承15和车轮轮毂轴环5。轮毂轴环5的目的是将来自每个轮毂轴环安装螺栓6的压缩载荷均匀地分布在悬臂式单侧安装车轮2上,以减少材料应力。
76.前可旋转轮毂14可旋转地安装到前叉轴组件18,该前叉轴组件装配有制动器卡钳3,该制动器卡钳与刚性安装到前可旋转轮毂14的盘式制动器转子7接合。
77.每个弯曲轮辐11通常是弯曲的并且从2的中心线平面偏移,以便为制动器卡钳3留出空间。类似地,轮毂接合表面19基本上偏移到悬臂式单侧安装车轮2的中心线平面的一侧,以便为制动器卡钳3留出空间。
78.每个外辐条排放孔12被外辐条排放孔加强区域16包围,该加强区域通常比轮辋内胎接触表面8的标称厚度厚两倍。外辐条排放孔加强区域16的目的是减少前叉轴组件18周围的材料应力。
79.外辐条排放孔加强区域16的尺寸和形状通常大于外辐条排放孔12的两倍,并且平滑地融入轮辋内胎接触表面8中。
80.类似地,轮胎气门杆孔13被轮胎气门杆孔加强区域20包围,该加强区域通常比轮辋内胎接触表面8和轮辋内轮廓22的标称厚度厚两倍以上。轮胎气门杆孔加强区域20的目的是减少轮胎气门杆孔13周围的材料应力。
81.轮胎气门杆孔加强区域20的尺寸和形状一般大于轮胎气门杆孔13的两倍,并且平滑地融入轮辋内胎接触面8。
82.悬臂式单侧安装车轮2形成有轮辋轮胎轮廓17,该轮辋轮胎轮廓能够接收标准自行车轮胎和内胎。
83.图5显示了具有可选的中心梁腹板结构24的辐条11的横截面。中心梁24可以在辐条11的全部或部分长度上延伸,并且在辐条11内在垂直于由车轮2的外轮辋的中心线限定的平面的平面内对称地延伸。中心梁24在成型过程中冷却期间稳定辐条11以及稳定辐条11的外形以提高车轮2的横向刚度。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。