1.本发明属于钢轨打磨技术领域,更具体地,涉及一种水射流、砂轮复合高效钢轨打磨系统及方法。
背景技术:
2.钢轨作为轨道交通的重要承载部件之一,在服役过程中由于来自车轮周期性载荷作用,难免产生波磨、剥层、鱼鳞纹等病害特征。如果不能够及时对钢轨进行打磨修复,将导致打磨车运行时的巨大噪声和振动,降低打磨车运行的安全性和舒适性。
3.为防止钢轨疲劳、磨损后出现裂纹扩散及失效等现象,需要及时对钢轨进行打磨修复。常用钢轨修复技术主要包括砂轮打磨及高压水射流打磨技术两种。其中,砂轮打磨现阶段技术较为成熟,打磨精度高,但存在以下技术问题:打磨切削量很少,作业效率低,产生的高热使钢轨产生形变,且作业时火星飞溅,产生大量粉尘,影响环境和操作人员健康。而高压水射流打磨在作业过程不产生火花、无污染,且水流可以带走打磨钢轨产生的热量,避免钢轨轨面产生热形变,但目前技术尚不完全成熟,且依赖于多种传感器控制,对定位精度要求极高,其极易受到环境影响,造成打磨精度降低,达不到所要求的打磨效果甚至会出现过度打磨,造成钢轨损伤。
4.因此,现阶段亟需一种结合砂轮打磨及高压水射流打磨两种打磨技术优点,摒弃两者缺点的打磨设备,对钢轨进行高速高精度打磨。
技术实现要素:
5.针对现有技术的钢轨打磨设备存在精度不高、或作业效率低易对环境产生影响,本发明提供一种水射流、砂轮复合高效钢轨打磨系统,结合砂轮打磨及高压水射流打磨两种打磨技术优点,摒弃两者缺点的打磨设备,对钢轨进行高速高精度打磨。
6.为实现上述目的,本发明提供一种水射流、砂轮复合高效钢轨打磨系统,包括:钢轨行进的打磨车,包括车架,其底部设有支撑架、车轮及侧轮;对称设于车架两侧的水射流打磨单元,包括喷嘴和喷嘴调节组件;所述喷嘴调节组件设有多组,通过调节多个喷嘴姿态,拟合出可覆盖钢轨轨面的打磨面;位于水射流打磨单元后侧的清扫单元,其吹出高压风将附着在钢轨轨面的磨料颗粒吹落;位于清扫单元后侧的砂轮打磨单元,包括砂轮和砂轮调节组件;所述轮调节组件设有多组,通过调节多个砂轮姿态,拟合出可覆盖钢轨轨面的打磨面;位于砂轮打磨单元后侧的雾化发生单元,其产生水雾对打磨后的轨面进行降温;以及设于打磨车上的检测单元和控制单元,所述检测单元将采集到的钢轨轨面图像以及车速信息发送至控制单元;所述控制单元对检测信息处理,获得钢轨病害处总磨削量数据及钢轨病害处定位数据,并根据预先设置的磨削量配比参数,生成打磨控制指令,控制水射流打磨单元对钢轨病害处进行初步打磨,其磨削量范围为总磨削量的90%-95%,控制砂轮打磨单元调整相应砂轮的姿态,并以剩余磨削量的基础上增加5%总磨削量处为打磨起点进行打磨作业,对剩余磨削量进行单次精准打磨从而完成修复作业。
7.进一步地,所述检测单元包括工业摄像机及轮速传感器,其中:所述工业摄像机设有两组,分别对称固定设于车架底部前端两侧,位于钢轨正上方,其将采集的钢轨轨面图像信息输至控制单元;所述轮速传感器设于车轮上,通过检测车轮转速,并根据车轮固定周长,可精确求出打磨车的车速及行进距离。
8.进一步地,所述包括控制单元通信模块、定位模块、图像处理模块、控制模块、驱动模块和控制面板模块;通过通信模块,实现了控制单元与各功能单元通信连接,从而接收检测信息;所述图像处理模块将接收到的图像信息通过图像处理算法对进行病害特征识别,获得钢轨病害处总磨削量数据;所述定位模块根据检测的车速及打磨车行进距离,对钢轨病害位置进行定位,输出钢轨病害处定位数据;通过控制模块,将钢轨病害处总磨削量数据及钢轨病害位置定位数据进行处理,并输出打磨控制指令;通过驱动模块,驱动相应功能单元进行工作,从而实现控制水射流对钢轨轨面进行打磨;通过控制面板模块,可输入打磨配比参数等相关信息,实现对钢轨病害处的精准打磨。
9.进一步地,所述喷嘴调节组件包括喷嘴固定夹、升降架、喷嘴角度调节电机及第一液压缸;其中:所述第一液压缸底部通过螺栓固定于车架底部,其活塞杆一端与升降架顶部固定连接;所述喷嘴角度调节电机固定设于升降架侧边,其电机轴穿过升降架与喷嘴固定夹固定连接;所述喷嘴固定夹上设有喷嘴。
10.进一步地,所述水射流打磨单元还包括设于升降架上的第一测距仪和设于喷嘴固定夹上的第一角度传感器,分别用于检测喷嘴的升降高度和旋转角度,并将检测信息发送至控制单元从而生成喷嘴当前姿态信息。
11.进一步地,所述清扫单元包括出风喇叭口、出风管及高压风发生组件;所述出风喇叭口位于钢轨上方,其通过出风管与设于车架顶部的高压风发生组件管道连接,将高压风发生组件生成的高压风排出。
12.进一步地,所述砂轮调节组件包括第二液压缸、升降杆、砂轮旋转电机、角度调节杆及砂轮角度调节电机,其中:所述第二液压缸固定设于车架上,其活塞杆一端与升降杆顶部固定连接;所述升降杆底部沿杆身开有转动槽,所述转动槽内转动设有销轴,所述销轴上固定设有角度调节杆,在转动槽的限位下角度调节杆可以销轴为轴心周向摆动;所述砂轮角度调节电机固定设于升降杆外侧,其电机轴与销轴一端固定连接,可带动销轴旋转;所述砂轮旋转电机与下角度调节杆底部固定连接,其电机轴与砂轮固定连接。
13.进一步地,所述砂轮打磨单元还包括升降杆上的第二测距仪和设于角度调节杆上的第二角度传感器,分别用于检测砂轮的升降高度和转动角度,并将检测信息发送至控制单元从而生成砂轮当前姿态信息。
14.进一步地,所述雾化发生单元包括雾化喷头、雾化发生器、水流管道及水箱;所述雾化发生器和水箱固定设于车架顶部,两者间通过水流管道连;所述雾化喷头位于钢轨正上方,通过管道与雾化发生器输出端连接。
15.按照本发明的另一个方面,还提供了一种水射流、砂轮复合高效钢轨打磨方法,包括如下步骤:
16.s100:设置打磨配比参数,分配水射流打磨单元与砂轮打磨单元的磨削量配比,所述砂轮打磨单元的磨削量在剩余磨削量的基础上进行上调5%总磨削量;
17.s200:打磨车驶入钢轨上打磨区域,检测单元采集的钢轨轨面图像信息和车速;
18.s300:控制单元通过图像处理算法对所接收的所述钢轨轨面图像进行病害特征识别获得钢轨病害特征数据,计算出病害处的磨削量,并对病害处进行定位,进而生成打磨控制指令;
19.s400:水射流打磨单元到达病害处后,控制单元控制相应喷嘴调整姿态,对病害处进行打磨,到达指定磨削量使停止打磨作业;
20.s500:清扫单元吹出高压风将钢轨轨面磨料颗粒吹落;
21.s600:砂轮打磨单元到达病害处后,控制单元控制相应砂轮调整姿态,将其推进至指定打磨点处,对剩余磨削量进行打磨作业;
22.s700:雾化发生单元喷出水雾对打磨过的钢轨轨面进行降温,并将将砂轮打磨产生的火星扑灭,对产生的粉尘浇湿防止扩散;
23.s800:完成打磨区域的打磨作业,回收打磨车。
24.总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
25.1.本发明的一种水射流、砂轮复合高效钢轨打磨系统,通过设有水射流打磨单元对钢轨病害所在位置进行初次打磨,其磨削量控制在总磨削量的90%-95%范围内,可有效避免因水射流打磨技术不成熟,打磨精度不高导致的过度打磨;通过设有砂轮打磨单元,其打磨起始点设为剩余磨削量基础上增加5%总磨削量处,可避免因水射流打磨精度不够与打磨面发生碰撞,同时减少砂轮打磨推进距离,单次作业即可完成可对病害处剩余磨削量的打磨作业,从而提高了打磨效率,无需像传统砂轮打磨重复5-6次才能完成对钢轨病害处的修复,避免砂轮对病害处打磨时间过长造成热形变。
26.2.本发明的一种水射流、砂轮复合高效钢轨打磨系统,通过设有清扫单元生成的高压风排出,对钢轨顶端进行清扫,可轻松将钢轨轨面上附着磨料颗粒吹落,避免影响后续砂轮打磨单元的打磨精度,以及对砂轮打磨面造成的损伤。
27.3.本发明的一种水射流、砂轮复合高效钢轨打磨系统,通过设有雾化发生单元喷出水雾对打磨过的钢轨端面进行降温避免热形变,同时将砂轮打磨产生的火星扑灭,产生的粉尘浇湿,避免砂轮打磨对钢轨周围环境产生影响。
28.4.本发明的一种水射流、砂轮复合高效钢轨打磨系统,对钢轨的表面加工深度达0.1-3mm,单次作业即可完成对钢轨的打磨修复,作业效率非常高,其钢轨截面轮廓的精度能达到
±
0.2mm,纵向平顺精度达到0.01mm,粗糙度ra≤6.3um,打磨精度高。
附图说明
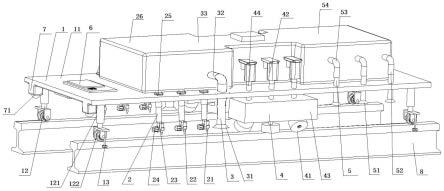
29.图1为本发明实施例中一种水射流、砂轮复合高效钢轨打磨系统的连接器的结构示意图;
30.图2为本发明实施例中砂轮打磨单元的部分结构示意图。
31.图3为本发明实施例中一种水射流、砂轮复合高效钢轨打磨方法的流程步骤示意图。
32.在所有附图中,同样的附图标记表示相同的技术特征,具体为:
33.1-打磨车;包括:11-车架、12-车轮组件、121-支撑架、122-车轮、13-侧轮;
34.2-水射流打磨单元,包括:21-喷嘴、22-喷嘴固定夹、23-升降架、24-喷嘴角度调节
电机、25-第一液压缸、26-磨料水射流供给组件;
35.3-清扫单元,包括:31-出风喇叭口、32-出风管、33-高压风发生组件;
36.4-砂轮打磨单元,包括:41-砂轮、42-第二液压缸、43-防护罩、44-升降杆、441-转动槽、45-砂轮旋转电机、46-角度调节杆、47-砂轮角度调节电机;
37.5-雾化发生单元,包括:51-雾化喷头、52-雾化发生器、53-水流管道、54-水箱;
38.6-控制单元;
39.7-检测单元,包括:71-工业摄像机;
40.8-钢轨。
具体实施方式
41.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
42.如图1-2所示,本发明实施例提供了一种水射流、砂轮复合高效钢轨打磨系统,包括打磨车1,以及设于打磨车1上的水射流打磨单元2、清扫单元3、砂轮打磨单元4、雾化发生单元5、控制单元6及检测单元7,所述控制单元6接收检测单元7采集的钢轨轨面图像信息,通过图像处理算法获得钢轨病害处总磨削量数据和钢轨病害处定位数据,并生成打磨控制指令,待打磨车1行驶至待打磨区域后,水射流打磨单元2根据打磨控制指令调整喷嘴21调整姿态对钢轨8上病害所在位置进行初步打磨,待磨削量剩余5%-10%时停止打磨,避免精度较差出现过度打磨;后续跟进清扫单元3,吹出高压风将钢轨8上附着的磨料颗粒吹落,避免影响后续打磨精度;砂轮打磨单元4包括多组姿态不同的砂轮41,多个砂轮41的打磨点拟合形成覆盖整个钢轨8的表面的打磨面,在行进至病害处所在位置后对剩余磨削量进行精准地一次性完成打磨作业,在提高打磨精度的同时,减少了砂轮打磨的时长,避免了钢轨1表面热形变,同时减少了火星、粉尘的大量产生,雾化单元5喷出水雾对打磨过的钢轨端面进行降温。本发明的打磨系统,通过水射流打磨单元2对病害处进行初步打磨,留存一定剩余磨削量,避免打磨过度,且剩余磨削量可通过后续砂轮打磨单元4单次精准打磨即可完成修复作业,在结合两种打磨技术的优点的同时,摒弃了两种打磨技术存在的缺陷,实现了对钢轨进行高速高精度打磨。
43.如图1所示,所述打磨车1包括车架11、车轮组件12及侧轮13。其中,车架1可用于装载固定其它功能单元,底部通过与车轮组件12固定连接使其可在钢轨8上行进。所述车轮组件12设有多组,对称固定设于车架11底部两侧,包括支撑架121和车轮122,所述车轮122可在钢轨8上行走,其两端通过转动轴转动设于支撑架121底部,所述支撑架121顶部与车架11底部固定连接。所述侧轮13与轨头侧面贴合,可沿轨头侧面进行滚动,对车轮122行进方向进行限位,避免车轮122脱离轨道导致打磨车1倾翻,其顶部通过连接杆与支撑架121底部连接。
44.所述水射流打磨单元2包括喷嘴21,喷嘴调节组件及磨料水射流供给组件26。所述喷嘴调节组件设有多组,对称设于车架11底部两侧,位于钢轨8上方,通过多组喷嘴调节组件调节多个喷嘴21姿态,使多个喷嘴21的打磨点拟合出可覆盖钢轨8轨面的打磨面,可提高
打磨效率;所述喷嘴调节组件包括喷嘴固定夹22、升降架23、喷嘴角度调节电机24及第一液压缸25;其中,所述第一液压缸25底部通过螺栓固定于车架11底部,其活塞杆一端与升降架23顶部固定连接,通过塞杆带动,可调节升降架23竖直方向的高度。所述喷嘴角度调节电机24固定设于升降架23侧边,其电机轴穿过升降架23与喷嘴固定夹22固定连接,通过电机轴旋转,可调节设于喷嘴固定夹22上的喷嘴21的喷射角度。所述磨料水射流供给组件26固定设于车架11顶部,其提供高压水和磨料混合物,并通过管道传输至喷嘴21内形成高压磨料水射流喷出,对钢轨8进行打磨。本发明实施例中,所述水射流打磨单元2还包括设于升降架23上的第一测距仪和设于喷嘴固定夹22上的第一角度传感器,分别用于检测喷嘴21的升降高度和旋转角度,并将检测信息发送至控制单元6从而生成喷嘴21当前姿态信息。
45.进一步地,所述喷嘴角度调节电机24、第一液压缸25、第一测距仪和第一角度传感器分别与控制单元7通信连接,第一测距仪和第一角度传感器分别将检测到的信息发送至控制单元7,控制单元7根据待打磨区域的信息及喷嘴21当前姿态,生成喷嘴姿态调节控制指令,控制喷嘴角度调节电机24调整喷嘴21喷射角度、控制第一液压缸25调整喷嘴升降高度,从而完成多组喷嘴901的姿态调整,对待打磨区域进行精准打磨。
46.所述清扫单元3设于车架11上,位于水射流打磨单元2后侧,在水射流打磨单元2打磨后,对钢轨8上残留附着的磨料颗粒进行清除,其包括出风喇叭口31、出风管32及高压风发生组件33,所述出风喇叭口31位于钢轨8上方,其通过出风管32与设于车架11顶部的高压风发生组件33管道连接,将高压风发生组件33生成的高压风排出,对钢轨8顶端进行清扫,可轻松将钢轨轨面上附着磨料颗粒吹落,避免影响后续砂轮打磨单元4的打磨精度,以及对砂轮41打磨面造成的损伤。清扫单元3在将磨料颗粒进行清除后,钢轨8上还会剩余少量水渍附着,可降低在后续砂轮打磨单元4打磨时的温度,避免钢轨轨面产生热形变,有利于降低砂轮磨损速率和提高钢轨轨面打磨后的光洁度。
47.所述砂轮打磨单元4位于清扫单元3后侧,对钢轨8上病害所在位置的剩余磨削量进行打磨,在提高了打磨效率的同时,提高了打磨精度,其包括砂轮41、砂轮调节组件及防护罩43。所述砂轮调节组件设有多组,通过多组砂轮调节组件调节多个砂轮41,使多个砂轮41的打磨点拟合出可覆盖钢轨8轨面的打磨面,从而提高打磨效率。所述砂轮调节组件包括第二液压缸42、升降杆44、砂轮旋转电机45、角度调节杆46及砂轮角度调节电机47,所述第二液压缸42固定设于车架11上,其活塞杆一端与升降杆44顶部固定连接,可带动升降杆44在竖直方向进行升降作业;所述升降杆44底部沿杆身开有转动槽411,所述转动槽411内转动设有销轴,所述销轴上固定设有角度调节杆46,在转动槽411的限位下角度调节杆46可以销轴为轴心周向摆动。所述砂轮角度调节电机47固定设于升降杆44外侧,其电机轴与销轴一端固定连接,可带动销轴旋转。所述砂轮旋转电机45与下角度调节杆46底部固定连接,其电机轴与砂轮41固定连接,可带动砂轮41高速旋转从而对钢轨8轨面进行打磨。本发明实施例中,所述砂轮打磨单元4还包括升降杆44上的第二测距仪和设于角度调节杆46上的第二角度传感器,分别用于检测砂轮41的升降高度和转动角度,从而生成砂轮41当前姿态信息。所述防护罩43设于砂轮41上方,可阻拦打磨产生的火星、粉尘向上飞溅扩散,影响周边环境。
48.进一步地,所述第二液压缸42、砂轮旋转电机45、砂轮角度调节电机47、第二测距仪和第二角度传感器分别与控制单元7通信连接,第二测距仪和第二角度传感器分别将检
测到的信息发送至控制单元7,控制单元7根据待打磨区域的信息及砂轮41当前姿态,生成砂轮打磨控制指令,控制砂轮旋转电机45调整砂轮41喷射角度、控制第二液压缸42调整砂轮41升降高度,控制砂轮旋转电机45转速对砂轮41打磨力度进行调整,从而完成多组砂轮41的姿态调整,对待打磨区域进行精准打磨。
49.所述雾化发生单元5位于砂轮打磨单元4后侧,包括雾化喷头51、雾化发生器52、水流管道53及水箱54。所述雾化发生器52和水箱54固定设于车架11顶部,两者间通过水流管道53连接;所述雾化喷头51位于轨道正上方,通过管道与雾化发生器52输出端连接。所述雾化发生器52与控制单元7通信连接,在砂轮打磨单元4对钢轨进行打磨时,同步开启雾化功能,其输入端将水流管道53从水箱54内引出的水导入,经雾化后从输出端输送至雾化喷头51,并由雾化喷头51喷出,对钢轨8进行降温,避免热形变,同时将砂轮41打磨产生的火星扑灭,产生的粉尘浇湿,避免砂轮打磨对钢轨周围环境产生影响。
50.本发明实施例中,所述控制单元6包括通信模块、定位模块、图像处理模块、控制模块、驱动模块和控制面板模块;通过通信模块,实现了控制单元6与各功能单元通信连接,从而接收检测信息;所述图像处理模块将接收到的图像信息通过图像处理算法对进行病害特征识别,获得钢轨病害处总磨削量数据;所述定位模块根据检测的车速及打磨车1行进距离,对钢轨病害位置进行定位,输出钢轨病害处定位数据;通过控制模块,将钢轨病害处总磨削量数据及钢轨病害位置定位数据进行处理,并输出打磨控制指令;通过驱动模块,驱动相应功能单元进行工作,从而实现对钢轨8轨面进行打磨;通过控制面板模块,可输入打磨配比参数等相关信息,实现对钢轨8轨面的精准打磨。
51.所述检测单元7包括工业摄像机71及轮速传感器,所述工业摄像机71设有两组,分别对称固定设于车架11底部前端两侧,位于钢轨正上方,其可采集钢轨8轨面图像,并将采集信息传输至控制单元6,通过图像处理算法对所接收的所述钢轨轨面图像进行病害特征识别获得钢轨病害特征数据,计算出钢轨病害处总磨削量,从而生成打磨控制指令。所述轮速传感器设于车轮122上,通过检测车轮转速,并根据车轮122固定周长,可精确求出打磨车1的车速及行进距离,控制单元化6通过设有定位模块,根据打磨车1上设有的工业摄像机71、水射流打磨单元2及砂轮打磨单元4之间的固定距离,可定位出病害处位于钢轨1上的位置,并在依次控制水射流打磨单元2及砂轮打磨单元4在到达病害处时进行打磨作业。
52.本发明的一种水射流、砂轮复合高效钢轨打磨系统工作时,先通过控制面板输入打磨配比参数,其中,水射流打磨单元2的磨削量可设置为总磨削量的90%-95%(即打磨深度到达病害处应打磨总深度的90%-95%处),砂轮打磨单元4的实际磨削量为在剩余磨削量上增加5%的总磨削量,如水射流打磨单元2的磨削量设为90%,则砂轮打磨单元4在设于总磨削量为85%处开始打磨,即在总打磨深度的85%处为起点对剩余磨削量进行打磨;完成打磨参数配比设置后,可通过牵引车提供牵引力在钢轨8上行走,待行驶进入打磨区域后,工业摄像机71采集钢轨轨面图像,轮速传感器测得打磨车1车速,根据检测信息,控制单元6生成打磨控制指令,在水射流打磨单元2到达病害所在位置时,控制喷嘴21调整姿态进行初步打磨;水射流打磨单元2完成设定磨削量的打磨工作后,清扫单元3通过出风喇叭口31吹出高压风,将钢轨8轨面磨料颗粒吹落;待砂轮打磨单元4行进至病害处,控制单元6调整各相应砂轮姿态,并将相应砂轮41推进至剩余磨削量的基础上增加5%总磨削量处进行打磨,完成病害处剩余的磨削量的打磨工作;同时雾化发生单元6喷出水雾,对打磨过的钢
轨端面进行降温,防止其出现热形变,并将将砂轮41打磨产生的火星扑灭,对产生的粉尘浇湿防止扩散,减小对周围环境产生的影响。
53.本发明的一种水射流、砂轮复合高效钢轨打磨系统,通过设有水射流打磨单元2对钢轨8病害所在位置进行初次打磨,其磨削量控制在总磨削量的90%-95%范围内,可有效避免因水射流打磨技术不成熟,打磨精度不高导致的过度打磨;通过设有砂轮打磨单元4,其打磨起始点设为剩余磨削量基础上增加5%总磨削量处,可避免因水射流打磨精度不够与打磨面发生碰撞,同时减少砂轮41打磨推进距离,单次作业即可完成可对病害处剩余磨削量的打磨作业,从而提高了打磨效率,无需像传统砂轮打磨重复5-6次才能完成对钢轨病害处的修复,避免砂轮对病害处打磨时间过长造成热形变。
54.本发明的打磨系统,对钢轨8的表面加工深度达0.1-3mm,单次作业即可完成对钢轨的打磨修复,作业效率非常高,其钢轨截面轮廓的精度能达到
±
0.2mm,纵向平顺精度达到0.01mm,粗糙度ra≤6.3um,打磨精度高。
55.如图3所示,本发明还提供一种水射流、砂轮复合高效钢轨打磨方法,包括如下步骤:
56.s100:设置打磨配比参数,分配水射流打磨单元2与砂轮打磨单元4的磨削量配比,所述砂轮打磨单元4的磨削量在剩余磨削量的基础上进行上调5%总磨削量;
57.s200:打磨车1驶入钢轨8上打磨区域,检测单元7采集的钢轨轨面图像信息和车速;
58.s300:控制单元6通过图像处理算法对所接收的所述钢轨轨面图像进行病害特征识别获得钢轨病害特征数据,计算出病害处的总磨削量,并对病害处进行定位,进而生成打磨控制指令;
59.s400:水射流打磨单元2到达病害处后,控制单元6控制相应喷嘴21调整姿态,对病害处进行打磨,到达指定磨削量使停止打磨作业;
60.s500:清扫单元3吹出高压风将钢轨8轨面磨料颗粒吹落;
61.s600:砂轮打磨单元4到达病害处后,控制单元6控制相应砂轮41调整姿态,将其推进至指定打磨点处,对剩余磨削量进行打磨作业;
62.s700:雾化发生单元6喷出水雾对打磨过的钢轨端面进行降温,并将将砂轮41打磨产生的火星扑灭,对产生的粉尘浇湿防止扩散;
63.s800:完成打磨区域的打磨作业,回收打磨车1。
64.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
