1.本发明涉及包覆纱技术领域,由其涉及一种功能性包覆纱及其制作方法。
背景技术:
2.市场上的包覆纱功能性单一,不具有良好的着色性以及抗菌性的问题。
技术实现要素:
3.为解决上述存在的问题,本发明提供了一种功能性包覆纱。
4.本发明公开一种功能性包覆纱,包括至少一根纱线本体,其特征在于:所述纱线本体包括线芯及至少一根外侧螺旋包缠的包芯纱,所述线芯为抗菌聚酯纤维,所述包芯纱为长丝。
5.优选的,所述纱线本体的横截面为圆形、梯形、y型、三叶型中的任意一种。
6.优选的,所述抗菌聚酯纤维为聚酯纤维植入pet氧化锌抗菌母粒。
7.优选的,所述长丝为复合长丝、涤纶长丝或氨纶长丝中的任意一种。
8.优选的,所述芯层的横截面面积占所述所述纱线本体的横截面积的30-40%。
9.优选的,所述包芯纱的表面开设有若干孔槽,所述孔槽的形状为弧形、半圆型、v型、梯形、条形中一种或多种组合。
10.优选的,所述复合长丝为ptt/pet、pbt/pet、pet/pa、pet/pp中的任意一种。
11.本发明还公开了一种功能性包覆纱的制作方法,其特征在于:所述制备方法包括如下步骤:
12.(1)将抗菌母粒、常规半光聚酯切片经杆挤压机共混熔融后,进入纺丝箱体,色纺机熔融纺丝温度为260-290℃,经计量泵纺丝组件、冷却板、上油装置及卷绕系统,纺丝卷绕速度为2800-3200m/min,卷成poy,制得纤维度为55-999dtex抗菌聚酯poy和纤维度为55-999dtex非抗菌聚酯poy;
13.(2)再将所制得的两股poy纱线在双股丝加弹机上进行假捻复合加工;
14.(3)即在双股丝加弹机上,双股丝加弹机中车速为500-650m/min,poy纱线经过经过第一罗拉、上热箱、冷却板纱线冷却温度60℃-80℃左右、假捻器、第二罗拉,并在网络喷嘴合股后,进入下热箱、第三罗拉参数-1%-10%、上油装置、卷绕系统,最后卷绕成型制得复合dty纤维;
15.优选的,所述上热箱的温度是170-190℃,第二罗拉与第一罗拉的牵伸比是1.6-1.9,网络喷嘴的压力是2-4kg,下热箱的温度是170-190℃,假捻器速比是1.5-1.8。
16.优选的,所述色纺机制得的单股纤度为130-160dtex,其断裂强度为2.5-5.5cn/dtex,断裂伸长率为20-26%。
17.通过采用上述的技术方案,本发明的有益效果是:
18.1、通过芯纱采用抗菌聚酯纤维提高纱线的抗菌功能,包芯纱表面开设有若干孔槽,孔槽的形状为半弧形、圆形、梯形、条形,易于着色。
19.2、本方案通过功能性母粒与聚酯切片进行熔融共混,经过多道工序可制得功能性纤维,通过功能性纤维加捻成功能性纱线。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单的介绍,显而易见地,下面秒速中的附图仅仅是本发明的一个或者数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
21.图1为本发明的结构示意图一;
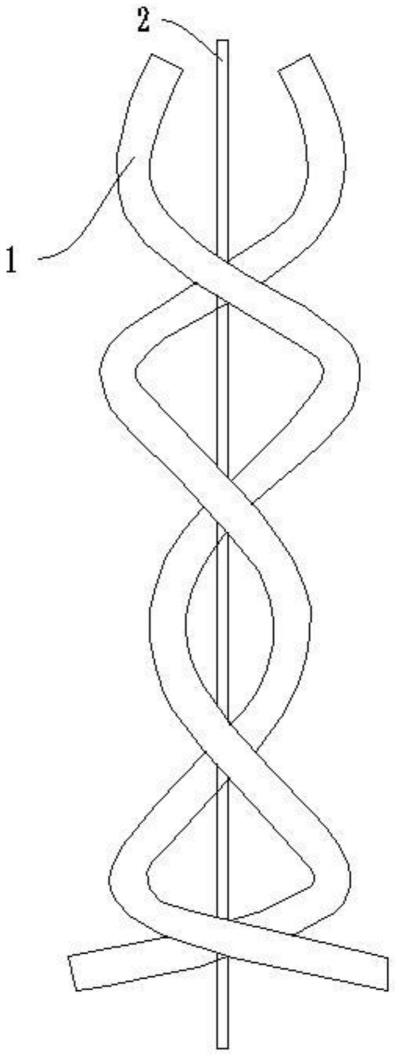
22.图2为本发明的结构示意图二;
23.图3为本发明的孔槽3的结构示意图;
24.图4为本发明的流程示意图。
25.主要附图标记说明:1、线芯;2、包芯纱;3、孔槽。
具体实施方式
26.以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以互相结合,所形成的技术方案均在本发明的保护范围之内。
27.同时,在以下说明中,出于解释的目的而阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
28.[根据本发明提供的一种功能性包覆纱及其制作方法]
[0029]
实施例1
[0030]
一种功能性包覆纱,包括至少一根纱线本体,纱线本体包括线芯1及至少一根外侧螺旋包缠的包芯纱2,线芯1为抗菌聚酯纤维,包芯纱2为涤纶长丝,抗菌聚酯纤维为聚酯纤维植入pet氧化锌抗菌母粒,芯层的横截面面积占纱线本体的横截面积的30%,包芯纱2的表面开设有若干孔槽3。
[0031]
实施例2
[0032]
一种功能性包覆纱,包括至少一根纱线本体,纱线本体包括线芯1及至少一根外侧螺旋包缠的包芯纱2,线芯1为抗菌聚酯纤维,包芯纱2为涤纶长丝,抗菌聚酯纤维为聚酯纤维植入pet氧化锌抗菌母粒,芯层的横截面面积占纱线本体的横截面积的35%,包芯纱2的表面开设有若干孔槽3。
[0033]
实施例3
[0034]
一种功能性包覆纱,包括至少一根纱线本体,纱线本体包括线芯1及至少一根外侧螺旋包缠的包芯纱2,线芯1为抗菌聚酯纤维,包芯纱2为涤纶长丝,抗菌聚酯纤维为聚酯纤维植入pet氧化锌抗菌母粒,芯层的横截面面积占纱线本体的横截面积的40%,包芯纱2的表面开设有若干孔槽3。
[0035]
实施例4
[0036]
本实施例与实施例1-3的区别在于所用的包芯纱2为氨纶长丝。
[0037]
实施例5
[0038]
本实施例与实施例1-3的区别在于所用的包芯纱2为复合长丝,该复合长丝为ptt/pet并列双组份纤维。
[0039]
实施例6
[0040]
本实施例与实施例5的区别在于所用的复合长丝为pbt/pet并列双组份纤维。
[0041]
实施例7
[0042]
本实施例与实施例5的区别在于所用的复合长丝为pet/pa并列双组份纤维。
[0043]
实施例8
[0044]
本实施例与实施例5的区别在于所用的复合长丝为pet/pp并列双组份纤维。
[0045]
实施例9
[0046]
一种功能性包覆纱的制作方法,制备方法包括如下步骤:
[0047]
(1)将抗菌母粒、常规半光聚酯切片经杆挤压机共混熔融后,进入纺丝箱体,色纺机熔融纺丝温度为260℃,经计量泵纺丝组件、冷却板、上油装置及卷绕系统,纺丝卷绕速度为2800m/min,卷成poy,制得纤维度为55dtex抗菌聚酯poy和纤维度为55dtex非抗菌聚酯poy;
[0048]
(2)再将所制得的两股poy纱线在双股丝加弹机上进行假捻复合加工;
[0049]
(3)即在双股丝加弹机上,双股丝加弹机中车速为500m/min,poy纱线经过经过第一罗拉、上热箱、冷却板纱线冷却温度60℃左右、假捻器、第二罗拉,并在网络喷嘴合股后,进入下热箱、第三罗拉参数-1%、上油装置、卷绕系统,最后卷绕成型制得复合dty纤维;
[0050]
上热箱的温度是170℃,第二罗拉与第一罗拉的牵伸比是1.6,网络喷嘴的压力是2kg,下热箱的温度是170℃,假捻器速比是1.5。
[0051]
色纺机制得的单股纤度为130dtex,其断裂强度为2.5cn/dtex,断裂伸长率为20%。
[0052]
实施例10
[0053]
一种功能性包覆纱的制作方法,制备方法包括如下步骤:
[0054]
(1)将抗菌母粒、常规半光聚酯切片经杆挤压机共混熔融后,进入纺丝箱体,色纺机熔融纺丝温度为270℃,经计量泵纺丝组件、冷却板、上油装置及卷绕系统,纺丝卷绕速度为3000m/min,卷成poy,制得纤维度为200dtex抗菌聚酯poy和纤维度为200dtex非抗菌聚酯poy;
[0055]
(2)再将所制得的两股poy纱线在双股丝加弹机上进行假捻复合加工;
[0056]
(3)即在双股丝加弹机上,双股丝加弹机中车速为580m/min,poy纱线经过经过第一罗拉、上热箱、冷却板纱线冷却温度70℃左右、假捻器、第二罗拉,并在网络喷嘴合股后,进入下热箱、第三罗拉参数5%、上油装置、卷绕系统,最后卷绕成型制得复合dty纤维;
[0057]
上热箱的温度是180℃,第二罗拉与第一罗拉的牵伸比是1.7,网络喷嘴的压力是3kg,下热箱的温度是180℃,假捻器速比是1.65。
[0058]
色纺机制得的单股纤度为140dtex,其断裂强度为3.5cn/dtex,断裂伸长率为22%。
[0059]
实施例11
[0060]
一种功能性包覆纱的制作方法,制备方法包括如下步骤:
[0061]
(1)将抗菌母粒、常规半光聚酯切片经杆挤压机共混熔融后,进入纺丝箱体,色纺机熔融纺丝温度为290℃,经计量泵纺丝组件、冷却板、上油装置及卷绕系统,纺丝卷绕速度为3200m/min,卷成poy,制得纤维度为999dtex抗菌聚酯poy和纤维度为999dtex非抗菌聚酯poy;
[0062]
(2)再将所制得的两股poy纱线在双股丝加弹机上进行假捻复合加工;
[0063]
(3)即在双股丝加弹机上,双股丝加弹机中车速为650m/min,poy纱线经过经过第一罗拉、上热箱、冷却板纱线冷却温度80℃左右、假捻器、第二罗拉,并在网络喷嘴合股后,进入下热箱、第三罗拉参数10%、上油装置、卷绕系统,最后卷绕成型制得复合dty纤维;
[0064]
上热箱的温度是190℃,第二罗拉与第一罗拉的牵伸比是1.9,网络喷嘴的压力是4kg,下热箱的温度是190℃,假捻器速比是1.8。
[0065]
色纺机制得的单股纤度为160dtex,其断裂强度为5.5cn/dtex,断裂伸长率为26%。
[0066]
实施例12
[0067]
一种功能性包覆纱的制作方法,制备方法包括如下步骤:
[0068]
(1)将抗菌母粒、常规半光聚酯切片经杆挤压机共混熔融后,进入纺丝箱体,色纺机熔融纺丝温度为285℃,经计量泵纺丝组件、冷却板、上油装置及卷绕系统,纺丝卷绕速度为3200m/min,卷成poy,制得纤维度为450dtex抗菌聚酯poy和纤维度为450dtex非抗菌聚酯poy;
[0069]
(2)再将所制得的两股poy纱线在双股丝加弹机上进行假捻复合加工;
[0070]
(3)即在双股丝加弹机上,双股丝加弹机中车速为650m/min,poy纱线经过经过第一罗拉、上热箱、冷却板纱线冷却温度80℃左右、假捻器、第二罗拉,并在网络喷嘴合股后,进入下热箱、第三罗拉参数7%、上油装置、卷绕系统,最后卷绕成型制得复合dty纤维;
[0071]
上热箱的温度是185℃,第二罗拉与第一罗拉的牵伸比是1.8,网络喷嘴的压力是3kg,下热箱的温度是180℃,假捻器速比是1.62。
[0072]
色纺机制得的单股纤度为143dtex,其断裂强度为3.75cn/dtex,断裂伸长率为26%。
[0073]
实施例13
[0074]
一种功能性包覆纱的制作方法,制备方法包括如下步骤:
[0075]
(1)将抗菌母粒、常规半光聚酯切片经杆挤压机共混熔融后,进入纺丝箱体,色纺机熔融纺丝温度为265℃,经计量泵纺丝组件、冷却板、上油装置及卷绕系统,纺丝卷绕速度为2850m/min,卷成poy,制得纤维度为333dtex抗菌聚酯poy和纤维度为333dtex非抗菌聚酯poy;
[0076]
(2)再将所制得的两股poy纱线在双股丝加弹机上进行假捻复合加工;
[0077]
(3)即在双股丝加弹机上,双股丝加弹机中车速为500m/min,poy纱线经过经过第一罗拉、上热箱、冷却板纱线冷却温度75℃左右、假捻器、第二罗拉,并在网络喷嘴合股后,进入下热箱、第三罗拉参数6%、上油装置、卷绕系统,最后卷绕成型制得复合dty纤维;
[0078]
上热箱的温度是175℃,第二罗拉与第一罗拉的牵伸比是1.73,网络喷嘴的压力是3kg,下热箱的温度是175℃,假捻器速比是1.72。
[0079]
色纺机制得的单股纤度为143dtex,其断裂强度为3.14cn/dtex,断裂伸长率为20%。
[0080]
上述实施例1-9中参考图三的孔槽3为着色用,该孔槽3为了在染色时使色彩能够更有效的留在纱线上,孔槽3的形状可以为半弧形、条形、梯形、半圆形及其他几何图形中的一种或多种组合,此实施例中就没有进行一一列举及描图。
[0081]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。