1.本公开广泛地涉及用于热管理的材料,并且更具体地涉及电子器件中的热管理。
背景技术:
2.例如,在汽车、电子器件(例如,包括在第五代(5g)电信中使用的电子器件)、电动机和变压器的电绝缘的电池的间隙填料中,以及在汽车锂电池组件中作为介电传热介质(间隙填料),需要高的贯穿平面热导率。在如电动机和变压器之类的电气设备中对增加的效率和耐久性的需要源于向在更高频率下操作的更小且更轻的部件的转变。升高的操作温度可降低设备可靠性和寿命。许多常规电绝缘材料具有相对较低的热导率,其可限制电气装置中的热耗散,从而对装置设计强加约束且阻碍实现较高功率密度装置的能力。
技术实现要素:
3.本公开提供了可流动的可硬化组合物,其包含成形复合颗粒,该成形复合颗粒含有保留在粘结剂基体中的导热颗粒(即,热填料颗粒)。有利地,在硬化后,与其中成形复合颗粒中不包含热填料的组合物相比,该可流动的可硬化组合物可在较低水平的热填料颗粒下提供热冷却。当使用薄片状、板状或平针状热填料颗粒时,这是特别有利的。
4.因此,在一个方面,本公开提供了一种可流动的可硬化组合物,其包含10体积%至95体积%的分散在可硬化粘结剂前体中的成形复合颗粒,其中所述成形复合颗粒包括保持在粘结剂基体中的纵横比为至少1.5的热填料颗粒。
5.在第二方面,本公开提供了一种导热组合物,该导热组合物包含经硬化的根据本公开的可流动的可硬化组合物。
6.在第三方面,本公开提供了一种电子散热器组件,该电子散热器组件包括:
7.电子部件;
8.散热器;和
9.夹置于所述电子部件与所述散热器之间的根据本公开的导热组合物。
10.如本文所用:
11.术语“可变形地压缩”是指在施加压力时容易变形(可逆地或不可逆地)。
12.应用于组合物的术语“硬化”是指增加组合物硬度的过程,即使组合物保持相对柔软。硬化方法的示例可包括聚合和冷冻。
13.应用于复合颗粒的术语“精确成形的”是指复合颗粒具有这样的外表面,该外表面的形状对应于其制造中使用的模具。
14.术语“成形复合颗粒”是指具有一定形状的复合颗粒,该形状至少部分对应于标称预定形状。例如,它可以通过挤出、模板印刷或丝网印刷、或模制工艺来形成。
15.在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
附图说明
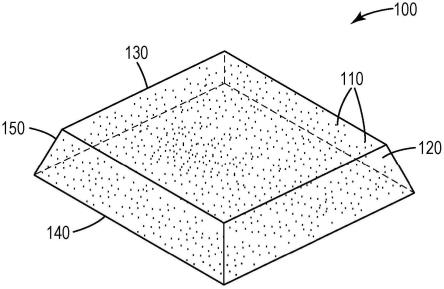
16.图1为根据本公开的示例性成形复合颗粒100的示意性透视图。
17.图2为示例性电子散热器组件200的示意性侧视图。
18.在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可设计出落入本公开原理的范围和实质内的许多其它修改形式和实施方案。附图可不按比例绘制。
具体实施方式
19.可流动的可硬化组合物包含10体积%至95体积%、优选10体积%至50体积%、更优选10体积%至40体积%的分散在可硬化粘结剂前体中的成形复合颗粒。在一些实施方案中,成形复合颗粒占可流动的可硬化组合物的12体积%至36体积%。
20.示例性可硬化粘结剂前体包括可聚合树脂,诸如环氧树脂、氨基甲酸酯树脂、开环易位聚合(romp)环烯烃树脂、异氰脲酸酯树脂、可自由基聚合树脂(例如,单和/或多官能丙烯酸酯、甲基丙烯酸酯、丙烯酰胺、乙烯基醚和/或马来酸酯)、酚醛树脂、脲醛树脂、氨基塑料树脂、有机硅树脂和可交联聚合物胶乳。可聚合树脂通常还包含适于引起聚合的催化剂、交联剂和/或引发剂(热引发剂和/或光引发剂),但这不是必需的。该催化剂、交联剂和/或引发剂的选择和量(例如0.01重量%至10重量%)将取决于所选择的特定化学体系,并且在本领域普通技术人员的能力范围内。
21.示例性可硬化粘结剂前体还包括溶剂型热塑性聚合物、熔融聚合物(例如,熔融热熔性粘合剂)和非交联胶乳(例如,丙烯酸类胶乳)。
22.现在参考图1,示例性精确成形的复合颗粒100包含保持在粘结剂基体120中的热填料颗粒110。成形复合颗粒100具有由顶部130、底部140和侧面150限定的形状。
23.该热填料颗粒可包括电绝缘和/或导电的导热颗粒。
24.示例性电绝缘热填料包括氮化硼、氮化铝、氮化硅、氧化铝(矾土)、氧化镁、氧化锌、氧化硅、氧化铍、氧化钛、氧化铜、氧化亚铜、氢氧化镁、氢氧化铝、碳化硅、金刚石、滑石、云母、高岭土、膨润土、菱镁矿、叶蜡石、硼化钛、钛酸钙以及它们的组合。氮化硼可以具有任何结构,诸如c-bn(立方结构)、w-bn(纤锌矿结构)、h-bn(六方结构)、r-bn(菱形结构)或t-bn(乱层结构)。其中,从导热性和成本的角度考虑,通常优选氧化铝、氢氧化铝、氧化锌、氮化硼和氮化铝。更优选氧化铝和氢氧化铝,特别优选氢氧化铝。
25.示例性导电热填料包括石墨、碳黑、石墨、碳纤维(沥青基、pan基)、碳纳米管(cnt)、石墨烯、碳纤维(cnf)、银、铜、铁、镍、铝、钛、它们的合金、不锈钢(sus)、掺杂有不同类型元素的氧化锌、铁氧体、以及它们的组合。绝缘原料(诸如二氧化硅)可以涂覆有导电导热原料以使其导电,或者导电导热原料可以涂覆有绝缘原料(诸如二氧化硅)以使其绝缘,并且这些原料可以用作导热原料。
26.该热填料颗粒优选地具有至少1.0w/m
·
k、至少1.2w/m
·
k、至少1.5w/m
·
k、至少1.7w/m
·
k、至少2.0w/m
·
k、至少2.5w/m
·
k、至少10w/m
·
k、至少20w/m
·
k、至少40w/m
·
k、或甚至至少50w/m
·
k的热导率,尽管也可以使用更低和更高的热导率。
27.热填料颗粒可具有任何形状;例如,可以使用球状、块状、针状和/或薄片状/板状。
28.该热填料颗粒可具有任何粒度,但优选具有在100纳米(nm)至1毫米(mm)的粒度范
围内的最大尺寸。
29.热填料颗粒可以任何量存在于成形复合颗粒中;然而,更高的量通常是优选的。在一些实施方案中,热填料颗粒占成形复合颗粒的50体积%至99体积%。更优选地,热填料颗粒占成形复合颗粒的55体积%至99体积%、60体积%至99体积%、65体积%至99体积%、70体积%至99体积%、75体积%至99体积%、80体积%至99体积%、85体积%至99体积%、或甚至90体积%至99体积%。
30.成形复合颗粒的粘结剂基体可包含能够保留热填料颗粒的任何材料。它可以是有机或无机的。
31.有机粘结剂基体可包括例如热塑性聚合物和/或热固性树脂。合适的热塑性聚合物的示例包括聚烯烃、聚酯、热塑性聚氨酯和聚酰胺。热固性树脂的示例包括固化的环氧树脂、固化的氨基甲酸酯树脂、固化的开环易位聚合(romp)环烯烃树脂、固化的异氰脲酸酯树脂、自由基聚合的树脂(例如,聚合的单和/或多官能丙烯酸酯、甲基丙烯酸酯、丙烯酰胺、乙烯基醚和/或马来酸酯)、固化的酚醛树脂、固化的脲醛树脂、固化的氨基塑料树脂、固化的有机硅树脂和交联的聚合物胶乳。
32.关于用于形成具有有机粘结剂基体的成形(包括精确成形的)复合颗粒的一般方法的细节可见于例如美国专利5,714,259(holmes等人)中。在一种常用方法中,将热填料颗粒和有机粘结剂基体的前体材料的混合物设置到生产工具的模腔中并固化。
33.成形复合颗粒还可包含例如增塑剂、颜料、稳定剂和除热填料颗粒以外的填料颗粒中的一种或多种。
34.无机粘结剂基体可包括例如玻璃、陶瓷和玻璃陶瓷。
35.成形复合颗粒可通过任何合适的技术制备,包括例如在有机粘结剂基体模塑(开放或闭合模具)、挤出、模板印刷或丝网印刷、或增材制造的情况下,或在无机基体喷雾干燥或压碎无机粘结剂指示材料的混合物,随后加热(例如煅烧和/或烧结)的情况下。
36.关于用于形成具有无机粘结剂基体的成形(包括精确成形)复合颗粒的一般方法的细节可见于例如美国专利10,315,289b2(fletcher等人)中。在一种常用方法中,将热填料颗粒和有机粘结剂基体的前体材料的混合物设置到生产工具的模腔中,干燥,从生产工具中取出并烧结。
37.成形复合颗粒可具有任何预定形状。示例包括3-、4-、5-或6-面锥体;3-、4-、5-或6-面截棱锥、圆锥、截圆锥、球、棒、鞍、圆顶形结构以及更复杂的形状。
38.该成形复合颗粒可具有任何粒度,但优选具有在1微米至5mm、更优选1微米至0.1mm的尺寸范围内的最大尺寸。
39.根据本公开的可流动的可硬化组合物和/或由其衍生的硬化片材可用于例如电子应用中作为电子部件与散热器之间的间隙填料。
40.示例性可硬化粘结剂前体包括可聚合树脂,诸如环氧树脂、氨基甲酸酯树脂、开环易位聚合(romp)环烯烃树脂、异氰脲酸酯树脂、可自由基聚合树脂(例如,单和/或多官能丙烯酸酯、甲基丙烯酸酯、丙烯酰胺、乙烯基醚和/或马来酸酯)、酚醛树脂、脲醛树脂、氨基塑料树脂、有机硅树脂和可交联聚合物胶乳。可聚合树脂通常还包含适于引起聚合的催化剂、交联剂和/或引发剂(热引发剂和/或光引发剂)。该催化剂、交联剂和/或引发剂的选择和量(例如0.01重量%至10重量%)将取决于所选择的特定化学体系,并且在本领域普通技术人
员的能力范围内。
41.示例性可硬化粘结剂前体还包括溶剂型热塑性聚合物、熔融聚合物(例如,熔融热熔性粘合剂)和非交联胶乳(例如,丙烯酸类胶乳)。
42.现在参考图2,电子散热器组件200包括电子部件210、散热器230和设置在它们之间的导热组合物220。导热组合物220包含通过使可流动的可硬化组合物硬化而得到的材料。
43.根据本公开的导热组合物可作为硬化片材提供,或者更典型地,通过将可流动的可硬化组合物施加(例如,使用喷嘴分配器)到电子部件或散热器中的至少一者上,然后将其与设置在其间的可流动的可硬化组合物放在一起来提供。可流动的可硬化组合物的随后硬化产生导热组合物。
44.电子部件的示例包括产生热的任何电子部件,诸如集成电路、电动机、发电机、电池和变压器。
45.散热器在电子领域中是众所周知的,并且通常由导热材料(例如,金属)形成,该导热材料相对于它们旨在冷却的部件具有相当大的热质量。通常,散热器包括冷却翅片和/或柱。
46.通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
47.实施例
48.除非另有说明,否则实施例及本说明书其余部分中的所有份数、百分比、比等均以重量计。除非另外指明,否则所有其他试剂均得自或购自精细化学品供应商诸如美国密苏里州圣路易斯的西格玛奥德里奇公司(sigma-aldrich company,st.louis,missouri),或者可通过已知的方法合成。表1(下文)列出了实施例中使用的材料及其来源。
49.表1
[0050][0051]
测试方法
[0052]
热导率测试方法
[0053]
根据astm d5470版本12使用热界面材料(tim)测试仪(analysis tech,wakefield,massachusetts)测定有效热导率。从切片的试样上冲出直径为33毫米(mm)的样品,并放置在tim测试机的底板上。压力设定为100磅/平方英寸(0.69mpa)。
[0054]
用于制备成形磨料复合物sac1-sac2的程序
[0055]
将组合物(参见表2)在广口瓶中混合。一旦混合,通过倾倒将组合物推向具有模腔(截顶四棱锥,0.0508mm底侧长度,0.0789mm顶侧长度,0.1000mm深度)的生产工具,然后使用塑料刮刀从顶部擦拭过量部分。将填充的生产工具置于设定为80℃的常规烘箱中1小时。使用超声变幅杆以帮助从模具移除聚集体。
[0056]
表2
[0057]
材料sac-1sac-2氧化铝1,g36.0 氧化铝2,g
ꢀꢀ
bn 1,g 36.0bn 2,g
ꢀꢀ
cb 2128,g
ꢀꢀ
cb 1837,g4.04.0cb 1930,g
ꢀꢀ
分散剂1,g0.40.4adprom 1,g0.40.4催化剂1,g0.40.4甲苯,g20.037.0
[0058]
用于制备对比导热片材cex1-cex2的程序
[0059]
根据表3将除了催化剂之外的所有组分加入到塑料容器中并使用压舌器手动混合。然后使用来自南卡罗来纳州兰德鲁姆的flacktek公司(flacktek,landrum,south carolina)的dac 600型高速混合器以1000转/分钟(rpm)将混合物混合10秒,以1500rpm混合2分钟,并且以1000rpm混合10秒。加入催化剂,然后在100千帕(kpa)压力下以1000rpm混合20秒,随后在4kpa压力下以1500rpm混合30秒。
[0060]
然后将混合物从塑料容器转移到防粘衬垫上。还在混合物的顶部上施加防粘衬垫。使用间隔件(50密耳厚(1.3毫米)),并且在室温下用足够高的压力将混合物压制成均匀片材,以依靠间隔件提供样品厚度(例如,在6英寸乘6英寸(15厘米乘15厘米)压机上1000磅每平方英寸(psi),接触面积为3英寸乘3英寸(8厘米乘8厘米))。使用c型压机(印第安纳州沃巴什的卡佛公司(carver,wabash,indiana))进行压制。然后将压制的片材置于设定为80℃的预热烘箱中并加热1小时。
[0061]
表3
[0062]
材料cex1cex2氧化铝1,g(重量%)025.0(66.5)氧化铝2,g(重量%)00bn 1,g(重量%)15.0(54.3)0cb 1837,g(重量%)10.0(36.2)10.0(26.6)cb 1930,g(重量%)2.0(7.2)2.0(5.3)分散剂1,g(重量%)0.2(0.7)0.2(0.5)adprom 1,g(重量%)0.2(0.7)0.2(0.5)催化剂1,g(重量%)0.2(0.7)0.2(0.5)
[0063]
用于制备导热片材ex1-ex4的程序
[0064]
将如上所述制备的成型复合颗粒与表4中报道的量的附加组分在玻璃广口瓶中合并,并用压舌器手动混合。然后将混合物36.1压制成均匀片材或使用刮刀涂布机在衬垫之间进行涂布。
[0065]
为了压制,然后将混合物从广口瓶转移到防粘衬垫上。还在混合物的顶部上施加防粘衬垫。使用间隔件(50密耳厚(1.3毫米)),并且在室温下用足够高的压力将混合物压制成均匀片材,以依靠间隔件提供样品厚度(例如,在6英寸乘6英寸(15cm乘15cm)压机上1000磅每平方英寸(6.9mpa),接触面积为3英寸乘3英寸(8cm乘8cm))。使用c型卡佛压机进行压
制。然后将压制的片材置于设定为80℃的预热烘箱中并加热1小时。
[0066]
对于刮涂,将两片防粘衬垫切成36英寸(91cm)长。检查刮刀涂布机的所需间隙(50密耳(1.3mm))。就在刀进入之前沉积或倾倒样品,并且从另一侧拉动衬垫以获得衬垫之间的材料片,然后可以将其放置在设定为80℃的烘箱中持续1小时。刮涂在室温下进行。
[0067]
在下表4中,将实施例ex1和ex3刮涂在两个衬垫之间,并压制实施例ex2和ex4。
[0068]
表4
[0069][0070]
表5
[0071]
实施例说明热导率w,w/m
·
kcex1bn1对比例;约54.3重量%和36.1体积%1.27cex2氧化铝1对比例;约66.5重量%和33.7体积%0.54ex1氧化铝1,750微米附聚物;约41.6重量%和15.4体积%0.47ex2氧化铝1,750微米附聚物;约41.6重量%和15.4体积%0.88ex3bn1,750微米附聚物;约41.6重量%和25.3体积%1.28ex4bn1,750微米附聚物;约41.6重量%和25.3体积%1.06
[0072]
在并入的参考文献部分与本技术之间存在不一致或矛盾的情况下,应以本技术中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。