1.本发明涉及一种在利用了电子照相方式的图像形成装置的定影器中使用的定影装置。
背景技术:
2.利用了电子照相方式的图像形成装置(例如、复印机、打印机)的定影器对片材进行加压而使移动的片材上的带电调色剂相对于片材进行定影。因此,定影器具有一对辊(定影辊和加压辊)或具有定影带和加压辊。在具有定影带和加压辊的类型的定影器中,在片材通过定影带与加压辊之间的辊隙的期间,调色剂定影于片材(专利文献1)。在该类型中,定影带被定影辊或定影垫朝向加压辊按压,通过加热调色剂而使其熔融。定影带通过加热装置被再加热而具有高的温度。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2018-136412号公报
技术实现要素:
6.发明所要解决的技术问题
7.在定影器的使用中,期望在片材通过辊隙的期间,调色剂像不会过量或不足地定影于片材。但是,由于静电的产生,往往多余的调色剂被吸附于片材上或者相反地调色剂从片材被弹飞。这样的现象被称为静电偏移,会引起要形成的图像的混乱。
8.关于抑制静电偏移的对策,例如以专利文件1所述例那样的方式进行尝试。
9.在使通过带正电而附着于片材的调色剂定影于片材的定影装置中,期望进一步有效地抑制静电偏移。
10.因此,本发明提供一种能够有效地抑制静电偏移、且将带正电的调色剂像定影于片材的定影装置。
11.本发明的一形态的定影装置为一边旋转一边与形成有带正电的调色剂像的片材接触,从而使所述调色剂像定影于所述片材的筒状的定影装置,所述定影装置具有:金属制的筒状的基材;被覆于所述基材的外周的橡胶层;被覆于所述橡胶层的外周的粘合层;和被覆于所述粘合层的外周的树脂制的表层。所述粘合层具有与所述橡胶层接触的第一粘合层和介设于所述第一粘合层与所述表层之间的第二粘合层。所述第一粘合层由氟树脂系的粘合剂形成,所述第二粘合层由含有离子导电材料的硅橡胶系的粘合剂形成。
12.在本方案中,能够有效地抑制静电偏移。
附图说明
13.图1是示出包括本发明的实施方式的定影装置的定影器的一例的概略剖视图。
14.图2是示出包括实施方式的定影装置的定影器的另一例的概略剖视图。
15.图3是实施方式的定影装置的一部分的剖视图。
16.图4是示出制造实施方式的定影装置的工序的概略图。
17.图5是示出图4的工序之后的工序的概略图。
18.图6是示出图5的工序之后的工序的概略图。
19.图7是示出图6的工序之后的工序的概略图。
20.图8是示出图7的工序之后的工序的概略图。
21.图9是示出图8的工序之后的工序的概略图。
22.图10是示出图9的工序之后的工序的概略图。
23.图11是示出图10的工序之后的工序的概略图。
24.图12是示出定影装置的多个样品的详情的表。
25.图13是示出定影装置的层的材料的电特性的表。
26.图14是示出测定实施方式的定影装置的厚度方向上的静电容量的方式的概略图。
27.图15是示出测定实施方式的定影装置的表层处的电荷衰减量的方式的概略图。
具体实施方式
28.以下,一边参照附图一边说明本发明的实施方式。附图的比例尺不一定准确,有时对一部分的特征也会进行放大或者省略。
29.利用了电子照相方式的图像形成装置在作为要传送的记录介质的纸的片材上形成由调色剂构成的图像(调色剂像)。图像形成装置的详情没有图示,但是图像形成装置具有感光鼓、配置于感光鼓的周围的带电器、曝光器、显影器、转印器和定影器。在本实施方式中,通过使调色剂带正电,从而调色剂附着于片材,该片材被传送至定影器。
30.如图1所示,定影器具有能够移动的定影带(定影装置)1和能够旋转的加压辊2。在片材s通过定影带1与加压辊2之间的辊隙的期间,调色剂t被定影于片材s。定影带1和加压辊2对片材s上的调色剂t进行加压。定影带1通过加热调色剂t而使其熔融。
31.加压辊2具有芯材3、被覆芯材3的外周的弹性层4和被覆弹性层4的外周的分离层5。
32.芯材3为硬质的圆棒。芯材3的材料没有限定,例如可以为铁、铝等金属或树脂材料。芯材3既可以为中空也可以为实心。
33.弹性层4为遍及整周地贴附于芯材3的外周面的圆筒,例如由海绵那样的多孔质弹性材料形成。但是,弹性层4也可以由不是多孔质的弹性材料形成。
34.分离层5为遍及整周地贴附于弹性层4的外周面的薄层,使得加压辊2容易从定影于片材s的调色剂t分离。图1示出在片材s的一个表面形成有调色剂像的形态,但是应当注意,在调色剂t被定影于片材s的一个表面之后,调色剂t有时被定影于片材s的另一个表面。在这样的情况下,调色剂t在辊隙处与加压辊2接触。
35.分离层5由容易与调色剂t分离的合成树脂材料形成。分离层5的材料优选为氟树脂。这样的氟树脂例如为全氟烷氧基氟树脂(pfa)、聚四氟乙烯(ptfe)、四氟乙烯-六氟丙烯共聚物(fep)或四氟乙烯-乙烯共聚物(etfe)。
36.定影带1为圆筒,换而言之,也可以认为是具有厚度小的圆筒壁体的辊。在定影带1的内部配置有树脂制的定影垫6。定影垫6将定影带1靠压于加压辊2,适当地维持定影带1与
加压辊2之间的辊隙的宽度。在辊隙处,定影带1与加压辊2通过相互的靠压而稍微产生变形。
37.在定影带1的附近配置有加热装置7。加热装置7对在辊隙被加压辊2夺走热而冷却了的定影带1进行再加热。在图1的例中,加热装置7具有公知的电磁感应加热装置7a和磁场吸收构件7b,电磁感应加热装置7a配置于定影带1的外侧,磁场吸收构件7b配置于定影带1的内侧。
38.其中,加热装置的类型不限定于图1的例示。例如,如图2所示,作为加热装置,也可以使用配置于定影带1的内部的卤素加热器8等发热源。
39.在图1和图2的例中,虽然使用定影垫6,但是也可以在定影带1的内部配置能够旋转的定影辊来代替定影垫6。
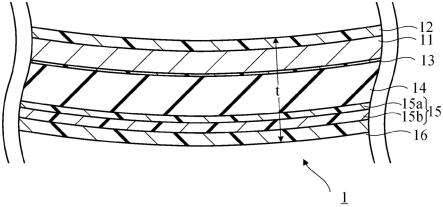
40.如图3所示,定影带1具有基材11、滑动层12、底漆层13、橡胶层14、粘合层15和表层16。
41.基材11为金属制的圆筒。基材11的材料例如既可以为镍、不锈钢,也可以在镍层与镍层之间夹有铜层来构成基材11。基材11确保定影带1的刚性,并提高定影带1的热传导性。
42.滑动层12是被覆于基材11的内周的厚度均匀的层。滑动层12与定影垫6或者其他定影器的部件以能够滑动的方式接触。滑动层12由摩擦系数小的材料、例如氟树脂形成。优选的氟树脂例如为ptfe、pfa、fep或etfe。
43.底漆层13是被覆于基材11的外周的厚度均匀的层。底漆层13具有将滑动层12与橡胶层14粘合的作用。底漆层13的材料可以根据橡胶层14的材料而不同。
44.橡胶层14是被覆于底漆层13的外周的厚度均匀的层。橡胶层14是定影带1中最厚的层,定影带1因橡胶层14而具有对调色剂t的定影有用的适当的弹性。橡胶层14例如由硅橡胶形成。在橡胶层14为硅橡胶制的情况下,优选底漆层13由硅系的粘合剂(硅橡胶系的粘合剂或硅树脂系的粘合剂)形成。
45.粘合层15是被覆于橡胶层14的外周的厚度均匀的层。粘合层15具有将橡胶层14与表层16粘合的作用。粘合层15具有内侧的第一粘合层15a和外侧的第二粘合层15b。第一粘合层15a具有均匀的厚度,并与橡胶层14接触,第二粘合层15b具有均匀的厚度,并与表层16接触。第一粘合层15a由氟树脂系的粘合剂形成。第二粘合层15b由含有离子导电材料的硅橡胶系的粘合剂形成。第二粘合层15b具有比第一粘合层15a大的厚度。
46.表层16是被覆于粘合层15的外周的厚度均匀的层。表层16使定影带1容易从定影于片材s的调色剂t分离。表层16由容易与调色剂t分离的合成树脂材料形成。表层16的材料优选为氟树脂。优选的氟树脂例如为pfa、ptfe、fep或etfe。
47.其中,在上述的层之间还可以介设其它的层。
48.以下,说明定影带1的制造方法。
49.首先,如图4所示,准备圆筒形的金属筒11a。金属筒11a虽然在成品的定影带1中相当于基材11,但是具有成品的定影带1数倍的长度。金属筒11a例如可以通过电铸来制造。
50.接下来,如图4所示,使金属筒11a绕轴线旋转,并将喷射喷嘴20插入至金属筒11a的内部,一边移动喷射喷嘴20一边用管21向喷射喷嘴20供给滑动层12的材料,从喷射喷嘴20喷射滑动层12的材料。之后,通过加热使材料固化,从而形成滑动层12。
51.接下来,如图5所示,使金属筒11a绕轴线旋转,一边移动喷射喷嘴23一边通过喷射
喷嘴23向金属筒11a的外周面喷射底漆层13的材料13m。之后,通过加热使材料13m干燥,从而形成底漆层13。
52.接下来,如图6所示,使金属筒11a绕轴线旋转,一边利用橡胶供给装置24向底漆层13的外周面供给橡胶层14的材料14m一边利用前端呈直线状的刮片25平滑(即使之具有均匀的厚度)地平整橡胶层14的材料14m。如此,利用橡胶层14的材料涂敷底漆层13的表面。之后,通过加热使材料14m固化,从而形成橡胶层14。
53.接下来,如图7所示,使金属筒11a绕轴线旋转,一边移动喷射喷嘴26一边通过喷射喷嘴26向橡胶层14的外周面喷射第一粘合层15a的材料15am。之后,通过加热使材料15am干燥,从而形成第一粘合层15a。
54.接下来,如图8所示,在第一粘合层15a的周围涂敷第二粘合层15b的材料15bm,并将金属筒11a插入环27。通过使环27沿着金属筒11a的轴线方向移动,从而在环27的内周面平滑(即使之具有均匀的厚度)地平整材料15bm。
55.接下来,如图9所示,在第二粘合层15b的材料15bm的周围配置管16a。即,将金属筒11a插入管16a。管16a在成品的定影带1中相当于表层16,但是具有成品的定影带1数倍的长度。
56.接下来,如图10所示,将金属筒11a与管16a一起插入环28。通过使环28沿着金属筒11a的轴线方向移动,从而在环28的内周面将管16a向径向内侧靠压,提高粘合层15的材料与管16a的密合性。在图9、图10和图11中,仅将管16a示为截面。之后,通过加热使粘合层15的材料15am、15bm固化,从而在形成粘合层15的同时将粘合层15与管16a固定。
57.如此,可得到图11所示的长条的圆筒1a。然后,如图11所示,通过沿与轴线方向垂直的方向剖切圆筒1a,从而得到成品的定影带1。
58.申请人制造定影带1的几层材料不同的样品,测定这些样品的电特性,进一步调查各样品是否有效地抑制静电偏移。样品的详情示出于图12。
59.关于各样品,基材11、滑动层12、底漆层13和橡胶层14通用。具体而言,基材11为由电铸制造而成的镍制的无缝的圆筒,直径为40mm,厚度为40μm。滑动层12由ptfe形成,厚度为12μm。
60.底漆层13由非导电性硅橡胶系的粘合剂即dupont toray specialty materials k.k.株式会社(杜邦东丽特殊材料株式会社)(日本国东京)制的“dy 39-042”制造。如上所述,底漆层13的材料13m利用喷射喷嘴20涂敷于金属筒11a,通过在150℃下加热1分钟使材料13m干燥,从而形成底漆层13。底漆层13的厚度为2μm。
61.橡胶层14由非导电性硅橡胶系即信越化学工业株式会社(日本国东京)制的“x-34-2008-2”制造。如上所述,橡胶层14的材料14m被刮片25平滑化,并通过在150℃下加热而固化。橡胶层14的厚度为285μm。
62.在定影带1中,除基材11以外的层只要没有特别明确记载为导电体,基本上由电介质形成。定影带1中的基材11与表层16的表面之间的静电容量可以认为是表示定影带1的带电容易度的指标,基材11与表层16的表面之间的电介质的厚度越大,静电容量越小。并且,申请人认为,静电容量越小,则越能够抑制靠近调色剂t的表层16的表面处的带电,从而能够抑制静电偏移。
63.关于样品1~3,第一粘合层15a由电阻小的非导电性氟树脂系的粘合剂即
fluoroproducts(科慕
·
三井氟产品株式会社)株式会社制的“pfa451hp-j”制造而成。
76.如上所述,样品1~4具有不同结构的粘合层15。
77.关于各样品,在图14所示的方式中,测定定影带1的厚度方向上的电阻r(ω)和静电容量c(pf)。如上所述,静电容量是表示定影带1的带电容易度的指标。该方式为两端子测定法,使2个电极28、29分别与定影带1的内周面(滑动层12的表面)与外周面(表层16的表面)接触,用lcr测试仪30测定电阻和静电容量。所使用的lcr测试仪30为日置电机株式会社制的“3522-50”。测定中使用的频率为1khz。
78.将电阻r(ω)和静电容量c(pf)示于图12。在图12中,e及其后的数字表示10的乘方。例如,“3.24e 08”表示3.24
×
108。
79.进一步,为了进行通用的考察,将测定的静电容量除以电极28、29的面积a(与定影带1的接触面积、4.524cm2),从而计算定影带1的厚度方向上的每单位面积的静电容量c/a。将定影带1的厚度方向上的每单位面积的静电容量c/a(pf/cm2)示于图12。
80.图13所示的层的材料的电阻r是通过由这些材料分别制造膜,并用与上述相同的方式测定这些膜的电阻而得到的。在测定中使用的膜的厚度示于图13。图13所示的层的材料的复介电常数的虚部ε用与上述相同的方式测定这些膜的静电电容c后,根据式2进行计算(在该情况下,s为电极28、29的面积,d为膜的厚度)。
81.另外,关于各样品,在图15所示的方式中,测定表层16处的电荷衰减量δv(v)。在该测定中,在23℃、55%(相对湿度)的环境下,使带电辊31与定影带1接触,使定影带1以60rpm进行旋转,从直流电源32经由带电辊31向定影带1供给电荷。带电辊31的电阻值为5
×
106ω。直流电源32为trek公司(美国、纽约州)制的“610c”。
82.使表面电位计33的探针34接近定影带1的外周面(表层16的表面),从而测定表面电位。定影带1中的探针34的接近位置与带电辊31和定影带1接触的位置相距90度。表面电位计33为monroe electronics公司(美国、纽约州)制的“model 244a”,探针为附属于“model 244a”的标准探针“1017a”。
83.在以上的条件下,利用表面电位计33监视表层16的表面电位,维持表层的表面带电至-1kv的状态60秒。之后,通过使带电辊31离开定影带1,结束带电。自带电结束经过120秒后,测定表层16的表面的电荷衰减量δv(v)。电荷衰减量δv是表示定影带1的带电容易度的指标。电荷衰减量δv示于图12。另外,为了进行通常的考察,计算了将电荷衰减量δv除以定影带1的厚度t(参考图3和图14)而得到的值(每单位厚度的电荷衰减量)δv/t。值δv/t(v/μm)也示于图12。
84.进一步,为了进行通常的考察,计算了定影带1的厚度方向上的每单位面积的静电容量c相对于值δv/t之比ct/δv。比ct/δv(f/vμm)也示于图12。
85.另外,根据式1来计算定影带1的厚度方向上的静电容量c与定影带1的厚度方向上的电阻r的积即介电弛豫时间τ。介电弛豫时间τ(msec)也示于图12。介电弛豫时间τ的单位msec可置换为单位mf
·
ω。
86.另外,将各样品装配于图像形成装置来评价各样品的静电偏移抑制效果。所使用的图像形成装置为kyocera document solutions株式会社(京瓷办公信息系统株式会社)(日本国大阪)制的“taskalfa 5550ci”。在本评价中,在纸的片材上印刷全白图像,为了判断全白图像中有无灰雾(印刷到不应印刷的部位),使用色彩色差计(chroma meter、柯尼卡
美能达株式会社制“cr-400”),针对图像内7个部位测定l*值(l*value、明度)。若l*值为95.5以上,则评价为没有产生灰雾(fog)(静电偏移抑制效果良好)。如果l*值低于95.5,则评价为产生灰雾(静电偏移抑制效果不佳)。评价在对1张片材进行印刷后、对50张片材进行印刷后、对100张片材进行印刷后进行。
87.评价结果示于图12。关于在第一粘合层15a含氟、在第二粘合层15b含硅橡胶和离子导电材料的样品1、2,静电偏移抑制效果良好。另一方面,关于在第二粘合层15b不含离子导电材料的样品3,静电偏移抑制效果不佳。另外,关于在第一粘合层15a不含氟树脂系的粘合剂的样品4,静电偏移抑制效果不佳。
88.一般认为,介电弛豫时间τ越小,越能够促进表层16的电位的减少从而抑制静电偏移。根据样品1、2的结果,介电弛豫时间τ优选为10msec以下。但是,在介电弛豫时间τ最小的样品3中,静电偏移抑制效果不佳。
89.另外,一般认为,电荷衰减量δv是表示定影带1的带电容易度的指标,如果电荷衰减量δv大,则定影带1不易带电,能够抑制静电偏移。但是,根据图12的评价结果,未必电荷衰减量δv大就是好的。
90.申请人着眼于每单位面积的静电容量c相对于每单位厚度的电荷衰减量δv/t之比ct/δv,静电偏移抑制效果不仅依赖于介电弛豫时间τ、电荷衰减量δv,还依赖于比ct/δv。根据图12的结果,优选定影装置1的厚度方向上的每单位面的静电容量c相对于将电荷衰减量δv除以定影装置1的厚度t而得到的值δv/t之比ct/δv为1.04
×
10-18
f/vμm以上。
91.因此,自表层的表面带电至-1kv而带电结束起经过120秒后的电荷衰减量δv为1v以上且30v以下,关于介电弛豫时间τ为10msec以下的定影带1,优选比ct/δv为1.04
×
10-18
f/vμm以上。
92.以上,一边参照本发明的优选实施方式一边对本发明进行图示说明,但是对于本领域技术人员来说,可以理解在不脱离权利要求书所记载的发明范围的情况下,可以进行形式以及详细的变更。这样的变更、改变和修正应包含于本发明的范围。
93.例如,滑动层12未必是必不可少的。
94.附图标记说明
95.1定影带(定影装置)
96.11 基材
97.12 滑动层
98.13 底漆层
99.14 橡胶层
100.15 粘合层
101.15a 第一粘合层
102.15b 第二粘合层
103.16 表层
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
