1.本实用新型属于上料分料技术领域,具体为一种切边机上料分料结构。
背景技术:
2.纸浆模塑是一种立体造纸技术。它以废纸为原料,在模塑机上由特殊的模具塑造出一定形状的纸制品。而通过模具制备得到的纸浆模塑产品在其周边会存在多余的纸浆部分,需要进行切边处理才可达到使用的要求。就需要用到专用的切边机进行切边操作。
3.目前一般会在纸浆模塑切边机的一侧配备自动上料装置,来完成工件的自动上料操作,在堆放纸浆模塑产品在上料机构位置上时,产品与产品之间会出现相互挤压粘连在一起的现象,在上料的过程中,需要人工进行干预分离,降低生产效率,并且失去自动上料的意义,无法满足日益增长的使用需求。
技术实现要素:
4.本实用新型的目的在于:为了解决上述提出的问题,提供一种切边机上料分料结构。
5.本实用新型采用的技术方案如下:一种切边机上料分料结构,包括放料架底板,所述放料架底板的上表面四角处焊接固定有定位侧板,所述定位侧板的左右侧和前后侧分别固定安装有第一固定板和第二固定板;所述第一固定板和第二固定板的上端分别焊接固定有第一毛刷夹板和第二毛刷夹板,所述第一毛刷夹板和第二毛刷夹板靠近产品的一端夹紧固定有第一毛刷和第二毛刷;所述放料架底板与定位侧板之间构成的空间内堆叠有多组纸浆模塑产品,所述第一毛刷和第二毛刷靠近产品的一端位于纸浆模塑产品外边缘处的正上方。
6.在一优选的实施方式中,第一毛刷夹板和第二毛刷夹板的上边缘与堆叠最上部的纸浆模塑产品边角上边缘平齐。
7.在一优选的实施方式中,所述定位侧板和第一固定板和第二固定板的截面都为“l”形,所述第一固定板和第二固定板通过焊接或螺纹方式安装在定位侧板上。
8.在一优选的实施方式中,所述纸浆模塑产品的正上方对应设有真空吸盘,所述真空吸盘设置的吸力大于第一毛刷和第二毛刷本身的压紧强度。
9.在一优选的实施方式中,所述第一毛刷和第二毛刷的厚度小于纸浆模塑产品单个之间的间隙。
10.在一优选的实施方式中,所述第一毛刷和第二毛刷的本身的压紧强度大于纸浆模塑产品之间相粘连的结合强度。
11.在一优选的实施方式中,所述第一毛刷和第二毛刷与第一毛刷夹板和第二毛刷夹板通过冲压或着粘接的方式固定连接在一起。
12.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:在取料上料的过程中,由于毛刷的强度大于产品之间结合的强度又小于吸盘的吸力,使得在上料时,通过毛
刷本身的强度会先将产品之间分离开,然后才能完成取料上料操作,在上料的过程中,同时会实现自动分料操作,降低出现人工干预的现象,保证了整体的自动上料效果。
附图说明
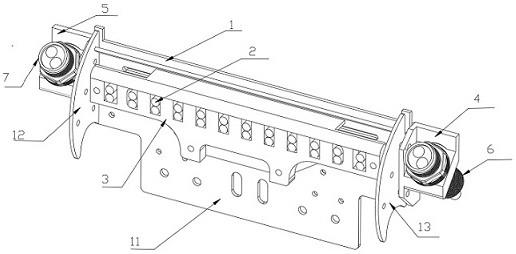
13.图1为本实用新型整体的立体结构示意图;
14.图2为本实用新型的剖视的立体结构示意简图;
15.图3为本实用新型a处的放大立体结构示意简图;
16.图4为本实用新型在分料时毛刷部分与纸浆模塑产品配合时的平面结构示意简图;
17.图5为本实用新型的俯视的平面结构示意简图。
18.图中标记:1-纸浆模塑产品、2-定位侧板、3-放料架底板、4-第一毛刷、5-第一毛刷夹板、6-第二毛刷、7-第二固定板、8-第一固定板、9-第二毛刷夹板、10-真空吸盘。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
20.参照图1-5,一种切边机上料分料结构,包括放料架底板3,放料架底板3的上表面四角处焊接固定有定位侧板2,定位侧板2的左右侧和前后侧分别固定安装有第一固定板8和第二固定板7,第一固定板8和第二固定板7的上端分别焊接固定有第一毛刷夹板5和第二毛刷夹板9,第一毛刷夹板5和第二毛刷夹板9靠近产品的一端夹紧固定有第一毛刷4和第二毛刷6,在上料时,通过第一毛刷4和第二毛刷6会先将产品之间分离开,然后才能完成取料上料操作,在上料的过程中,同时会实现自动分料操作,降低出现人工干预的现象。
21.需要说明的是,为了保证第一毛刷4和第二毛刷6的强度,可增加第一毛刷4和第二毛刷6本身的密度,或着采用不同材质混合,比如钢刷和毛刷混合,毛刷的分离力,需要经过实测,满足分离需求,才能进行使用。
22.放料架底板3与定位侧板2之间构成的空间内堆叠有多组纸浆模塑产品1。
23.参照图5,第一毛刷4和第二毛刷6靠近产品的一端位于纸浆模塑产品1外边缘处的正上方,第一毛刷夹板5和第二毛刷夹板9的上边缘与堆叠最上部的纸浆模塑产品1边角上边缘平齐,由于第一毛刷4和第二毛刷6是压上在纸浆模塑产品1的外周面上,能够对纸浆模塑产品1进行分料操作。
24.参照图1,定位侧板2和第一固定板8和第二固定板7的截面都为“l”形,第一固定板8和第二固定板7通过焊接或螺纹方式安装在定位侧板2上。
25.本实施例中,纸浆模塑产品1的正上方对应设有真空吸盘10,真空吸盘10设置的吸力大于第一毛刷4和第二毛刷6本身的压紧强度。其中,真空吸盘10上端还带动移载组件,本装置主要对上料和分料部分进行说明,就不在详细说明移载组件的结构。
26.参照图4,第一毛刷4和第二毛刷6的厚度小于纸浆模塑产品1单个之间的间隙,当上端的产品被取走时,此时第一毛刷4和第二毛刷6会回弹原位,向下压第二层产品,因为第一毛刷4和第二毛刷6厚度不超过相邻产品间隙,就不会出现产品间粘连问题。
27.本实施例中,第一毛刷4和第二毛刷6的本身的压紧强度大于纸浆模塑产品1之间相粘连的结合强度,由于第一毛刷4和第二毛刷6的强度大于产品之间结合的强度又小于吸盘的吸力,使得在上料时,通过第一毛刷4和第二毛刷6本身的强度会先将产品之间分离开,然后才能完成取料上料操作。
28.参照图2和图3,第一毛刷4和第二毛刷6与第一毛刷夹板5和第二毛刷夹板9通过冲压或着粘接的方式固定连接在一起。
29.需要说明的是,第一毛刷夹板5和第二毛刷夹板9内预留有满足第一毛刷4和第二毛刷6卡入的安装腔,在安装后,可通过冲压机冲压第一毛刷4和第二毛刷6与第一毛刷夹板5和第二毛刷夹板9的连接部分也可通过向二者连接部分涂上粘连胶,来保证第一毛刷4和第二毛刷6与第一毛刷夹板5和第二毛刷夹板9连接部分的强度。
30.需要说明的是,第一毛刷4、第二毛刷6、第一固定板8和第二固定板7的长度可根据纸浆模塑产品1本身的尺寸进行设置。
31.在使用时,首先将产品堆放在上料机构上,在取料时,真空吸盘吸入到最上端的产品上,此时给最上侧产品一个向上的吸力,当产品之间粘连在一起时,第一毛刷4和第二毛刷6的本身的压紧强度大于纸浆模塑产品1之间相粘连的结合强度,又小于真空吸盘10的吸力,在上料时,通过毛刷会先将产品之间分离开,然后才能完成取料上料操作,在上料的过程中,同时会实现自动分料操作,降低出现人工干预的现象,保证了整体的使用效果。
32.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。