1.本实用新型属于异径管加工技术领域,尤其涉及一种异径管冲压成型模具。
背景技术:
2.异径管,又称大小头,用于两种管径不同的管件的连接。在不锈钢异径管的加工中,使用冲压头将不锈钢管件放在成型模具内冲压成型,因异径管通过成型模具的界面挤压使得不锈钢管材的另一端发生形变,长期使用后,易对成型磨具造成磨损,同时因模芯界面刚度不够会导致模槽孔径扩张,从而影响模芯的使用寿命以及异径管的加工精度。
3.因此,亟待一种高界面刚度、高耐磨的异径管冲压成型模具以解决上述问题。
技术实现要素:
4.本实用新型实施例提供一种异径管冲压成型模具,旨在解决背景技术中提出的问题。
5.本实用新型实施例是这样实现的,一种异径管冲压成型模具,该异径管冲压成型模具包括模芯以及套装在所述模芯外侧的模套,所述模芯内部中心位置处具有模槽,所述模槽的第一端与所述模槽的第二端同心设置,所述第一端的口径至少大于所述第二端的口径;
6.所述模槽的表面具有经过氮化处理的氮化层。
7.优选的,所述第一端和所述第二端之间具有过度沿,所述过度沿的口径由所述第一端至所述第二端依次递减。
8.优选的,所述第一端远离所述第二端的一端具有敞口沿。
9.优选的,所述模芯采用skd11模具钢制成。
10.优选的,所述氮化层的表面硬度为hrc60-62。
11.该异径管冲压成型模具通过在模芯上进行氮化处理使得模芯的表面形成一层氮化层,从而有效地提高模槽表面的界面刚度以及耐磨性能,从而有效地提高模芯的使用寿命,并保证异径管的加工精度。
附图说明
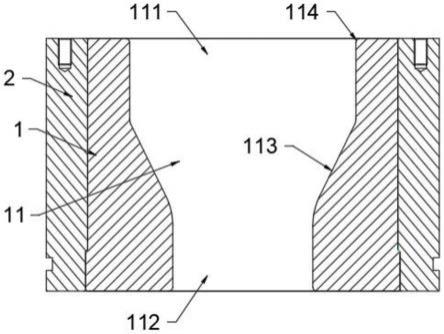
12.图1是一种异径管冲压成型模具的结构示意图。
13.图中:
14.1、模芯;
15.11、模槽;
16.111、第一端;112、第二端;113、过渡沿;114、敞口沿;
17.2、模套。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.本实用新型提供一种异径管冲压成型模具,如图1所示,该异径管冲压成型模具包括模芯1以及套装在所述模芯1外侧的模套2。所述模芯1内部中心位置处具有模槽11,所述模槽11的第一端111与所述模槽11的第二端同心设置,所述第一端111的口径至少大于所述第二端112的口径。
20.使用时,将直管的一端放置在模芯1的模槽11的第一端111内,通过冲头向下冲击直管的另一端,使得直管远离冲头的一端由模槽11的第一端111向下移动进入第二端112,在模槽11的内壁的界面挤压下使得直管远离冲头的一端发生形变,对直管冲压成型。
21.因直管在冲压时,受模槽11的内壁的界面挤压力的作用使得直管的一端发生形变,冲压时,直管外壁与模槽11内壁接触摩擦,从而使得模槽11的内壁发生磨损,影响成型模具的使用寿命和异径管的加工精度;而为了提高成型模具的使用寿命,并保证异径管加工的精度,与传统的成型模具相比,所述模芯11采用skd11模具钢制成,所述模槽11的表面具有经过氮化处理的氮化层,所述氮化层的表面硬度为hrc60-62;在模槽11的表面进行氮化处理形成氮化层,从而有效地提高模槽11表面的界面刚度和耐磨性,有效地提高模芯1的使用寿命,并保证异径管的加工精度。
22.其中,为了方便异径管的加工,使得直管的一端从模槽11的第一端111进入第二端112具有顺延的过渡,所述第一端111和所述第二端112之间具有过度沿113,所述过度沿113的口径由所述第一端111至所述第二端112依次递减。
23.为了方便将直管的一端放入模槽11的第一端111,所述第一端111远离所述第二端112的一端具有敞口沿114。
24.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种异径管冲压成型模具,包括模芯(1)以及套装在所述模芯(1)外侧的模套(2),其特征在于,所述模芯(1)内部中心位置处具有模槽(11),所述模槽(11)的第一端(111)与所述模槽(11)的第二端同心设置,所述第一端(111)的口径至少大于所述第二端(112)的口径;所述模槽(11)的表面具有经过氮化处理的氮化层。2.如权利要求1所述的异径管冲压成型模具,其特征在于,所述第一端(111)和所述第二端(112)之间具有过度沿(113),所述过度沿(113)的口径由所述第一端(111)至所述第二端(112)依次递减。3.如权利要求1所述的异径管冲压成型模具,其特征在于,所述第一端(111)远离所述第二端(112)的一端具有敞口沿(114)。4.如权利要求1所述的异径管冲压成型模具,其特征在于,所述模芯(1)采用skd11模具钢制成。5.如权利要求1所述的异径管冲压成型模具,其特征在于,所述氮化层的表面硬度为hrc60-62。
技术总结
本实用新型提供了一种异径管冲压成型模具,属于异径管加工领域,该异径管冲压成型模具包括模芯以及套装在所述模芯外侧的模套,所述模芯内部中心位置处具有模槽,所述模槽的第一端与所述模槽的第二端同心设置,所述第一端的口径至少大于所述第二端的口径;所述模槽的表面具有经过氮化处理的氮化层。该异径管冲压成型模具通过在模芯上进行氮化处理使得模芯的表面形成一层氮化层,从而有效地提高模槽表面的界面刚度以及耐磨性能,从而有效地提高模芯的使用寿命,并保证异径管的加工精度。并保证异径管的加工精度。并保证异径管的加工精度。
技术研发人员:邵三明
受保护的技术使用者:上海明亨管件机械有限公司
技术研发日:2022.10.26
技术公布日:2023/2/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
