1.本实用新型涉及机壳打螺丝技术领域,尤其涉及一种机壳打螺丝输送顶升机构。
背景技术:
2.目前,市面上很多电子产品都有后壳(hsg),例如,手机、平板电脑等电子产品。后壳内通常安装有摄像头模组、电路板模组、电池模组等等,因而,电子产品对后壳的强度有较高的要求。为了提高后壳的强度,研发人员提出在后壳上加装加强筋并通过螺丝锁付在一起的解决方案。而目前对机壳进行打螺丝的机构中,通过是采用输送带输送装有加强筋的机壳,再通过搬运机械手将机壳搬运至打螺丝工位,从而完成机壳的上料;再通过打螺丝机械手打螺丝,以将机壳和加强筋锁付在一起。然而,该机构存在以下问题:第一,在输送带输送机壳上料后,由于还需要将机壳搬运至打螺丝工位,才能对机壳和加强筋进行打螺丝,导致单个机壳完成打螺丝的时间较长,影响机壳打螺丝的效率;第二,在打螺丝机械手对机壳打螺丝时,机壳容易被打螺丝机械手带动偏转或上下翻动,导致后续机械手无法有效地对机壳打螺丝。
3.因此,有必要提供一种既可输送机壳,又可供机械手快速且有效地对机壳打螺丝的机壳打螺丝输送顶升机构,以节省机壳的上料打螺丝的时间,并避免机壳在打螺丝时发生偏转的现象。
技术实现要素:
4.本实用新型的目的在于提供一种既可输送机壳,又可供机械手快速且有效地对机壳打螺丝的机壳打螺丝输送顶升机构,以节省机壳的上料打螺丝的时间,并避免机壳在打螺丝时发生偏转的现象。
5.为实现上述目的,本实用新型提供了一种机壳打螺丝输送顶升机构,包括机架、输送组件、顶升组件,第一夹紧组件、第一对位件、第二夹紧组件、第二对位件及下压组件,所述输送组件上设置于所述机架上,所述输送组件上设有打螺丝工位,所述输送组件可将机壳输送至所述打螺丝工位上;所述顶升组件设置于所述机架上并位于所述打螺丝工位的下方,所述顶升组件用于将位于所述打螺丝工位的所述机壳顶起;所述第一夹紧组件和所述第一对位件沿所述输送组件的输送方向设置于所述顶升组件上,且所述第一夹紧组件和所述第一对位件中的一者位于所述打螺丝工位的前侧,所述第一夹紧组件和所述第一对位件的另一者位于所述打螺丝工位的后侧,所述第一夹紧组件可将已顶起的所述机壳朝所述第一对位件的方向顶推夹紧;所述第二夹紧组件和所述第二对位件沿垂直于所述输送组件的输送方向设置于所述机架上,且所述第二夹紧组件和所述第二对位件中的一者位于所述打螺丝工位的左侧,所述第二夹紧组件和所述第二对位件中的另一者位于所述打螺丝工位的右侧,所述第二夹紧组件可将已顶起的所述机壳朝所述第二对位件的方向顶推夹紧;所述下压组件设置于所述机架上并用于下压已顶起的所述机壳。
6.较佳地,所述顶升组件包括横移驱动模组、顶升驱动件及顶升支撑件,所述横移驱
动模组设置于所述机架上,所述横移驱动模组与所述顶升驱动件连接并可驱动所述顶升驱动件横移,所述顶升支撑件可上下移动地设置于所述机架上并与所述顶升驱动件抵接,所述顶升驱动件中与所述顶升支撑件抵接的抵接面具有一斜面部,借由所述横移驱动模组驱动所述顶升驱动件横移,使得所述顶升驱动件通过所述斜面部顶推所述顶升支撑件上下移动。
7.较佳地,所述机架上设有直线滑轨,所述顶升驱动件可滑动地设置于所述直线滑轨上。
8.较佳地,所述顶升支撑件上枢接有滚轮,所述滚轮与所述顶升驱动件抵接。
9.较佳地,所述顶升驱动件的所述抵接面还包括下平面部及上平面部,所述下平面部与所述斜面部的下端相接,所述上平面部与所述斜面部的上端相接。
10.较佳地,所述第一夹紧组件包括第一夹紧气缸及第一弹性夹紧模组,所述第一夹紧气缸设置于所述顶升组件上,所述第一夹紧气缸的输出端与所述第一弹性夹紧模组连接,所述第一夹紧气缸可驱动所述第一弹性夹紧模组朝所述第一对位件的方向顶推所述机壳。
11.较佳地,所述第一弹性夹紧模组包括第一夹紧安装件、第一夹紧推块及第一弹性件,所述第一夹紧安装件与所述第一夹紧气缸的输出端连接,所述第一夹紧推块可移动地穿设于所述第一夹紧安装件上,所述第一弹性件设置于所述第一夹紧安装件和所述第一夹紧推块之间。
12.较佳地,所述第二夹紧组件包括第二夹紧气缸及第二弹性夹紧模组,所述第二夹紧气缸设置于所述机架上,所述第二夹紧气缸的输出端与所述第二弹性夹紧模组连接,所述第二夹紧气缸可驱动所述第二弹性夹紧模组朝所述第二对位件的方向顶推所述机壳。
13.较佳地,所述第二弹性夹紧模组包括第二夹紧安装件、第二夹紧推块及第二弹性件,所述第二夹紧安装件与所述第二夹紧气缸的输出端连接,所述第二夹紧推块可移动地穿设于所述第二夹紧安装件上,所述第二弹性件设置于所述第二夹紧安装件和所述第二夹紧推块之间。
14.较佳地,所述下压组件包括下压气缸、下压连接件及下压件,所述下压气缸设置于所述机架上,所述下压气缸与所述下压连接件连接,所述下压件安装于所述下压连接件上并位于所述打螺丝工位的上方,借由所述下压气缸驱动所述下压连接件连同所述下压件下降,使得所述下压件下压已顶起的所述机壳。
15.与现有技术相比,本实用新型的机壳打螺丝输送顶升机构通过在输送组件上设置打螺丝工位,在输送组件将机壳输送至打螺丝工位时,通过所述顶升组件将位于所述打螺丝工位的所述机壳顶起,并通过所述第一夹紧组件将已顶起的所述机壳朝所述第一对位件的方向顶推夹紧,通过第二夹紧组件将已顶起的所述机壳朝所述第二对位件的方向顶推夹紧,从而在机壳的四周将机壳夹紧定位,限制机壳在水平方向的自由度,再通过下压组件下压已顶起的所述机壳,从而限制机壳在上下方向的自由度,进而可保证打螺丝机械手对机壳打螺丝时,机壳不会被打螺丝机械手带动偏转或上下翻动,使得机械手可有效且准确地对机壳打螺丝。因此,本实用新型的机壳打螺丝输送顶升机构既可输送机壳,又可供机械手快速且有效地对机壳打螺丝的机壳打螺丝输送顶升机构,以节省机壳的上料打螺丝的时间,并避免机壳在打螺丝时发生偏转的现象。
附图说明
16.图1是本实用新型的机壳打螺丝输送顶升机构的立体结构图。
17.图2是本实用新型的机壳打螺丝输送顶升机构的俯视图。
18.图3是本实用新型的机壳打螺丝输送顶升机构的侧视图。
19.图4是图1中a处的放大图。
20.图5是本实用新型的机壳打螺丝输送顶升机构的顶升组件的立体结构图。
21.图6是本实用新型的机壳打螺丝输送顶升机构的顶升组件的侧视图。
22.图7是本实用新型的机壳打螺丝输送顶升机构的顶升组件去掉部分结构后的结构图。
具体实施方式
23.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
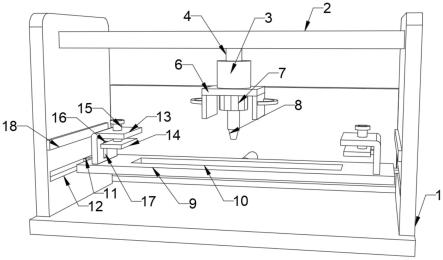
24.请参阅图1至图4,本实用新型的机壳打螺丝输送顶升机构100包括机架1、输送组件2、顶升组件3,第一夹紧组件4、第一对位件5、第二夹紧组件6、第二对位件7及下压组件8,输送组件2上设置于机架1上,输送组件2上设有打螺丝工位21,输送组件2可将机壳输送至打螺丝工位21上;顶升组件3设置于机架1上并位于打螺丝工位21的下方,顶升组件3用于将位于打螺丝工位21的机壳顶起;第一夹紧组件4和第一对位件5沿输送组件2的输送方向设置于顶升组件3上,且第一夹紧组件4和第一对位件5中的一者位于打螺丝工位21的前侧,第一夹紧组件4和第一对位件5的另一者位于打螺丝工位21的后侧,第一夹紧组件4可将已顶起的机壳朝第一对位件5的方向顶推夹紧;第二夹紧组件6和第二对位件7沿垂直于输送组件2的输送方向设置于机架1上,且第二夹紧组件6和第二对位件7中的一者位于打螺丝工位21的左侧,第二夹紧组件6和第二对位件7中的另一者位于打螺丝工位21的右侧,第二夹紧组件6可将已顶起的机壳朝第二对位件7的方向顶推夹紧;下压组件8设置于机架1上并用于下压已顶起的机壳。在本实施例中,第一对位件5位于打螺丝工位21的前侧,第一夹紧组件4位于打螺丝工位21的后侧,第二夹紧组件6位于打螺丝工位21的左侧,第二对位件7位于打螺丝工位21的右侧,但不以此为限。
25.请参阅图5及图6,在本实施例中,顶升组件3包括横移驱动模组31、顶升驱动件32及顶升支撑件33,横移驱动模组31设置于机架1上,横移驱动模组31与顶升驱动件32连接并可驱动顶升驱动件32横移,顶升支撑件33可上下移动地设置于机架1上并与顶升驱动件32抵接,顶升驱动件32中与顶升支撑件33抵接的抵接面具有一斜面部321,借由横移驱动模组31驱动顶升驱动件32横移,使得顶升驱动件32通过斜面部321顶推顶升支撑件33上下移动。具体地,机架1上设有直线滑轨11,顶升驱动件32可滑动地设置于直线滑轨11上;第一夹紧组件4和第一对位件5设置在顶升支撑件33上,在顶升支撑件33上下移动时,第一夹紧组件4和第一对位件5也会随之上下移动。
26.请参阅图7,顶升支撑件33上枢接有滚轮331,滚轮331与顶升驱动件32抵接。通过在顶升支撑件33上设置滚轮331,使得顶升支撑件33通过滚轮331与顶升驱动件32抵接,变滑动摩擦为滚动摩擦,降低了摩擦力。在横移驱动模组31驱动顶升驱动件32横移时,顶升驱动件32通过滚轮331顶推顶升支撑件33上下移动,而滚轮331则沿着顶升驱动件32的斜面部
321滚动。进一步地,顶升驱动件32的抵接面还包括下平面部322及上平面部323,下平面部322与斜面部321的下端相接,上平面部323与斜面部321的上端相接。当滚轮331抵接于下平面部322时,顶升支撑件33停留在最下方位置。当横移驱动模组31驱动顶升驱动件32横移,使得滚轮331从下平面部322滚动至斜面部321上时,顶升驱动件32通过斜面部321顶推滚轮331连同顶升支撑件33一起上移,从而使得顶升支撑件33顶推位于打螺丝工位21的机壳上升。当滚轮331从斜面部321滚动至上平面部323上时,顶升支撑件33停留在最上方位置处,使得顶升的机壳保持在所处的高度位置处,以便于第一夹紧组件4和第二夹紧组件6对机壳进行夹紧定位。
27.请参阅图4,第一夹紧组件4包括第一夹紧气缸41及第一弹性夹紧模组42,第一夹紧气缸41设置于顶升组件3上,第一夹紧气缸41的输出端与第一弹性夹紧模组42连接,第一夹紧气缸41可驱动第一弹性夹紧模组42朝第一对位件5的方向顶推机壳。通过第一弹性夹紧模组42对机壳进行弹性夹紧定位,以对机壳的结构进行保护,避免机壳损坏。具体地,第一弹性夹紧模组42包括第一夹紧安装件421、第一夹紧推块422及第一弹性件423,第一夹紧安装件421与第一夹紧气缸41的输出端连接,第一夹紧推块422可移动地穿设于第一夹紧安装件421上,第一弹性件423设置于第一夹紧安装件421和第一夹紧推块422之间。通过第一夹紧气缸41驱动第一弹性夹紧模组42朝第一对位件5的方向移动,使得第一夹紧推块422将机壳顶推至第一对位件5上,第一对位件5可通过机壳对第一夹紧推块422施加反作用力,使得第一夹紧推块422反向移动并挤压第一弹性件423。
28.请继续参阅图4,第二夹紧组件6包括第二夹紧气缸61及第二弹性夹紧模组62,第二夹紧气缸61设置于机架1上,第二夹紧气缸61的输出端与第二弹性夹紧模组62连接,第二夹紧气缸61可驱动第二弹性夹紧模组62朝第二对位件7的方向顶推机壳。通过第二弹性夹紧模组62对机壳进行弹性夹紧定位,以对机壳的结构进行保护,避免机壳损坏。具体地,第二弹性夹紧模组62包括第二夹紧安装件621、第二夹紧推块622及第二弹性件623,第二夹紧安装件621与第二夹紧气缸61的输出端连接,第二夹紧推块622可移动地穿设于第二夹紧安装件621上,第二弹性件623设置于第二夹紧安装件621和第二夹紧推块622之间。通过第二夹紧气缸61驱动第二弹性夹紧模组62朝第二对位件7的方向移动,使得第二夹紧推块622将机壳顶推至第二对位件7上,第二对位件7可通过机壳对第二夹紧推块622施加反作用力,使得第二夹紧推块622反向移动并挤压第二弹性件623。
29.再请参阅图4,在本实施例中,下压组件8包括下压气缸81、下压连接件82及下压件83,下压气缸81设置于机架1上,下压气缸81与下压连接件82连接,下压件83安装于下压连接件82上并位于打螺丝工位21的上方,借由下压气缸81驱动下压连接件82连同下压件83下降,使得下压件83下压已顶起的机壳。
30.结合图1至图7,本实用新型的机壳打螺丝输送顶升机构100的具体工作原理如下:
31.通过输送组件2将机壳输送至打螺丝工位21,顶升组件3的横移驱动模组31驱动顶升驱动件32横移,使得顶升驱动件32通过斜面部321顶推顶升支撑件33的滚轮331,从而顶推顶升支撑件33上升并定将位于打螺丝工位21的机壳顶升至第二夹紧组件6和第二对位件7所处的高度位置,此时,第一夹紧组件4和第一对位件5也会跟随顶升支撑件33上升,而滚轮331则抵接于顶升驱动件32上平面部323上,使得机壳停留在所处的高度位置处。通过第一夹紧组件4将已顶起的机壳朝第一对位件5的方向顶推夹紧,通过第二夹紧组件6将已顶
起的机壳朝第二对位件7的方向顶推夹紧,从而在机壳的四周将机壳夹紧定位,限制机壳在水平方向的自由度,再通过下压组件8下压已顶起的机壳,从而限制机壳在上下方向的自由度,进而可保证打螺丝机械手对机壳打螺丝时,机壳不会被打螺丝机械手带动偏转或上下翻动,使得机械手可有效且准确地对机壳打螺丝。
32.综上,本实用新型的机壳打螺丝输送顶升机构100既可输送机壳,又可供机械手快速且有效地对机壳打螺丝的机壳打螺丝输送顶升机构100,以节省机壳的上料打螺丝的时间,并避免机壳在打螺丝时发生偏转的现象。
33.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。