1.本实用新型涉及一种夹紧工装,尤其涉及一种用于薄片零件加工的夹紧工装。
背景技术:
2.现有薄片零件在加工时一般采用真空吸盘或倒换压板的压紧方式进行装夹固定。采用这种装夹方式存在的弊端是:在加工完成后,薄片零件容易发生弯曲变形,加工表面质量低下,无法保证形状公差,大多数情况需要在加工完成之后人工矫正和返修来弥补加工的不足,质量不稳定,效率低下。
技术实现要素:
3.为了解决现有装夹薄片零件的方式在薄片零件加工后容易发生弯曲变形,形状公差无法保证,多数情况下需要人工后期矫正及返修的技术问题,本实用新型提供一种用于薄片零件加工的夹紧工装。
4.本实用新型的技术方案是:
5.一种用于薄片零件加工的夹紧工装,其特殊之处在于:包括夹具母板、设置在所述夹具母板上的m个窗式托盘,以及用于将所述窗式托盘固定在夹具母板上的多个连接件;m≥1;
6.所述夹具母板为平板,其上还设置有多个用于与零件加工平台相连接的安装孔;
7.所述窗式托盘的上表面形状与被夹紧的薄壁零件外轮廓相匹配,其上均布开设有多个窗口,所述窗口内灌装有热熔后的玻璃胶,通过玻璃胶将所述薄壁零件固定,防止其沿上下方向移动;
8.所述窗式托盘的边缘上表面较其余部位较低,且其边缘设置有多个凸出边缘上表面的限位块以及多个活动推块;
9.所述活动推块能推进或推出窗式托盘,活动推块的中部设置有螺钉过孔,窗式托盘上设置有与所述螺钉过孔相匹配的螺纹孔,当活动推块推入到位后,在所述螺钉过孔中旋入螺钉,可将活动推块紧固在窗式托盘上;活动推块的外缘设置有限位凸起;当活动推块推入后,其边缘上的限位凸起紧靠所述薄壁零件从而与所述多个限位块共同将所述薄壁零件可靠限位和固定,防止其平移。
10.进一步地,所述连接件为压板,所述压板的一端用于压紧所述窗式托盘,另一端用于压紧所述夹具母板,中部通过螺钉/销钉与所述夹具母板固定连接。
11.进一步地,为了固定地更为可靠,所述窗式托盘的侧壁上设置有多个第一凹槽,所述压板的一端插入所述第一凹槽内,另一端内支撑在所述夹具母板上。
12.或者,所述窗式托盘的边缘尺寸较宽,所述压板的一端压紧所述窗式托盘的边缘,另一端内支撑在所述夹具母板上。
13.进一步地,所述窗式托盘其中相对的两个侧壁上还设置有便于拿取的第二凹槽。
14.进一步地,所述窗口的形状、大小、数目依据待装夹的薄片零件的面积大小及薄弱
部位的区域面积确定。
15.进一步地,为了使得整个工装更加轻量化,所述窗式托盘采用铝合金材料制成。
16.进一步地,为了提高装配精度,所述窗式托盘的底部通过定位销钉精密定位至所述夹具母板上。
17.进一步地,所述窗式托盘为长方体结构,所述限位块有三个,分布在窗式托盘其中两条相互垂直的边上,用于对待加工零件进行横纵两个方向的定位;所述活动推块有两个,分别位于窗式托盘其余两条相互垂直的边上。
18.本实用新型的有益效果:
19.1.本实用新型通过多点限位使得薄壁零件在水平面内不能移动,并通过易于去除的玻璃胶多点均匀粘接使得薄壁零件无法在上下方向移动,因此能保证薄片零件在被加工时的稳固可靠固定,由于本实用新型在固定薄壁零件时避免了对其施加较大的压力和夹紧力,因此不会造成零件的弹性变形,同时也防止了薄片零件因为薄弱部位的固定不牢靠而发生刀具切削震颤的现象。
20.2.相比传统真空吸盘式夹紧工装,本实用新型无需配置导气装置和真空发生装置,结构简单,成本低。
21.3.相比传统倒换压板和真空吸盘式夹紧工装,本实用新型在装夹薄壁零件时不会向零件的局部区域上施加过大的外力,有效防止了零件的弹性变形,降低了后续人工校正和返修的概率,提高了加工效率。
附图说明
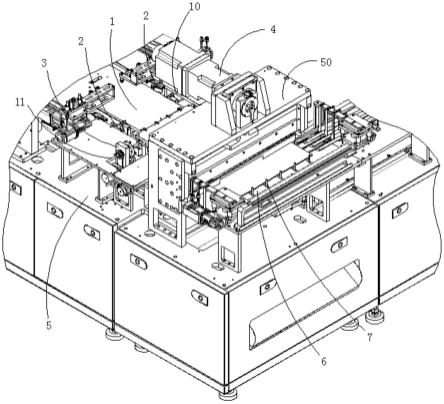
22.图1是本实用新型的结构示意图。
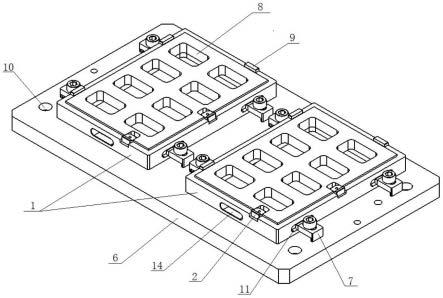
23.图2是图1中窗式托盘的结构示意图。
24.图3是采用图1所示的夹紧工装固定住薄片零件后的结构示意图。
25.附图标记:
26.1-窗式托盘,2-活动推块,3-薄片零件,4-玻璃胶,5-定位销钉,6-夹具母板,7-压板,8-窗口,9-限位块,10-安装孔,11-第一凹槽,12-螺钉过孔,13-限位凸起,14-第二凹槽。
具体实施方式
27.以下结合附图对本实用新型作进一步说明。
28.如图1-3所示,本实用新型所提供的用于薄片零件加工的夹紧工装,包括夹具母板6、窗式托盘1、压板7和玻璃胶4。
29.夹具母板6为平板,用于安装固定窗式托盘1,以及用于将整个夹紧工装与零件加工平台连接;夹具母板6的四角处均设置有用于与零件加工平台连接的安装孔10。
30.窗式托盘1有两个,间隔设置在夹具母板6上;窗式托盘1用于装夹固定待加工薄壁零件;窗式托盘1为长方体结构,其上均布开设有多个窗口8;为方便拿取被夹紧的薄壁零件,窗式托盘1的边缘上表面较其余部位较低,且边缘设置有三个凸出窗式托盘1边缘上表面的限位块9以及两个活动推块2,其长边侧壁开设有多个用于压板7的一端插入的第一凹槽11,其短边侧壁开设有便于手工拿取的第二凹槽14;窗口8用于容纳电热熔后的玻璃胶4,窗口8的形状、大小、数目依据待装夹的薄片零件的面积大小及薄弱部位的区域面积确定;
三个限位块9分布在窗式托盘1其中两条相互垂直的边上,用于对待加工零件进行横纵两个方向的定位;两个活动推块2位于窗式托盘1其余两条相互垂直的边(即未设置限位块9的边)上;活动推块2可以推进或推出窗式托盘1,活动推块2的中部设置有螺钉过孔12,窗式托盘1上设置有与该螺钉过孔12相匹配的螺纹孔,当活动推块2推入到位后,在该螺钉过孔12中旋入螺钉,可以将活动推块2紧固在窗式托盘1上;活动推块2的外缘设置有限位凸起13;当活动推块2推出时,方便拿取和放置被加工薄壁零件,当活动推块2推入后,其边缘上的限位凸起13可以紧靠被加工薄壁零件从而与限位块9共同将被加工薄壁零件可靠限位和固定,防止其平移。优选的,窗式托盘1可以采用铝合金材料制造,使得整个夹紧工装更加轻量化。
31.压板7有多个,用于将窗式托盘1固定在夹具母板6上;单个压板7的一端伸入夹具母板6侧壁的第一凹槽11内,另一端支撑在夹具母板6上,中部通过紧固螺钉与夹具母板6固定连接。在其他实施例中,为拆装方便,压板7也可以通过销钉与夹具母板6连接固定。
32.玻璃胶4热熔后灌装在窗式托盘1上的各个窗口8内,用于对被加工薄壁零件粘接固定。
33.本实用新型的装夹原理是(参照图3):
34.首先,将需要加工上、下两面的薄片零件3放置于窗式托盘1上,靠紧横轴、纵轴上固定的限位块9,将活动推块2推入靠紧薄片零件3的另外两侧并将活动推块2紧固在窗式托盘1上,保证薄片零件3在窗式托盘1上不能平移,且处于无间隙被限位的状态。
35.然后,采用电加热枪将熔化的玻璃胶4从窗式托盘1的窗口8的背面注入,通过玻璃胶4粘接住薄片零件3,保证薄片零件3在上下方向也不能自由活动。
36.第三,将固定有薄片零件3的窗式托盘通过定位销钉5精密定位至夹具母板6上,再利用压板7将窗式托盘1压紧在夹具母板6上,此时,装夹完毕。
37.第四,加工薄片零件3的上表面。
38.第五,加工完成后,拆除压板7,拔除定位销钉5,取下窗式托盘1,去除玻璃胶4、拧出紧固活动推块2的螺钉后将活动推块2推出,取出薄片零件3,将薄片零件3翻转180度后,按照前述相同的方法将薄片零件3再次固定装夹后,即可加工薄片零件3的另一个表面。
39.利用本实用新型的夹紧工装固定装夹薄片零件3,薄片零件3的形状公差且变形微小,无需人工矫正即可满足加工技术要求,极大提升了加工效率。
40.本实用新型不限于在本实施例中的使用,也可适用于其它薄片铝合金易变形零件的固定夹紧,操作简单,变形可控,质量稳定。
41.以上仅以附图中所示的上下两面均需加工的薄片零件3的一、二序加工工艺(如图3所示)为例,对本实用新型进行了说明。
42.在其他一些实施例中,本实用新型夹具母板6上的窗式托盘1的数目可以根据实际需求按照薄壁零件的加工工艺灵活调整,例如在夹具母板6上也可仅设置一个窗式托盘1,也可以设置更多数目的窗式托盘1;当被加工的薄壁零件3的尺寸较小时,可以在夹具母板6上设置数目较多的窗式托盘1或者在机床的零件加工平台上设置数目较多的本实用新型的夹紧工装,此时,可通过本实用新型的夹紧工装将相同工序配满机床,组成流水线,最大限度地利用零件加工平台的有效面积,减少停机时间,提高加工效率。
43.在其他一些实施例中,窗式托盘1的表面形状根据待加工的薄壁零件3的外轮廓形
状作适应性调整,不一定为上述实施例中的长方体结构。
44.在其他一些实施例中,窗式托盘1的侧壁也可以不开设用于与压板7配合的第一凹槽11,而是将窗式托盘1的边缘尺寸设计的更宽一些,利用压板7的一端直接压紧窗式托盘1的边缘即可。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。