1.本发明属于搅拌摩擦焊温度检测领域,涉及一种基于搅拌摩擦焊过程的温度场表征方法,具体涉及使用热电偶和最小二乘支持向量机算法的2219铝合金搅拌摩擦焊温度表征方法。
背景技术:
2.重型火箭是衡量一个国家航天水平的重要标准,目前我国cz9重型火箭已进入“关深”阶段,核心工作之一就是采用焊接技术装配制造超大贮箱。2219铝合金高温力学性能和焊接性能良好、断裂韧度高、抗应力腐蚀性好,满足贮箱的性能要求。采用常规熔焊技术会产生孔洞、热裂纹以及烧伤等缺陷,降低材料的力学性能,而搅拌摩擦焊技术是一项固相焊接技术,利用高速旋转的焊具与焊件摩擦产生的热量使被焊材料塑性流动,经过轴肩和搅拌针的挤压形成焊缝。不同于熔焊技术,搅拌摩擦焊的温度保持在焊件的熔点以下,热输入适当,热应力较小,焊件力学性能较好,因此搅拌摩擦焊技术广泛应用于2219铝合金焊接过程中。
3.搅拌摩擦焊过程中材料塑性变形剧烈,产热和传热机理复杂,不同焊接区域的温度场存在差异,温度场分布对焊接质量有着重要的影响,温度过低,会引起缺陷,温度梯度过大,微观组织形貌和性能产生差异,上述因素都会导致连接强度下降。为了不同工艺参数和温度对焊接质量的影响规律,有必要准确全面地获得搅拌摩擦焊过程中的温度场分布规律。目前对于搅拌摩擦焊的温度场检测主要有以下方法:仿真法、红外线热成像仪法以及热电偶法。搅拌摩擦焊产热机理和材料流动机理尚不明确,仿真法不能从机理上模拟焊接过程,精度有限,需要通过其他方法不断验证;红外线热成像仪法只能测量焊接表面的温度,且受到光线、反射率等环境因素的影响;热电偶直接与测温区域接触,实时产生温度信号,可以实现焊接过程中高效准确的温度检测。
4.吉林大学的李于朋等人2019年发表的论文《6082-t6铝合金薄板双轴肩搅拌摩擦焊温度场》中,在焊缝的前进侧和后退侧各对称设置8个特征点,将k型铠装热电偶从轴肩内排布到轴肩外,通过焊接实验获得了距焊缝中心不同距离的温度场分布规律和不同工艺参数对温度场的影响规律。上述测温方法为搅拌摩擦焊温度检测提供了参考,但是基于热电偶的测温方法只能获得固定特征点的温度曲线,无法获得距焊缝中心不同距离的完整温度场分布,因而现有研究无法获得完整的温度场和温度对不同区域微观组织的影响规律。
技术实现要素:
5.本发明所要解决的技术问题是克服现有技术的不足,发明一种基于搅拌摩擦焊过程的温度场表征技术,将最小二乘支持向量机算法引入温度场检测过程,实现搅拌摩擦焊过程中温度场的完整获取,为温度场分布规律研究提供支撑;本发明在基于热电偶的测温实验基础上建立了可靠的搅拌摩擦焊温度场表征方法,为搅拌摩擦焊的温度控制提供了参
考,为焊件不同区域的温度与微观组织研究提供了支持。
6.本发明的技术方案:
7.一种基于搅拌摩擦焊过程的温度场表征方法,运用实验和理论结合的方法,进行搅拌摩擦焊单轴肩实验,在距焊缝中心不同距离设置特征点,沿着焊缝对称分布在前进侧和后退侧排布热电偶,利用获取的特征点峰值温度训练和测试最小二乘支持向量机算法,实现了搅拌摩擦焊的温度场分布检测,并对焊接过程中距焊缝中心不同距离的温度场进行了表征,方法的具体步骤如下:
8.步骤1:选取热电偶,选取配套硬件组成信号传输系统,以距焊缝中心距离和对称分布为标准设置焊件上的特征点,确定测温方案;
9.步骤2:根据确定的测温方案加工焊件,嵌入热电偶,进行搅拌摩擦焊单轴肩测温实验,获取焊接过程中特征点的热循环曲线;
10.步骤3:设计基于最小二乘支持向量机算法,在待建立的回归模型中,给定训练数据(x1,y1),
…
,(xn,yn)构成输入空间;其中,xi为1维输入量,为距焊缝中心距离值,i=1,
…
,n;yi为1维目标值,为温度值;采用非线性映射将输入空间映射到高维特征空间,并在高维特征空间用结构风险化最小的方法进行线性回归,得到在原空间进行非线性回归的效果;svm通过下式来回归函数:
11.f(x)=ω*φ(x) b
ꢀꢀ
(1)
12.式中,φ(x)为将输入空间映射到高维特征空间的函数;ω为权值向量;b∈r为阈值;根据结构最小化原则,ω和b通过最小化函数来确定,求解回归函数:
[0013][0014][0015]
式中:c为惩罚因子;ε为不敏感系数;ζi为误差,起到松弛变量的作用;
[0016]
采用最小二乘线性系统作为损失函数,将高维度的不等式约束改为等式约束,基于最小二乘法的损失函数如下:
[0017]
yi=ω
t
φ(xi) b ζiꢀꢀ
(4)
[0018]
引入拉格朗日函数:
[0019][0020]
根据mercer条件,任何半正定对称函数都可作为核函数,使用核函数k(xi,xj)优化回归函数,ls-svm回归估计表现为如下形式:
[0021][0022]
式中,αi为拉格朗日乘子;
[0023]
步骤4:设置最小二乘支持向量机算法的参数,选择核函数,输入热电偶获得的特征点峰值温度,区分训练集和测试集;
[0024]
步骤5:以均方根差为评价标准,对模型进行训练;
[0025]
步骤6:使用训练好的模型,获取距焊缝中心不同距离的完整温度场分布。
[0026]
本发明的有益效果:通过实验与理论结合的方法对搅拌摩擦焊温度场进行预测,建立了考虑距焊缝中心不同距离的温度场模型,提高了工作效率,降低了实验成本;解决了特征点数量有限而导致温度场分布无法完整获取的问题。在建立的温度场模型中,微观组织不同区域的温度范围都可以获得,有利于研究温度场分布规律以及温度场对微观组织和焊接质量的影响规律。
附图说明
[0027]
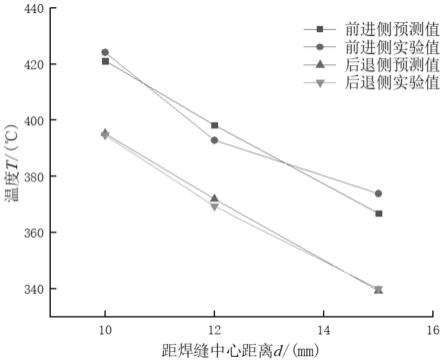
图1是基于最小二乘支持向量机算法的表征结果对比图;
[0028]
图2是搅拌摩擦焊温度场分布图。
具体实施方式
[0029]
下面结合技术方案和附图详细说明本发明的具体实施,使用热电偶和基于matlab的最小二乘支持向量机算法,对2219铝合金搅拌摩擦焊过程进行温度场表征,具体步骤如下:
[0030]
(1)选用k型铠装热电偶作为测温元件,温度变送器对温度信号进行非线性校正,pci-1747u数据采集卡采集温度信号,并将其传输到上位机中;选取距上表面6mm,距焊缝中心8mm、9mm、10mm、11mm、12mm、13mm、14mm、15mm、18mm、21mm的特征点,前进侧和后退侧对称排布。
[0031]
(2)实验中工件为300mm
×
75mm
×
18mm的长方体,从侧边打孔,热电偶探针尖端嵌入特征点中,进行单轴肩搅拌摩擦焊实验,设置搅拌头转速为400r/min、焊接速度为100mm/min、下压速度为20mm/min,获取特征点峰值温度,前进侧和后退侧峰值温度如表所示。
[0032]
前进侧峰值温度
[0033][0034]
后退侧峰值温度
[0035][0036]
(3)在matlab根目录下导入lib-svm工具箱,编写最小二乘支持向量机算法,算法代码如下:
[0037]
xn_train1=[8,9,11,13,14,18,21];
[0038]
dn_train1=[458.9,432.7,406.2,392.7,377.9,330,316.2];
[0039]
xn_train2=[-8,-9,-11,-13,-14,-18,-21];
[0040]
dn_train2=[424.8,405.6,380,362.1,352.1,310.1,300];
[0041]
xn_test1=[10,12,15];
[0042]
dn_test1=[424.2,392.9,373.9];
[0043]
xn_test1=[-10,-12,-15];
[0044]
dn_test1=[394.7,369.4,340];
[0045]
type='function estimation';
[0046]
kernel='rbf_kernel';
[0047]
gam=10000;
[0048]
sig2=[4];
[0049]
上述代码输入了热电偶获得的峰值温度,分别选取7组和3组数据作为训练集和测试集,设置了算法的基本参数,选取了核函数为rbf高斯径向基函数。
[0050]
model1=initlssvm(xn_train1',dn_train1',type,gam,sig2,kernel);
[0051]
model1=trainlssvm(model1);
[0052]
yn1=simlssvm(model1,xn_test1');
[0053]
xz=[6:0.15:21]
[0054]
yz1=simlssvm(model1,xz')
[0055]
model2=initlssvm(xn_train2',dn_train2',type,gam,sig2,kernel);
[0056]
model2=trainlssvm(model2);
[0057]
yn2=simlssvm(model2,xn_test2');
[0058]
xz=[6:0.15:21]
[0059]
yz2=simlssvm(model2,xz')
[0060]
上述代码使用建立的模型进行预测,获取距焊缝中心不同距离的温度场分布,以0.15mm为间隔求解由焊核区到母材区的温度模型。
[0061]
subplot(1,4,1)
[0062]
plot(xn_test1',dn_test1','r :',xn_test1',yn,'go:')
[0063]
title(' 为实验值,o为预测值')
[0064]
subplot(1,4,2)
[0065]
plot(xz',yz,'r :')
[0066]
subplot(1,4,3)
[0067]
plot(xn_test1',dn_test1','r :',xn_test1',yn,'go:')
[0068]
title(' 为实验值,o为预测值')
[0069]
subplot(1,4,4)
[0070]
plot(xz',yz,'r :')
[0071]
rmse=((yn1(1)-dn_test1(1))^2 (yn1(2)-dn_test1(2))^2 (yn1(3)-dn_test1(3))^2) (yn2(1)-dn_test2(1))^2 (yn2(2)-dn_test2(2))^2 (yn2(3)-dn_test2(3))^2)^0.5/6上述代码绘制了温度场,并与实验值的温度对比,如图1所示,输出均方根差为3.9743,获得距焊缝中心不同距离的温度峰值曲线,如图2所示。
[0072]
针对2219铝合金的搅拌摩擦焊过程,利用k型热电偶和最小二乘支持向量机算法建立了搅拌摩擦焊温度场表征模型,对比实验测得特征点温度峰值与模型值,参见图1,可以看到误差在4%以内,精度较高。图2所示距焊缝中心的温度场分布复合搅拌摩擦焊温度场的分布规律。结果表明,温度值与实验值吻合度较高,可以证明温度模型对2219铝合金搅拌摩擦焊温度场的表征是可靠的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。