1.本实用新型属于工装的技术领域,具体涉及一种高精度定位转子珩磨工装。
背景技术:
2.液压加工工件在液压行业中使用范围非常广,用量很大,需要大规模生产,液压加工工件基本结构近似,都在一个零件上需要加工出一圈高精度的圆孔,同一圆周中有2个以上的孔需要加工到同一个尺寸,这些圆孔需要使用珩磨机进行精加工;现有技术中,一般使用人工操作珩磨机加工,将工件的一个孔加工完成后,手动将工件移动,重新装夹,再加工下一个孔,这样工艺效率低,加工尺寸不稳定,操作人员工作强度大,产品不良率高;所以提出一种方便移动和定位的加工加工工件用工装。
技术实现要素:
3.本实用新型提供一种高精度定位转子珩磨工装,能够提高加工效率,提高加工精度。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.一种高精度定位转子珩磨工装,包括工作平台,工作平台为水平布置的平板型结构,工作平台顶部设有可以旋转的转动模块,转动模块上安装加工工件,转动模块的形状与加工工件的形状近似,转动模块右侧设有用于定位转动模块的第一定位模块,加工工件顶部设有用于加工加工工件的铰珩机刀头;第一定位模块包括用于给转动模块直接定位的定位模块;和给定位模块提供动力的推进模块,推进模块包括推进气缸固定杆底座,推进气缸固定杆底座与工作平台固定连接,推进气缸固定杆底座顶部设有推进气缸固定杆,推进气缸固定杆顶部设有推进气缸固定板,推进气缸固定板顶部设有水平布置的推进气缸,推进气缸的推杆向左布置,推进气缸的推杆上设有推进气缸连接头,推进气缸连接头上设有推进气缸连接头卡槽;转动模块包括定位圈固定圈,定位圈固定圈上设有圆盘型凹槽,定位圈固定圈的凹槽内安装有定位圈,定位圈固定圈和定位圈上都设有与加工工件位置相对应的圆周型通孔,定位圈固定圈底部设有旋转座,旋转座底部设有轴承,轴承底部设有转动模块底座,轴承的直径大于转动模块底座的直径,轴承底部设有多根定位销。
6.进一步的,第一定位模块包括用于给转动模块直接定位的定位模块。和给定位模块提供动力的推进模块,推进模块包括推进气缸固定杆底座,推进气缸固定杆底座与工作平台固定连接,推进气缸固定杆底座顶部设有推进气缸固定杆,推进气缸固定杆顶部设有推进气缸固定板,推进气缸固定板顶部设有水平布置的推进气缸,推进气缸的推杆向左布置,推进气缸的推杆上设有推进气缸连接头,推进气缸连接头上设有推进气缸连接头卡槽。
7.进一步的,定位模块包括加工工件压板滑槽支撑架,加工工件压板滑槽支撑架底部与工作平台固定连接,加工工件压板滑槽支撑架上设有推进导轨,推进导轨的滑块上设有加工工件压板支撑杆固定板,加工工件压板支撑杆固定板顶部设有竖直布置的加工工件压板支撑杆,加工工件压板支撑杆固定板左侧设有向左部制的定位卡头,加工工件压板支
撑杆顶部设有水平布置的加工工件压板,加工工件压板滑槽支撑架顶部设有加工工件压板滑槽,加工工件压板与加工工件压板滑槽滑动配合,加工工件压板右端设有加工工件压板凸起,加工工件压板凸起的形状大小位置与推进气缸连接头卡槽的形状大小位置相适配。
8.进一步的,定位卡头的右侧面设有凹槽,加工工件压板的右端设有定位孔,定位孔贯穿加工工件压板。
9.进一步的,转动模块包括定位圈固定圈,定位圈固定圈上设有圆盘型凹槽,定位圈固定圈的凹槽内安装有定位圈,定位圈固定圈和定位圈上都设有与加工工件位置相对应的圆周型通孔,定位圈固定圈底部设有旋转座,旋转座底部设有轴承,轴承底部设有转动模块底座,轴承的直径大于转动模块底座的直径,轴承底部设有多根定位销。
10.进一步的,多个定位销的尺寸相同,多个定位销竖直布置,多个定位销成圆周形均匀分布在轴承底面,定位销的长度小于转动模块底座的高度。
11.进一步的,定位孔的位置与加工工件上圆形孔的位置相对应, 定位卡头上凹槽的位置形状与定位销的位置形状相对应。
12.相对于现有技术,本实用新型的有益效果为:
13.本实用新型中,通过将转动模块设置成旋转体,同时将加工工件放在转动模块上,能够通过旋转就将加工工件上所有的孔进行大致的定位,提高了工作效率;通过设置多根定位销,让定位销的位置和数量与加工工件上圆孔的位置数量相对应,同时通过设置定位卡头,靠定位卡头的左右移动来卡接定位销,由于定位销的精度和定位卡头的精度都非常高,所以定位孔与加工工件上孔位的对应精度也高,保证了旋转之后的加工工件的孔的位置与铰珩机刀头的对应的精度,保证了加工的质量;同时通过设置加工工件压板和定位孔,让铰珩机刀头再下刀时,更加的稳定,保证了加工精度。
附图说明
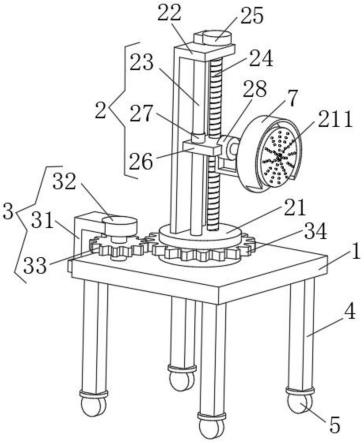
14.图1为本实用新型的结构示意图;
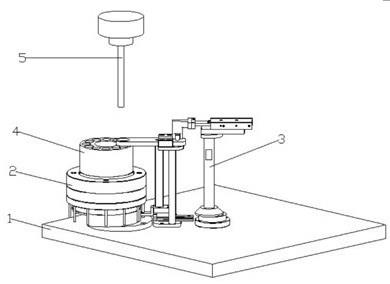
15.图2为去掉加工件之后本实用新型的结构示意图;
16.图3为第一定位模块的结构示意图;
17.图4为转动模块的结构示意图。
18.图中:1.工作平台,2.转动模块,3.第一定位模块,4.加工工件,5.铰珩机刀头,6.推进气缸,7.推进气缸固定板,8.推进气缸固定杆,9.推进气缸固定杆底座,10.推进气缸连接头,11.推进气缸连接头卡槽,12.加工工件压板凸起,13.加工工件压板滑槽,14.加工工件压板,15.定位孔,16.加工工件压板支撑杆,17.加工工件压板支撑杆固定板,18.推进导轨,19.定位卡头,20.加工工件压板滑槽支撑架,21.定位圈,22.定位圈固定圈,23.旋转座,24.轴承,25.转动模块底座,26.定位销,27.推进模块,28.定位模块。
具体实施方式
19.实施例:如图1至图4所示,包括工作平台1,工作平台1为水平布置的平板型结构,工作平台1顶部设有可以旋转的转动模块2,转动模块2上安装加工工件4,转动模块2的形状与加工工件4的形状近似,转动模块2右侧设有用于定位转动模块2的第一定位模块3,加工工件4顶部设有用于加工加工工件4的铰珩机刀头5;第一定位模块3包括用于给转动模块2
直接定位的定位模块28;和给定位模块28提供动力的推进模块27,推进模块27包括推进气缸固定杆底座9,推进气缸固定杆底座9与工作平台1固定连接,推进气缸固定杆底座9顶部设有推进气缸固定杆8,推进气缸固定杆8顶部设有推进气缸固定板7,推进气缸固定板7顶部设有水平布置的推进气缸6,推进气缸6的推杆向左布置,推进气缸6的推杆上设有推进气缸连接头10,推进气缸连接头10上设有推进气缸连接头卡槽11;转动模块2包括定位圈固定圈22,定位圈固定圈22上设有圆盘型凹槽,定位圈固定圈22的凹槽内安装有定位圈21,定位圈固定圈22和定位圈21上都设有与加工工件4位置相对应的圆周型通孔,定位圈固定圈22底部设有旋转座23,旋转座23底部设有轴承24,轴承24底部设有转动模块底座25,轴承24的直径大于转动模块底座25的直径,轴承24底部设有多根定位销26。
20.第一定位模块3包括用于给转动模块2直接定位的定位模块28。和给定位模块28提供动力的推进模块27,推进模块27包括推进气缸固定杆底座9,推进气缸固定杆底座9与工作平台1固定连接,推进气缸固定杆底座9顶部设有推进气缸固定杆8,推进气缸固定杆8顶部设有推进气缸固定板7,推进气缸固定板7顶部设有水平布置的推进气缸6,推进气缸6的推杆向左布置,推进气缸6的推杆上设有推进气缸连接头10,推进气缸连接头10上设有推进气缸连接头卡槽11,定位模块28包括加工工件压板滑槽支撑架20,加工工件压板滑槽支撑架20底部与工作平台1固定连接,加工工件压板滑槽支撑架20上设有推进导轨18,推进导轨18的滑块上设有加工工件压板支撑杆固定板17,加工工件压板支撑杆固定板17顶部设有竖直布置的加工工件压板支撑杆16,加工工件压板支撑杆固定板17左侧设有向左部制的定位卡头19,加工工件压板支撑杆16顶部设有水平布置的加工工件压板14,加工工件压板滑槽支撑架20顶部设有加工工件压板滑槽13,加工工件压板14与加工工件压板滑槽13滑动配合,加工工件压板14右端设有加工工件压板凸起12,加工工件压板凸起12的形状大小位置与推进气缸连接头卡槽11的形状大小位置相适配,定位卡头19的右侧面设有凹槽,加工工件压板14的右端设有定位孔15,定位孔15贯穿加工工件压板14,转动模块2包括定位圈固定圈22,定位圈固定圈22上设有圆盘型凹槽,定位圈固定圈22的凹槽内安装有定位圈21,定位圈固定圈22和定位圈21上都设有与加工工件4位置相对应的圆周型通孔,定位圈固定圈22底部设有旋转座23,旋转座23底部设有轴承24,轴承24底部设有转动模块底座25,轴承24的直径大于转动模块底座25的直径,轴承24底部设有多根定位销26。
21.工作过程:将加工工件4放在转动模块2上,启动铰珩机刀头5,铰珩机刀头5向下运动,对加工工件4上的其中一个圆孔进行精加工,然后操作人员用手转动转动模块2,转动模块2的上半部分通过轴承24转动,转动模块底座25保持不动;定位销26的位置经过计算,与加工工件4上的圆孔位置相对应,当转动模块2旋转一定角度之后,启动推进模块27,推进模块27推动加工工件压板14向左运动,同时加工工件压板14也通过加工工件压板支撑杆16带动定位卡头19向左运动,你俩定位卡头19上的凹槽形状与定位销26的侧面形状相适配,定位销26刚好与定位卡头19相卡接,此时定位孔15的位置刚好与加工工件4上,两孔的位置相对应,由于定位销26的精度和定位卡头19的精度都非常高,所以定位孔15与加工工件4上孔位的对应精度也高,此时再次启动铰珩机刀头5向下运动,铰珩机刀头5就能精准的加工加工工件4上第转动模块2个圆孔;然后控制推进模块27收缩,定位卡头19和加工工件压板14向右移动,此时操作人员继续旋转转动模块2,多次重复上述动作,直到将加工工件4上的所有圆孔都精加工完成,然后将加工工件4取出,完成加工。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。