技术特征:
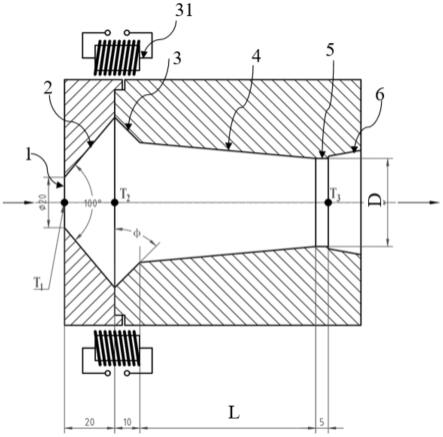
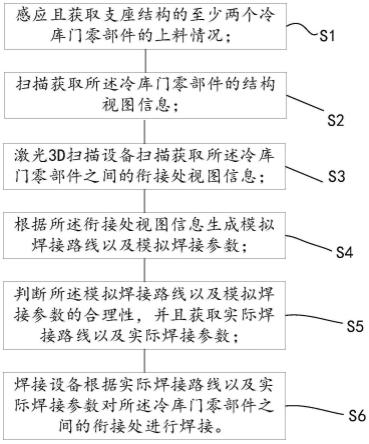
1.一种适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,包括如下步骤:s1、快冷连铸铝合金盘圆杆料;s2、差温连续扩展-压缩挤压;s3、在线淬火冷却;s4、在线表面毛化处理;s5、在线表面磷化润滑处理;s6、成卷;s2中,差温连续扩展-压缩挤压使用连续扩展-压缩挤压模腔来实现,所述连续扩展-压缩挤压模腔按照合金流动顺序包括依次相连的扩展入口、第一渐扩段、第二渐缩段、第三渐缩段、定径带以及模腔出口;所述扩展入口连通进料板,所述第一渐扩段的模腔内径从扩展入口开始渐扩使第一渐扩段呈锥形,第二渐缩段的模腔内径渐缩使第二渐扩段呈倒锥形,第三渐缩段的模腔内径渐缩使第三渐扩段呈倒锥形,且第三渐缩段的渐缩速度小于第二渐缩段的渐缩速度,且第三渐缩段的长度是第二渐缩段的长度的3倍以上;其中,所述第一渐扩段、第二渐缩段和第三渐缩段构成了模腔的扩展-压缩挤压段;其中,第三渐缩段的长度l与定径带模腔内径d之比l/d控制在1-3,使连续扩展-压缩挤压模腔为短扩展锥和长压缩锥结构;且s2步骤还包括:控制第一渐扩段和第二渐缩段的交接处温度t2高于扩展入口处温度t1和定径带的出口温度t3。2.根据权利要求1所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,在第一渐扩段和第二渐缩段的交接处对应设置有加热元件,以实现第一渐扩段和第二渐缩段的交接处温度t2高于扩展入口处温度t1和定径带的出口温度t3的目标。3.根据权利要求1或2所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,t2=480-540℃,t1=320-400℃,t3=280-340℃。4.根据权利要求1或2所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,所述定径带模腔内径d=25-45mm,第三渐缩段的长度l=(1~3)
×
d。5.根据权利要求1或2所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,s3包括:对差温连续扩展-压缩挤压出来的产品及所述模腔出口直接采用水淬火冷却处理。6.根据权利要求5所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,步骤s1中所述快冷连续铸造得到直径为20mm
±
0.5的铝合金盘圆杆坯,再经步骤s2差温连续扩展-压缩挤压处理直径为25-45mm的圆棒卷材。7.根据权利要求5所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,步骤s4包括:对在线淬火冷却得到的产品表面进行在线毛化处理;步骤s5包括:对毛化处理后的产品进行在线表面磷化润滑处理。8.根据权利要求7所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,所述在线表面磷化润滑处理,包括磷化-皂化处理;所述磷化-皂化处理工艺为:将磷化高分子润滑剂加热至温度保持在50-70℃,处理时间30-120s后干燥。9.根据权利要求5所述的适于冷镦生产零部件的铝合金卷棒材生产工艺,其特征在于,步骤s6包括:采用三点弯曲轮式,根据预设重量或长度进行顺时钟或逆时钟成卷。10.一种适于冷镦生产零部件的铝合金卷棒材产品,其权利要求1-9任一项所述的生产工艺制备得到。
技术总结
本发明涉及一种适于冷镦生产零部件的铝合金卷棒材生产工艺,包括步骤:S1快冷连铸铝合金盘圆杆料;S2差温连续扩展-压缩挤压;S3在线淬火冷却;S4在线表面毛化处理;S5在线表面磷化润滑处理;S6成卷;步骤S2通过控制扩展-压缩段温度T2高于扩展入口处温度T1和产品出口处温度T3,解决材料由小变大挤压过程中通常中部变形太小的问题;同时将连续扩展-压缩挤压模腔设为短扩展锥和长压缩锥结构,以增加连续挤压的变形程度。本发明通过在同一工序中联合利用连续挤压剧烈剪切变形和差温扩展-压缩变形以实现大塑性变形,并结合在线淬火冷却,获得组织均匀、晶粒细化和高固溶度的挤压卷材,该卷材冷镦生产零部件后无需固溶处理而直接人工时效后即可获得更高硬度。人工时效后即可获得更高硬度。人工时效后即可获得更高硬度。
技术研发人员:陈勇刚 赵国栋 文勇 胡澍 付前伟
受保护的技术使用者:湖南乾龙新材料有限公司
技术研发日:2022.11.17
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。