1.本发明涉及风电叶片技术领域,具体涉及风电叶片制作工艺。
背景技术:
2.在我国,风力机大型化发展趋势已经确立。随着叶片长度的不断增加,叶片运输困难、道路交通管制以及运输成本增加等问题很快凸现,一方面,出于安全考虑,世界各国铁路、公路管理部门对运载货物的长度、高度等都有一定的限制,如:风力发电机组的叶片长度在几十米或更长,这些都属于超限范围;另一方面,我国风电场分布非常广泛,很多地方偏远、交通不便,建造风电场时大型叶片运输成本非常高昂,有些地区甚至根本无法送达。大叶片运输问题将成为我国风能发展的一个棘手问题,叶片分段设计、制造将为解决此问题有极其重要的作用,而分段叶片顺利制造和装配最为关键。现有技术中的金属连接筒体增大了叶片的重量,而叶形骨架的制作增加了加工工序。
技术实现要素:
3.本发明的目的在于提供风电叶片制作工艺,以解决叶片运输困难、道路交通管制以及运输成本增加的技术问题。
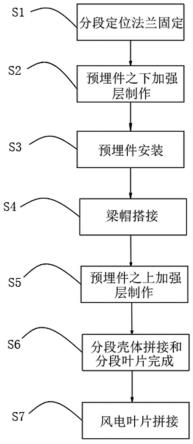
4.为实现上述目的,本发明提供了以下技术方案:本发明提供了风电叶片制作工艺,包括以下步骤:s1,分段定位法兰固定;s2,预埋件之下加强层制作;s3,预埋件安装;s4,梁帽搭接;s5,预埋件之上加强层制作;s6,分段壳体拼接和分段叶片完成;s7,风电叶片拼接。
5.可选或优选地,所述风电叶片包括至少两段叶片段,叶片段包括叶根段和叶尖段,各叶片段之间设置连接装置连接成一个叶片整体,在分段连接处铺设预埋件下加强层。
6.可选或优选地,所述分段定位法兰固定为,将分段叶片吸力面翼型定位法兰和分段叶片压力面翼型定位法兰分别固定在分段叶片定位法兰固定装置上,保证分段法兰安装的重复性和一致性。
7.可选或优选地,所述预埋件之下加强层制作为,在叶片壳体的分段连接处铺设预埋件下加强层,采用三轴向布可以保证吸注时树脂的均匀渗透,同时能够增加叶片弦向强度;所述预埋件之下加强层由至少3层单轴向布层间加铺至少2层三轴向布组成,所述单轴向布弦向对接,三轴向布弦向搭接,尾缘铺设近似三角形加强布。
8.可选或优选地,所述预埋件包括连接装置、pvc楔形条和梁帽,连接装置至少设置2组,相邻两组连接装置中的螺栓套和光套正反向设置,光套结构与螺栓套相同,内部无螺
纹,两端开口,所述预埋件安装为,在所述预埋件之下加强层上设置至少两组预埋件,相邻两组正反向设置,光套尾端设置扳手空间块,扳手空间块内预埋与定位螺杆螺纹配合的螺套,扳手空间块周围密封;螺栓套和光套的间隙设置玻璃钢楔形条,螺栓套和扳手空间块远离分段连接处一端设置pvc楔形条。
9.可选或优选地,所述梁帽搭接为,在楔形条上搭接梁帽,pvc楔形条和梁帽间设置加强层,加强pvc楔形条和梁帽间的粘接效果,防止出现局部位置黏结物质堆积或出现气泡空腔,影响叶片质量。
10.可选或优选地,所述预埋件之上加强层制作为,铺设壳体中芯材后,在螺栓套、光套和扳手空间块上铺设加强层,保证吸注时树脂能够均匀渗透,增加分段处的扭转刚度,保障叶片分段连接局部载荷的顺利传递;所述预埋件之上加强层由至少3层单轴向布层间加铺至少2层双轴向布组成,所述单轴向布弦向对接,双轴向布弦向搭接。
11.可选或优选地,所述分段壳体拼接和分段叶片完成为,在所述预埋件之上加强层上真空吸注铺设辅材,再经前固化、去除辅材、打磨、拆除分段叶片吸力面翼型定位法兰和分段叶片压力面翼型定位法兰后,通过连接定位销拼接分段壳体,安装大梁、合模、后固化、起模后,拆卸扳手空间块获得分段叶片,使用定位销先将壳体分段拼接,再进行一体化合模,起模后拆卸分段运输。
12.可选或优选地,所述风电叶片拼接为,取出连接定位销,在分段叶片叶根段和叶尖段的螺栓套与光套间设置螺栓总成,在扳手空间内设置拉力器,螺栓总成一端与螺栓套连接,另一端穿过光套在扳手空间内用螺母固定,连接分段叶片叶根段和叶尖段,得到完整的风电叶片。
13.可选或优选地,所述连接定位销一端为螺纹,另一端为锥销,连接定位销螺纹端与螺栓套连接,锥销端与光套连接。
14.基于上述技术方案,本发明可以产生如下技术效果:本发明使分段叶片的连接结构更加紧凑,且简化了机械加工工序,梁帽与楔形条铺层一体化设计,降低两者的铺层厚度,保障叶片刚度光顺过渡,提高分段连接处复合材料的疲劳强度,降低叶片重量,单向纤维复合材料铺层弦向拼接,和在层间增加复合材料铺层,保证吸注均匀渗透,增加分段处扭转刚度,有效保障叶片分段连接处局部载荷的顺利传递。
附图说明
15.图1是本发明的工艺流程图。
具体实施方式
16.本发明提供了风电叶片制作工艺,包括如下步骤:s1,分段定位法兰固定:将分段叶片吸力面翼型定位法兰和分段叶片压力面翼型定位法兰分别固定在分段叶片定位法兰固定装置上,保证分段法兰安装的重复性和一致性;s2,预埋件之下加强层制作:在叶片壳体的分段连接处铺设预埋件下加强层,所述加强层由至少3层单轴向布层间加铺至少2层三轴向布组成,所述单轴向布弦向对接,三轴
向布弦向搭接,尾缘铺设近似三角形加强布,采用三轴向布可以保证吸注时树脂的均匀渗透,同时能够增加叶片弦向强度;尾端三角加强布的使用时为了保证尾缘侧分段连接处强度,并起到调节合模间隙的作用;s3,预埋件安装:在步骤二的预埋件下加强层上设置至少两组预埋件,相邻两组正反向设置,所述预埋件包括螺栓套和光套,分段叶片叶根段和叶尖段的螺栓套和光套配套安装;光套尾端设置扳手空间块,扳手空间块内预埋与定位螺杆螺纹配合的螺套,扳手空间块周围密封;螺栓套和光套的间隙设置玻璃钢楔形条,螺栓套和扳手空间块远离分段连接处一端设置pvc楔形条,交错安装螺栓套和光套,可以达到分段叶片连接处受力均匀的目的,并且能提高扳手空间块位置的强度;扳手空间块内预埋螺栓,可在分段叶片壳体拼接时使定位销准确定位和连接,在完成分段叶片制作后拆除即可形成扳手空间,用于分段叶片的拼接时螺栓总成的螺母固定;楔形条填充可以实现密封效果,防止出现浸胶造成螺杆拆卸困难;s4,梁帽搭接:在楔形条上搭接梁帽,pvc楔形条和梁帽间设置加强层,加强pvc楔形条和梁帽间的粘接效果,防止出现局部位置黏结物质堆积或出现气泡空腔,影响叶片质量;s5,预埋件之上加强层制作:铺设壳体中芯材后,在螺栓套、光套和扳手空间块上铺设加强层,所述加强层由至少3层单轴向布层间加铺至少2层双轴向布组成,所述单轴向布弦向对接,双轴向布弦向搭接,保证吸注时树脂能够均匀渗透,增加分段处的扭转刚度,保障叶片分段连接局部载荷的顺利传递;s6,分段壳体拼接和分段叶片完成:在步骤七的预埋件上加强层上真空吸注铺设辅材,再经前固化、去除辅材、打磨、拆除分段叶片吸力面翼型定位法兰和分段叶片压力面翼型定位法兰后,通过连接定位销拼接分段壳体,所述连接定位销一端为螺纹,另一端为锥销,连接定位销螺纹端与螺栓套连接,锥销端与光套连接,安装大梁、合模、后固化、起模后,拆卸扳手空间块获得分段叶片,使用定位销先将壳体分段拼接,再进行一体化合模,起模后拆卸分段运输,既节约模具,又能保证拼接的准确性;s7,风电叶片拼接:取出连接定位销,在分段叶片叶根段和叶尖段的螺栓套与光套间设置螺栓总成,在扳手空间内设置拉力器,螺栓总成一端与螺栓套连接,另一端穿过光套在扳手空间内用螺母固定,连接分段叶片叶根段和叶尖段,得到完整的风电叶片,采用无螺纹的光套 扳手空间的结构替代转接体可以使连接结构更加紧凑,简化机械加工工艺,降低连接处的金属重量,并且可以用较粗短的螺栓套代替原有的细长螺栓套,增加了连接处的轴向刚度,降低螺栓连接的载荷系数和螺栓承受的疲劳载荷,从而提高螺栓的疲劳寿命;本发明的一种实施方式是:一种风电叶片,包括至少两段叶片段,叶片段包括叶根段和叶尖段,各叶片段之间设置连接装置连接成一个叶片整体,在分段连接处铺设预埋件下加强层,加强层由至少3层单轴向布层间加铺至少2层三轴向布组成,单轴向布弦向对接,三轴向布弦向搭接,分段连接处铺设尾缘加强布;在预埋件下加强层上设置预埋件,预埋件包括连接装置、pvc楔形条和梁帽,连接装置至少设置2组,相邻两组连接装置中的螺栓套和光套正反向设置,光套结构与螺栓套相同,但内部无螺纹,两端开口,光套尾端设置扳手空间,螺栓套和扳手空间尾端设置pvc楔形条,pvc楔形条上搭接梁帽;连接装置上设置预埋件上加强层,加强层由至少3层单轴向布层间加铺至少2层双轴向布组成,单轴向布弦向对接,
双轴向布弦向搭接;连接装置通过螺栓总成连接叶根段和叶尖段,螺栓总成一端与螺栓套连接,另一端穿过光套用螺母固定。
17.以上所述仅是本发明的优选实施方式,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。