1.本发明涉及驱动领域,更具体的说是一种大长径比的高速驱动辊及其制造方法。
背景技术:
2.大长径比驱动辊的设计和加工向来是机械设计领域研究的难题,而高速运转工况中驱动辊的动平衡对此难题又提出了更高的要求。针对尺寸为φ324
×
3430的驱动辊,目前的方案大多是由驱动辊圆筒外壳和驱动辊芯轴焊接而成,其中驱动辊外壳外壁得到加工以及芯轴的加工手段已经非常成熟,而其不足之处在于:由于镗床镗杆长度以及刚度受限,使大长径比驱动辊外壳的内壁难以加工,造成驱动辊质量不均;驱动辊圆筒外壳与芯轴的焊接方案属于热加工,不可避免造成的热变形导致驱动辊动平衡不足。两种不足之处使其驱动辊的高速动平衡很难达到要求。因此需要一种大长径比高速驱动辊的设计加工新方案。
技术实现要素:
3.本发明的目的是提供一种大长径比的高速驱动辊及其制造方法,可以适用于大长径比高速驱动的使用需求。
4.本发明的目的通过以下技术方案来实现:
5.一种大长径比的高速驱动辊,包括芯轴和固定连接在芯轴上的三个支撑盘,三个支撑盘上固定连接有圆筒外壳;所述支撑盘焊接在芯轴上,圆筒外壳通过连接铆钉固定连接在支撑盘上;所述连接铆钉为钢制标准件;
6.所述圆筒外壳分体为两个短圆筒进行加工;
7.所述圆筒外壳是由钢材料制成的薄壁结构;为驱动辊上的皮带等零件结构提供支持力;
8.所述芯轴为钢材料制成的轴结构;整个芯轴主要作为支撑圆筒外壳和传动驱动电机的动力;
9.一种大长径比的高速驱动辊制造方法,该方法包括以下步骤:
10.步骤一:将圆筒外壳一分为二制成两个短圆筒;
11.步骤二:芯轴上固定连接三个支撑盘;
12.步骤三:精镗两个短圆筒的内壁和短圆筒与支撑盘的连接面;
13.步骤四:将两个短圆筒通过连接铆钉固定连接在三个支撑盘上;
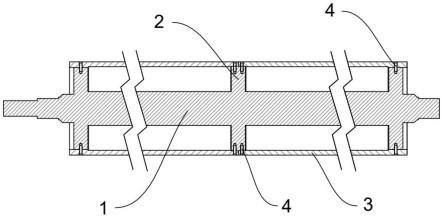
14.所述圆筒外壳的长度为2000mm至4000mm,根据不同的使用需求对应的调整芯轴和圆筒外壳的长度。
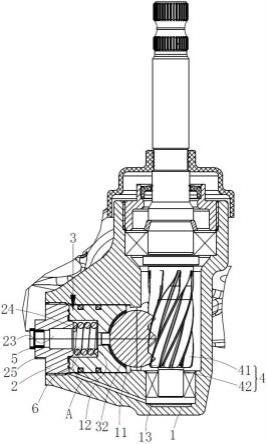
附图说明
15.下面结合附图和具体实施方法对本发明做进一步详细的说明。
16.图1是本发明的大长径比的高速驱动辊整体结构示意图;
17.图2是本发明的大长径比的高速驱动辊受力模拟仿真结构示意图。
18.图中:芯轴1;支撑盘2;圆筒外壳3;连接铆钉4。
具体实施方式
19.下面结合附图对本发明作进一步详细说明。
20.目前的大长径比驱动辊的加工中存在圆筒外壳3内壁难以加工和焊接热变形等难题,导致驱动辊的高速动平衡难以达到要求,为了解决这一技术问题,下面对一种大长径比的高速驱动辊的结构和功能进行详细的说明;
21.一种大长径比的高速驱动辊,包括芯轴1、三个支撑盘2、圆筒外壳3和若干连接铆钉4;芯轴1上焊接有三个支撑盘2,圆筒外壳3由两个短圆筒构成,两个短圆筒分别通过多个连接铆钉4固定连接在三个支撑盘2上;
22.在圆筒外壳3的加工中,将长的、难以加工的圆筒外壳3一分为二,原本长径比为10:1的外壳变为5:1,长度为3430mm的圆筒缩短为两节1715mm的短圆筒,镗床上镗杆两头加工,使其加工对镗杆的要求缩短为不足1m,这大大减小了内壁加工难度,圆筒外壳3内壁得以精加工,使整个驱动辊的质量更加均匀;
23.在驱动辊的装配中,以冷加工的铆钉连接方式代替传统驱动辊的焊接连接方式,避免了热加工导致的热变形;两节短圆筒加工好后,从加工好的芯轴1两端套入并过盈装配在芯轴1的支撑盘2上,然后在支撑盘2盘位置上打孔用连接铆钉4将两个短圆筒固定在支撑盘2上,中间的支撑盘2同时固定两个短圆筒,完成驱动辊的加工。
24.在本发明的整个过程中,圆筒外壳3一分为二使得内壁得以精加工使其质量更加均匀,连接铆钉4连接方式代替焊接方式避免了热加工导致的热变形,如图2所示,在最终的仿真结果中,在添加了自重和3600rpm(相当于线速度60m/s)的旋转速度后,最大变形为0.1mm,同时避免了低速共振频率,可以看出本设计的优越性。
技术特征:
1.一种大长径比的高速驱动辊,包括芯轴(1)和固定连接在芯轴(1)上的圆筒外壳(3),其特征在于:所述圆筒外壳(3)分体加工。2.根据权利要求1所述的一种大长径比的高速驱动辊,其特征在于:所述圆筒外壳(3)由两个短圆筒构成。3.根据权利要求1所述的一种大长径比的高速驱动辊,其特征在于:所述圆筒外壳(3)是由钢材料制成的薄壁结构。4.根据权利要求1所述的一种大长径比的高速驱动辊,其特征在于:所述芯轴(1)为钢材料制成的轴结构。5.根据权利要求1所述的一种大长径比的高速驱动辊,其特征在于:所述芯轴(1)和圆筒外壳(3)之间通过多个支撑盘(2)固定连接。6.根据权利要求5所述的一种大长径比的高速驱动辊,其特征在于:所述支撑盘(2)焊接在芯轴(1)上,圆筒外壳(3)通过连接铆钉(4)固定连接在支撑盘(2)上。7.根据权利要求5所述的一种大长径比的高速驱动辊,其特征在于:所述支撑盘(2)设置有三个。8.根据权利要求6所述的一种大长径比的高速驱动辊,其特征在于:所述连接铆钉(4)为钢制标准件。9.一种大长径比的高速驱动辊制造方法,其特征在于:该方法包括以下步骤:步骤一:将圆筒外壳(3)一分为二制成两个短圆筒;步骤二:芯轴(1)上固定连接三个支撑盘(2);步骤三:精镗两个短圆筒的内壁和短圆筒和支撑盘(2)的连接面;步骤四:将两个短圆筒通过连接铆钉(4)固定连接在三个支撑盘(2)上。10.根据权利要求9所述的一种大长径比的高速驱动辊制造方法,其特征在于:所述圆筒外壳(3)的长度为2000mm至4000mm。
技术总结
本发明涉及驱动领域,更具体的说是一种大长径比的高速驱动辊及其制造方法,可以适用于大长径比高速驱动的使用需求;一种大长径比的高速驱动辊,包括芯轴和固定连接在芯轴上的三个支撑盘,三个支撑盘上固定连接有圆筒外壳;所述支撑盘焊接在芯轴上,圆筒外壳通过连接铆钉固定连接在支撑盘上;所述连接铆钉为钢制标准件;一种大长径比的高速驱动辊制造方法,该方法包括以下步骤:步骤一:将圆筒外壳一分为二制成两个短圆筒;步骤二:芯轴上固定连接三个支撑盘;步骤三:精镗两个短圆筒的内壁和短圆筒与支撑盘的连接面;步骤四:将两个短圆筒通过连接铆钉固定连接在三个支撑盘上。通过连接铆钉固定连接在三个支撑盘上。通过连接铆钉固定连接在三个支撑盘上。
技术研发人员:李隆球 邵天双 周德开 李强 王鑫炎 李朋春
受保护的技术使用者:哈尔滨工业大学
技术研发日:2022.10.26
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。