1.本发明涉及不干胶全自动模切技术领域,具体为一种不干胶用全自动模切机及其模切工艺。
背景技术:
2.不干胶商标模切机(self-adhesive trademark cutting machine)又称啤机,又叫数控模切机,广泛使用的是电脑模切机也叫数控模切机,相对于之前的拉杆模切机和最原始的冲床速度更快,全触摸屏操作,操作更便捷,做出的产品精度更高,效率更高;以平压平下压高精度模切、拖料及切片由电脑控制,印刷标两边及纵向由三只光电眼精确跟踪定位,模切、覆膜、收废,切片或自动贴标机用的卷筒一次完成。非常适合纸张不干胶商标、涤纶薄膜商标及镭射防伪商标的模切。该机是柔性版印刷机、连续丝印机、凹版印刷机及防伪商标模压机最佳配套设备,是各商标印刷厂最理想高效率的。
3.现有的不干胶模切机采用往复机构携带刀具进行上下移动,对不干胶实现模切,在模切过程中,刀具不断的上下运动,且不干胶自身切割后会出现边缘粘贴的现象,从而粘黏在刀具内部,从而不方便进行排料工作,其次刀具快速上下缓冲效果差,从而容易和承载不干胶的运输设备产生撞击震动,从而导致不干胶形状变形,使得定位出现偏差,从而导致切割出废料的问题出现。
4.基于此,本发明设计了一种不干胶用全自动模切机及其模切工艺,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种不干胶用全自动模切机及其模切工艺,以解决上述背景技术中提出的现有的不干胶模切机采用往复机构携带刀具进行上下移动,对不干胶实现模切,在模切过程中,刀具不断的上下运动,且不干胶自身切割后会出现边缘粘贴的现象,从而粘黏在刀具内部,从而不方便进行排料工作,其次刀具快速上下缓冲效果差,从而容易和承载不干胶的运输设备产生撞击震动,从而导致不干胶形状变形,使得定位出现偏差,从而导致切割出废料的问题。
6.为实现上述目的,本发明提供如下技术方案:一种不干胶用全自动模切机,包括电机和顶板支架,所述顶板支架中央固定设置有固定轴,所述固定轴外壁上竖向滑动设置有往复桶,所述顶板支架环绕其轴线环形阵列转动设置有多个动力轴,每个所述动力轴上均固定设置有两个动力齿轮,所述往复桶外侧设置有与其同轴线的环桶,所述环桶上端面和下端面上固定设置有用于卡在两个动力齿轮外侧的限位环板,所述环桶上同轴固定设置有两个分别与上下两个动力齿轮啮合的环齿圈,所述环桶侧壁固定设置有首位连接的起伏轨道,所述往复桶外壁固定设置有施力杆,所述施力杆外端滑动设置在起伏轨道内部,所述动力轴上端通过齿轮组传动连接在电机输出轴上,所述电机通过支架固定设置在顶板支架上,所述往复桶下端设置有模切机构,所述模切机构下端设置有现有运输不干胶贴片的模
切载台。
7.作为本发明的进一步方案,所述模切机构包括固定设置在往复桶下端面上的刀具架,所述刀具架上设置有可拆卸的现有刀具,所述往复桶下端空腔内部固定设置有密封环板,所述密封环板上端设置有竖向滑动设置在往复桶空腔内壁的密封板,所述密封板与密封环板接触面上开设有用于导气的导气孔;所述密封板上方设置有用于在刀具对不干胶模切时进行吸附的吸附切换装置。
8.作为本发明的进一步方案,所述吸附切换装置包括位于密封板上方的所述往复桶下端空腔内壁固定设置的固定支架,所述固定支架中央限位滑动设置有泄压阀杆,所述泄压阀杆贯穿密封板且与密封板滑动连接,所述泄压阀杆上开设有宽度大于密封板厚度的平压槽,所述密封板与固定支架之间固定设置有密封弹簧,所述泄压阀杆与密封板之间固定设置有套设在泄压阀杆外侧的解封弹簧,所述固定轴下端固定设置有用于挤压泄压阀杆下移用于将平压槽穿过密封板进行平衡气压的下料杆,所述刀具架下端设置有在吸附切换装置将切料推出后进行接料的接料装置。
9.作为本发明的进一步方案,所述接料装置包括底面倾斜的接料斗,所述接料斗上端两侧壁水平开设有贯穿的长圆槽,所述长圆槽内分别设置有两个平行的轨道杆,其中一个轨道杆设置在长圆槽端头,另外一个轨道杆横向滑动设置在长圆槽内壁,同一侧的两个所述轨道杆端头分别转动设置有短连杆和长连杆,所述短连杆和长连杆相互铰接,所述短连杆和长连杆与两个轨道杆铰接点形成等腰三角形,所述长连杆下端通过l支架转动设置在顶板支架侧壁上,两个所述轨道杆上端与刀具架之间设置有用于保持接料斗进行水平上下横移的横移机构。
10.作为本发明的进一步方案,所述横移机构包括分别转动设置在轨道杆上且与短连杆和长连杆进行颠倒对称布置的夹杆和压杆,所述夹杆和压杆端头相互铰接,所述压杆上端通过销轴支架转动设置在刀具架下端,夹杆和压杆与两个轨道杆转动铰接点形成等腰三角形。
11.作为本发明的进一步方案,所述夹杆和压杆铰接轴下端固定设置有用于阻挡不干胶模切后切料下滑的挡板,所述挡板下端接触连接在接料斗底端内壁上。
12.作为本发明的进一步方案,所述电机采用可使得设备获得更大扭矩的减速电机。
13.作为本发明的进一步方案,一种不干胶用全自动模切工艺,该不干胶用全自动模切工艺的具体步骤如下:
14.步骤一:将需要进行模切的不干胶胶条或者贴片展开铺设在可进行移动的模切载台,使得模切载台载着不干胶进行运输;
15.步骤二:启动设备的电机,使得环桶驱动起伏轨道进行公转,从而使得施力杆上下移动,从而使得往复桶沿着固定轴上下移动,从而使得刀具架携带刀具进行上下移动从而对模切载台上的不干胶进行切割;
16.步骤三:再通过往复桶沿着固定轴上下移动时对刀具架内的负压来回切换对模切料进行吸附和释放,从而完成退料过程;
17.步骤四:其次再通过刀具架带动接料斗进行保持水平进行横向和上下的倾斜移动,对刀具架下端吸附的模切料进行准确接收,完成模切过程。
18.与现有技术相比,本发明的有益效果是:
19.1.本发明通过电机驱动动力轴转动使得动力齿轮转动,一方面驱动环桶进行转动另外一方面对环桶进行固定,其次再通过环桶上起伏轨道驱动固定轴外端的往复桶移动,从而完成往复桶驱动下端的刀具进行模切,其次通过起伏轨道的曲率平缓设置,从而使得往复桶运行时,在最高点和最低点出现降速缓冲作用,从而使得往复桶运行时能受到缓冲效果,避免设备出现较大震动,导致不干胶出现震动,导致不干胶出现定位失败的问题,导致模切准确性差的问题出现。
20.2.本发明通过往复桶下降,使得往复桶内部空腔增大,从而产生负,往复桶运行到最下端,从而使得泄压阀杆与模切不干胶进行接触,从而使得泄压阀杆带动密封板克服密封弹簧阻力上移,从而使得导气孔脱离与密封环板接触,从而通过往复桶内部气压将不干胶模切料吸附到刀具与刀具架内壁上,再通过在往复桶上升过程中由于往复桶内部负压转移一部分到刀具架内部,在往复桶上升到最上端时,内部会产生正气压,从而使得泄压阀杆克服解封弹簧弹力,使得泄压阀杆下移,从而将下端的模切料推出刀具架,从而完成下料过程,避免不干胶出现粘黏,不便于转运的问题出现。
附图说明
21.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
22.图1为本发明总体结构示意图;
23.图2为本发明侧俯视局部剖视结构示意图;
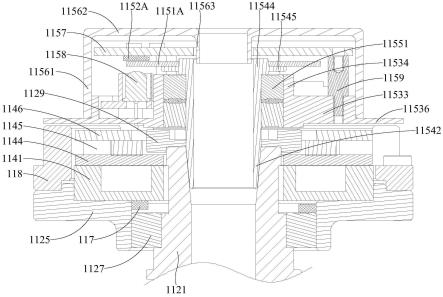
24.图3为本发明图2中a处放大结构示意图;
25.图4为本发明图2中b处放大结构示意图;
26.图5为本发明工艺流程总体结构示意图。
27.附图中,各标号所代表的部件列表如下:
28.电机9,顶板支架10,固定轴11,往复桶12,动力轴13,动力齿轮14,环桶15,限位环板16,环齿圈17,起伏轨道18,施力杆19,齿轮组20,刀具架25,密封环板26,密封板27,导气孔28,固定支架29,泄压阀杆30,平压槽31,密封弹簧32,解封弹簧33,下料杆34,接料斗37,长圆槽38,轨道杆39,短连杆40,长连杆41,夹杆43,压杆44,挡板46。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
30.请参阅图1-5,本发明提供一种技术方案:一种不干胶用全自动模切机,包括电机9和顶板支架10,顶板支架10中央固定设置有固定轴11,固定轴11外壁上竖向滑动设置有往复桶12,顶板支架10环绕其轴线环形阵列转动设置有多个动力轴13,每个动力轴13上均固定设置有两个动力齿轮14,往复桶12外侧设置有与其同轴线的环桶15,环桶15上端面和下
端面上固定设置有用于卡在两个动力齿轮14外侧的限位环板16,环桶15上同轴固定设置有两个分别与上下两个动力齿轮14啮合的环齿圈17,环桶15侧壁固定设置有首位连接的起伏轨道18,往复桶12外壁固定设置有施力杆19,施力杆19外端滑动设置在起伏轨道18内部,动力轴13上端通过齿轮组20传动连接在电机9输出轴上,电机9通过支架固定设置在顶板支架10上,往复桶12下端设置有模切机构,模切机构下端设置有现有运输不干胶贴片的模切载台;
31.本发明使用前,先将本装置组装完毕,如图1所示,从图1上往下看,为本装置的上端,从图1左向右看为本装置左端,此后采用设备方位进行叙述,不再进行赘述;
32.本发明使用时电机9驱动齿轮组20在顶板支架10上转动,从而驱动动力轴13在顶板支架10上进行转动,动力轴13转动驱动动力齿轮14转动,动力齿轮14转动驱动环齿圈17转动,环齿圈17转动驱动环桶15转动(如图1所示,其中动力轴13上的两个动力齿轮14,一方面能驱动两个环齿圈17转动得更加平衡,另外一方面通过将环桶15上下端的限位环板16正好卡在两个动力齿轮14外侧,从而能对环桶15进行一定的支撑作用,且环形的动力齿轮14的能将环桶15夹在中间,从而使得环桶15能被稳定地进行固定),驱动环桶15转动驱动起伏轨道18公转,其次往复桶12轴向滑动设置在固定的固定轴11外壁,从而使得往复桶12不能进行自转,从而使得往复桶12外端的施力杆19不能进行自转,从而只能随着起伏轨道18公转进行上下往复运动(通过首位连接的起伏轨道18,使得往复桶12沿着固定轴11外壁进行竖向往复运动,其中起伏轨道18的转角坡度可以设置得很缓慢,从而使得往复桶12在进行极限位置时,其竖向速度缓慢减小,从而具有一定的缓冲作用,从而避免设备产生较大冲击震动,从而导致不干胶定位出现偏差,从而导致不干胶出现偏移的问题),往复桶12上下移动,从而使得刀具架25上下移动,从而完成对现有运输不干胶贴片的模切载台上的不干胶实现模切功能;
33.本发明通过电机9驱动动力轴13转动使得动力齿轮14转动,一方面驱动环桶15进行转动另外一方面对环桶15进行固定,其次再通过环桶15上起伏轨道18驱动固定轴11外端的往复桶12移动,从而完成往复桶12驱动下端的刀具进行模切,其次通过起伏轨道18的曲率平缓设置,从而使得往复桶12运行时,在最高点和最低点出现降速缓冲作用,从而使得往复桶12运行时能受到缓冲效果,避免设备出现较大震动,导致不干胶出现震动,导致不干胶出现定位失败的问题,导致模切准确性差的问题出现。
34.作为本发明的进一步方案,模切机构包括固定设置在往复桶12下端面上的刀具架25,刀具架25上设置有可拆卸的现有刀具,往复桶12下端空腔内部固定设置有密封环板26,密4封环板26上端设置有竖向滑动设置在往复桶12空腔内壁的密封板27,密封板27与密封环板26接触面上开设有用于导气的导气孔28;密封板27上方设置有用于在刀具对不干胶模切时进行吸附的吸附切换装置;吸附切换装置包括位于密封板27上方的往复桶12下端空腔内壁固定设置的固定支架29,固定支架29中央限位滑动设置有泄压阀杆30,泄压阀杆30贯穿密封板27且与密封板27滑动连接,泄压阀杆30上开设有宽度大于密封板27厚度的平压槽31,密封板27与固定支架29之间固定设置有密封弹簧32,泄压阀杆30与密封板27之间固定设置有套设在泄压阀杆30外侧的解封弹簧33,固定轴11下端4固定设置有用于挤压泄压阀杆30下移用于将平压槽31穿过密封板27进行平衡气压的下料杆34,刀具架25下端设置有在吸附切换装置将切料推出后进行接料的接料装置;
35.本装置使用时往复桶12下降时与动力轴13之间出现位移差,从且动力轴13下端位置固定,往复桶12下降(如图2和3所示),使得往复桶12内部空腔增大,从而产生负,同时的固定支架29随着往复桶12进行下移,从而使得密封弹簧32始终压着密封板27与密封环板26重合,从而使得导气孔28被密封环板26封闭,从而不会使得往复桶12内部气压小时,在往复桶12下降最下端使得刀具架25下端的刀具对不干胶进行模切时,往复桶12运行到最下端,从而使得泄压阀杆30与模切不干胶进行接触,从而使得泄压阀杆30带动密封板27克服密封弹簧32阻力上移,从而使得导气孔28脱离与密封环板26接触,从而通过往复桶12内部气压将不干胶模切料吸附到刀具与刀具架25内壁上(在往复桶12上升过程中由于往复桶12内部负压转移一部分到刀具架25内部,从而使得密封板27再次回弹,从而将不干胶模切料向外顶出一端位移,且不会掉落),从而完成卸料的第一部分,脱离不干胶,随着往复桶12上移,从而内部负压缓慢减小,且下降过程中使用了一部分负压,在往复桶12上升到最上端时,内部会产生正气压,从而使得泄压阀杆30克服解封弹簧33弹力,使得泄压阀杆30下移,从而将下端的模切料推出刀具架25,掉落到下端的接料装置中,从而完成第二步卸料过程;
36.本发明通过往复桶12下降,使得往复桶12内部空腔增大,从而产生负,往复桶12运行到最下端,从而使得泄压阀杆30与模切不干胶进行接触,从而使得泄压阀杆30带动密封板27克服密封弹簧32阻力上移,从而使得导气孔28脱离与密封环板26接触,从而通过往复桶12内部气压将不干胶模切料吸附到刀具与刀具架25内壁上,再通过在往复桶12上升过程中由于往复桶12内部负压转移一部分到刀具架25内部,在往复桶12上升到最上端时,内部会产生正气压,从而使得泄压阀杆30克服解封弹簧33弹力,使得泄压阀杆30下移,从而将下端的模切料推出刀具架25,从而完成下料过程,避免不干胶出现粘黏,不便于转运的问题出现。
37.作为本发明的进一步方案,接料装置包括底面倾斜的接料斗37,接料斗37上端两侧壁水平开设有贯穿的长圆槽38,长圆槽38内分别设置有两个平行的轨道杆39,其中一个轨道杆39设置在长圆槽38端头,另外一个轨道杆39横向滑动设置在长圆槽38内壁,同一侧的两个轨道杆39端头分别转动设置有短连杆40和长连杆41,短连杆40和长连杆41相互铰接,短连杆40和长连杆41与两个轨道杆39铰接点形成等腰三角形,长连杆41下端通过l支架转动设置在顶板支架10侧壁上,两个轨道杆39上端与刀具架25之间设置有用于保持接料斗37进行水平上下横移的横移机构;横移机构包括分别转动设置在轨道杆39上且与短连杆40和长连杆41进行颠倒对称布置的夹杆43和压杆44,夹杆43和压杆44端头相互铰接,压杆44上端通过销轴支架转动设置在刀具架25下端,夹杆43和压杆44与两个轨道杆39转动铰接点形成等腰三角形;夹杆43和压杆44铰接轴下端固定设置有用于阻挡不干胶模切后切料下滑的挡板46,挡板46下端接触连接在接料斗37底端内壁上;
38.如图1和2所示,刀具架25下降使得夹杆43和压杆44之间锐角增大,且远端轨道杆39位于长圆槽38外端,从而使得两个轨道杆39间距增大,且轨道杆39外端的短连杆40和长连杆41锐角也随之增大,从而使得接料斗37出现向设备前端下方位移的趋势,且始终保持上端面水平,其次夹杆43和压杆44之间锐角增大,使得两者铰接点出现上升(相对接料斗37底面),从而使得挡板46上升,从而使得在接料斗3下降前移到现有运输不干胶贴片的模切载台外端再进行卸料,从而完成精准卸料和接料的过程。
39.作为本发明的进一步方案,电机9采用可使得设备获得更大扭矩的减速电机。
40.作为本发明的进一步方案,一种不干胶用全自动模切工艺,该不干胶用全自动模切工艺的具体步骤如下:
41.步骤一:将需要进行模切的不干胶胶条或者贴片展开铺设在可进行移动的模切载台,使得模切载台载着不干胶进行运输;
42.步骤二:启动设备的电机9,使得环桶15驱动起伏轨道18进行公转,从而使得施力杆19上下移动,从而使得往复桶12沿着固定轴11上下移动,从而使得刀具架25携带刀具进行上下移动从而对模切载台上的不干胶进行切割;
43.步骤三:再通过往复桶12沿着固定轴11上下移动时对刀具架25内的负压来回切换对模切料进行吸附和释放,从而完成退料过程;
44.步骤四:其次再通过刀具架25带动接料斗37进行保持水平进行横向和上下的倾斜移动,对刀具架25下端吸附的模切料进行准确接收,完成模切过程。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。