1.本发明涉及半导体加工领域,更具体地说,它涉及一种钛硅靶材的制备方法。
背景技术:
2.物理气相沉积(pvd)技术是在真空条件下,利用热蒸发、辉光放电、弧光放电等物理过程,实现材料的迁移,并在特定零件表面上沉积形成涂层的技术;包括真空蒸发镀膜、溅射镀膜和离子镀膜。化学气相沉积(cvd)作为一类镀膜工艺也在广泛应用,但整体来讲,pvd相较于cvd而言具有工艺温度低、生产周期短、无污染。并且pvd镀膜表面具有较好的金属光泽、膜层厚度薄、硬度高、化学性能稳定、摩擦系数小等优点。其逐渐在机械、电子、半导体、光学、航空、交通等领域迅速普及。
3.随着硬质镀膜材料的发展,从最初的tin、tic演变为ticn、tialn,如何提高膜层的耐磨性能和应用温度成为主要研究方向。在tisi靶材溅射时通入氮气形成的tisin硬质镀层,形成非晶si3n4包裹tin的特殊纳米复合结构,显著提高了涂层的硬度和抗氧化性能。使用温度可达1100℃,膜层的抗机械磨损、抗磨料磨损性能和应用温度相对ticn和tialn等有较大提高,为汽车、工模具等行业提供了更加优良的高温耐磨抗氧化膜材料。高速、干式切削成为未来刀具发展的主要方向,作为新一代刀具涂层材料而备受关注,刀具镀膜用靶材的需求量日益扩大。
4.磁控溅射制备tisin硬质膜层的关键技术之一,是提供高品质钛硅靶材。钛硅合金属于金属间化合物,现有熔炼方法制备的钛硅靶材存在着合金脆性以及成分偏析等缺点,硅添加量一般不超过重量的15%,大于15%硅添加量铸锭容易产生开裂,小于15%硅添加量容易产生成分偏析以及脆性裂纹,同时合金延性差也导致不易冷热加工,所以钛硅合金靶材难以采用熔铸方法制备。就制备方法而言,热等静压工艺针对钛硅靶材来讲是获得高品质产品较好的方法,容易获得综合性能优异的合金溅射靶材。但热等静压直接压制粉末的话,由于压制过程中变形量很大,对包套材料提出了很高的要求,大大增加了制备成本;如对毛坯进行压制的话又增加了工序,使生产过程中复杂化。sps烧结是一种快速烧结技术,在很短的时间内便可使产品致密化,晶粒尺寸可控,但快速烧结产品往往呈现很强的脆性,增加加工难度,需要热处理后进行机加工,且由于烧结时间过短,合金靶材中存在游离si相,不利于磁控溅射的进行。
5.因此需要提出一种新的方案来解决这个问题。
技术实现要素:
6.针对现有技术存在的不足,本发明的目的在于提供一种钛硅靶材的制备方法,采用真空热压法进行制备,易获得微观组织均匀、晶粒尺寸细小、易冷加工的钛硅靶材。
7.本发明的上述技术目的是通过以下技术方案得以实现的:一种钛硅靶材的制备方法,包括以下步骤:
8.a选取ti粉和si粉作为原材料、并按照原子比例引入tih2粉末;
9.b将质量份数60-90份的si粉、10-35份数的ti粉、1-10份数的tih2粉加入到行星球磨真空罐中,并对罐体进行抽真空至500pa以下;
10.c对球磨后的粉末进行过40-100目筛后放入钛罐中进行真空烧结预处理;
11.d将预烧的粉末按照产品尺寸计算出所需重量后装入热压石墨模具中;
12.e将石墨模具置于真空热压炉的压头正下方,并对模具进行预压0.5mpa-5mpa,设定烧结参数进行烧结;
13.f烧结完成后随炉降低至室温后将模具取出进行脱模操作,并对钛硅毛坯靶材进行各种机加工至所需产品要求
14.本发明进一步设置为:所述si粉纯度≥3n、d50=5-20μm;所述ti粉纯度≥3n、d50=25-60μm;所述tih2粉纯度≥3n、d50=1-10μm。
15.本发明进一步设置为:在步骤b中,球磨参数为球料比3∶1-10∶1、球磨转速150r/min-400r/min、球磨时间6-12h、装载量为球磨罐体积的1/3~2/3。
16.本发明进一步设置为:所选研磨球为高硬度锆球,磨球为φ3mm、φ6mm、φ10mm的大中小三种尺寸的配球,比例为3~5∶2~5∶2~4,所选罐体是真空罐内衬聚四氟/聚氨酯。
17.本发明进一步设置为:在步骤d中,装模时首先在底部及内部四周垫石墨纸,将粉末分次加入到石墨腔内,每加一层均需使粉末平整,然后再放石墨纸,且石墨模具及石墨纸均需均匀喷涂耐高温脱模剂。
18.本发明进一步设置为:在步骤e中,烧结参数包括:首先,将炉体抽真空至10-2
pa以下,先以3℃/min-8℃/min升温至450℃-650℃并保温1h-4h;然后以3℃/min-8℃/min升温至800℃-1000℃,保温0.5h-4h;最后以2℃/min-5℃/min升温至1200℃-1400℃;并升压至10mpa-35mpa,保温1h-6h;保温结束后,以2℃/min-5℃/min降温至800℃-1000℃。
19.本发明进一步设置为:在步骤c中,预烧温度550-750℃、预烧时间1-3h、预烧真空度10-2
pa。
20.综上所述,本发明至少具有以下有益效果:
21.①
钛源的引入采用钛粉和氢化钛粉两种粉末,氢化钛粉末在高温分解后产生氢气和原位生成钛粉,氢气的产生可以还原表面氧化的钛粉、净化粉末。
22.②
采用高转速行星球磨机并优化球磨参数及介质选择对粉末进行破碎、分散处理,得到了粒径更细、分散更均匀的粉末。
23.③
采用真空热压进行烧结,通过合理的工艺参数设置成功制备出了致密度高、微观组织均匀、相组成可控的高品质钛硅溅射靶材。
24.④
采用合理的原材料选择 真空热压,成功制备出了氧含量低、微观组织均匀、晶粒细小、致密度高及易加工的钛硅溅射靶材。
附图说明
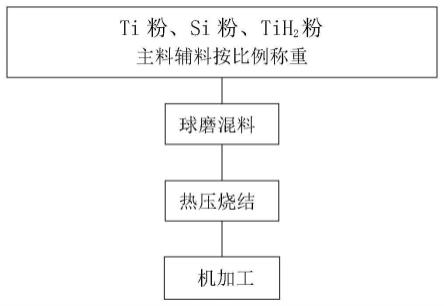
25.图1为本发明的制备方法流程图;
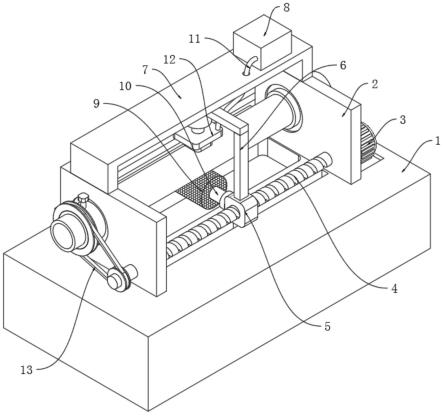
26.图2为装模示意图;
27.图3为本发明的产品实物图。
具体实施方式
28.下面结合附图和实施例,对本发明进行详细描述。
29.本发明提供一种钛硅靶材的制备方法,如图1所示:
30.a选取ti粉和si粉作为原材料、并按照原子比例引入适量的tih2粉末。本体系的选择优势在于tih2粉末在高温分解后会产生h2,可以还原表面氧化的ti粉颗粒,并起到净化粉末的作用。这样烧结出的产品具有致密度高、微观组织均匀、晶粒细小、氧含量低及易加工等优点。
31.b将质量份数60-90份数的si粉(纯度≥3n、d50=5-20μm)、10-35份数的ti粉(纯度≥3n、d50=25-60μm)、1-10份数的tih2粉(纯度≥3n、d50=1-10μm)加入到行星球磨真空罐中,并对罐体进行抽真空至500pa以下。球磨参数∶球料比3∶1-10∶1、球磨转速150r/min-400r/min、球磨时间6-12h、装载量为球磨罐体积的1/3~2/3。所选研磨球为高硬度锆球,磨球为φ3mm、φ6mm、φ10mm的大中小三种尺寸的配球,比例为3~5∶2~5∶2~4,所选罐体是真空罐内衬聚四氟/聚氨酯。
32.c对球磨后的粉末进行过40-100目筛后放入钛罐中进行真空烧结预处理,预烧温度550-750℃、预烧时间1-3h、预烧真空度10-2pa。预烧后的粉末具有气体含量少、颗粒表面洁净、活性高等优点,更有利于烧结的进行。
33.d将预烧的粉末按照产品尺寸计算出所需重量后装入热压石墨模具中,装模时首先在底部及内部四周垫石墨纸,将粉末分次加入到石墨腔内,每加一层均需使粉末平整,然后再放石墨纸,且石墨模具及石墨纸均需均匀喷涂耐高温脱模剂,如图2中的结构所示。
34.e将石墨模具置于真空热压炉的压头正下方,并对模具进行预压0.5mpa-5mpa,设定烧结参数。首先,将炉体抽真空至10-2
pa以下,先以3℃/min-8℃/min升温至450℃-650℃并保温1h-4h;然后以3℃/min-8℃/min升温至800℃-1000℃,保温0.5h-4h;最后以2℃/min-5℃/min升温至1200℃-1400℃;并升压至10mpa-35mpa,保温1h-6h;保温结束后,以2℃/min-5℃/min降温至800℃-1000℃;
35.f烧结完成后随炉降低至室温后将模具取出进行脱模操作,并对钛硅毛坯靶材进行各种机加工至所需产品要求,如图3所示。
36.以下通过具体的实施例和对比例进行详细说明:
37.实施例1
38.将质量份数85的si粉(纯度≥3n、d50=10μm)、10份数的ti粉(纯度≥3n、d50=45μm)、5份数的tih2粉(纯度≥3n、d50=2μm)加入到真空球磨罐中,抽真空至200pa。球磨参数∶球料比5∶1、球磨转速250r/min、球磨时间8h、装载量为球磨罐体积1/2。φ3mm、φ6mm、φ10mm的大中小三种尺寸的配比,为3∶4∶3。经过球磨后的粉末平均粒度为5μm左右。
39.采用100目筛网将料球筛分出来,并将粉末装入钛罐中进行真空预烧。
40.真空预烧时炉膛先抽真空至真空度10-2pa、然后以10℃/min的升温速率升温至600℃、保温2h后随炉冷却至室温。
41.将预烧后的粉末按照产品尺寸计算出所需重量后装入热压石墨模具中,装模时首先在底部及内部四周垫石墨纸,将粉末分次加入到石墨腔内,每加一层均需使粉末平整,然后再垫石墨纸,且石墨模具及石墨纸均需均匀喷涂耐高温模剂。
42.将石墨模具置于真空热压炉的压头正下方,并对模具进行预压5mpa,设定烧结参
数。首先,将炉体抽真空至10-2
pa以下,先以8℃/min升温至600℃并保温2h;然后以5℃/min升温至1000℃,保温ih;以5℃/min升温至1300℃,并加压至15mpa,保温1.5h;保温结束后,撤去压力,并以5℃/min降温至900℃;随后随炉降低至室温后将模具取出进行脱模操作,并对钛硅毛坯靶材进行各种机加工至所需产品要求。
43.实施例2
44.实施例2基本同实施例1相同,不用之处在于:粉末配比为质量份数70的si粉(纯度≥3n、d50=5μm)、质量份数为20份的ti粉(纯度≥3n、d50=25μm)、质量份数为10份的tih2粉(纯度≥3n、d50=2μm)
45.实施例3
46.实施例3基本同实施例1相同,不同之处在于:粉末配比为质量份数65份的si粉(纯度≥3n、d50=5μm)、25份的ti粉(纯度≥3n、d50=25μm)、10份数的tih2粉(纯度≥3n、d50=2μm)
47.实施例4
48.实施例4基本同实施例1相同,不同之处在于:在1400℃烧结的保温时间为1h。
49.实施例5
50.实施例5基本同实施例1相同,不同之处在于:烧结温度设定为1250℃、压制压力为25mpa。
51.对比例
52.对比例1
53.对比例1基本同实施例1相同,不同之处在于:粉末配比为质量份数85份的si粉(纯度≥3n、d50=10μm)、15份数的ti粉(纯度≥3n、d50=45μm)。
54.对比例2
55.将质量份数85份的si粉(纯度≥3n、d50=10μm)、10份数的ti粉(纯度≥3n、d50=45μm)、5份数的tih2粉(纯度≥3n、d50=2μm)加入到真空球磨罐中,抽真空至200pa。球磨参数∶球料比5∶1、球磨转速250r/min、球磨时间8h、装载量为球磨罐体积1/2。φ3mm、φ6mm、φ10mm的大中小三种尺寸的配比,为3∶4∶3。经过球磨后的粉末平均粒度为5μm左右。
56.对混合均匀的复合粉体进行喷雾造粒处理。选取pva作为粘结剂,添加粉末重量1%的pva到去离子水中,充分溶解后,将粉末加入到溶液中,加入过程中不断进行搅拌,使其形成均匀的悬浮液,悬浮液固含量为40%;并加入再加入粉末重量0.5%的聚乙二醇及粉末重量0.2%的聚醚改性硅。悬浮液充分混合后进行喷雾造粒,送料方式为蠕动泵送料。造粒参数为:进风口温度设定为280℃、出风口温度设定为100℃、离心盘转速为8500r/min;所得造粒粉粒径200目、含水量1.2%、松装密度2.27g/cm3、流动性35s。
57.对造粒粉进行冷压成型,成型压力为150mpa、保压时间5min,得到具有一定强度的素坯。
58.对冷压成型的素坯进行真空无压烧结,将炉体抽真空至10-2
pa以下,先以8℃/min升温至600℃并保温2h;然后以5℃/min升温至1000℃,保温1h;以5℃/min升温至1300℃,保温1.5h;保温结束后,撤去压力,并以5℃/min降温至900℃;随后随炉降低至室温得到毛坯。
59.对比例3-4
60.对比例3-4同实施例1大致相同,不同之处在于烧结温度为分别是1100℃、1450℃。
61.对比例5-6
62.对比例5-6同实施例1大致相同,不同之处在于压制压力为5mpa、10mpa。
63.对比例7
64.对比例7同实施例1大致相同,不同之处在于采用sps烧结方式进行。对烧结设备先预抽真空至10-2pa以下。首先,以150℃/min的升温速率升温至800℃,保温5min;再以200℃/min的升温速率升温至1300℃,并保温10min后得到钛硅毛坯靶材,经过机加工后得到产品。
65.对以上实施例和对比例进行性能测试,测试结果如下:
[0066] 致密度/%平均晶粒尺寸/μm氧含量/ppm合金化程度/%实施例199.768239100实施例299.571262100实施例399.666247100实施例499.874272100实施例599.656254100对比例199.464608100对比例295.17036194对比例397.84724487对比例499.8163261100对比例597.177270100对比例698.573266100对比例799.23622571
[0067]
从上述实施例和对比例可以看出,本发明提供的制备方法制得的钛硅合金靶材具有氧含量低、致密度高、晶粒尺寸细小、合金化程度高等优点,适用于各种刀具、模具的溅射镀膜使用。
[0068]
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。