1.本发明属于铝合金材料加工领域,尤其是关于采用压铸或挤压铸造工艺制造大型一体化铝合金产品时使用的高温模具及其制造方法。
背景技术:
2.铝合金或者铝基复合材料以其高的比强度,原材料成本低,越来越多地应用在轻量化为目的的各种运输工具的零部件,如飞机蒙皮,汽车的铝合金轮毂,双叉臂,刹车盘片,发动机壳体,发动机活塞,电动汽车电池组的壳体甚至一体化的车身、框架等大型零件,实现以铝代钢,降低整车制造成本和以及降低电动汽车能耗的目的。
3.压力铸造,简称压铸,典型的压铸工艺采用700-780℃高温下的铝合金熔体在高速,高压下充填到已经预热到150-250℃的钢制金属模具型腔,并在高压力作用下进行结晶凝固,压铸具有高效率,近净成形的优点。
4.挤压铸造,又称为“液态模锻”,是对铝合金高温熔体(或者相对低温的处于液固两相的半固态料浆混合物)采用低的充型速度和较小的熔体扰动,使铝合金高温熔体尽量在层流状态下充填模具型腔然后在高压下凝固完成,相对比传统的压铸工艺,挤压铸造可以获得更高致密度铸件的特种铸造工艺。
5.为了提高大型一体化零件的成型完整性,解决凝固过快充填不完整,零件强度上升过高,热塑性不足,挤压力被隔离,局部凝固时缩孔,缩松等缺陷时常出现的问题,传统的压铸或者挤压铸造模具,需要提升模具的预热温度控制铝合金成形零件处于热塑性等温模锻温度区间,即350-470℃进行挤压或者多向模锻,传统的模具加热方式一是在模具上打孔插入电加热管,二是局部打热流道孔然后再互相连通形成导热油的热流道对模具进行加热,这些传统的模具加热制造方法,模具的受热非常不均匀,另外传热面积也不够,模具的温度不容易均匀提升到工艺温度,虽然模具多打孔插入很多电加热管的方案可以把模具温度提升上来,但是模具不同部位的温差较大,模具容易产生热变形,刚度严重下降,影响成形产品的制造精度和模具的寿命,传统模具制造方法制造的压铸模具或者挤压铸造模具在制造成形大型一体化零件时的合格率较低,经常存在以上缺陷。
6.为改善现有技术的局限性和不足,特提出本发明。
技术实现要素:
7.具有热流道的高刚度压铸或挤压铸造模具及制造方法,其特征在于,模具的热流道采用剖分式的模具钢背板和已经粗加工有工件成形型腔的模具钢本体通过真空钎焊制造而成,真空钎焊的焊料采用高/低熔点的镍基合金粉体混合而成,其中的低熔点镍基合金粉体采用bni-2镍基合金钎料粉体,其中的高熔点镍基合金粉体采用纯镍粉和/或镍铬合金粉体,高熔点的镍基合金粉体占高/低熔点混合粉体的重量百分比介于15-35%,高/低熔点混合粉体组合高分子粘结物后制备成柔性带状焊料,其中的高分子粘结物占柔性带状焊料的重量百分比介于0.5-2.5%,柔性带状焊料放置在模具钢背板和模具钢本体的剖分对接
平面处,热流道的投影部分不放置柔性带状焊料;真空钎焊时首先在500℃以下将柔性带状焊料其中的高分子粘结物热裂解,待真空度达到并优于10-2
pa后,继续升温加热至880-920℃进行30-60min的均温化,然后继续加热到高于bni-2镍基合金钎料粉体的固相线(971℃)以上的钎焊工艺温度进行真空钎焊,钎焊工艺温度控制等同于模具钢的高韧性化处理的奥氏体化温度,介于989.9-1019.9℃,在该钎焊工艺温度下保温30-90分钟,实现剖分面处的钎焊连接,并实现焊料中的高/低熔点混合粉体处于液固两相共存状态进行真空液相烧结,通过元素的互扩散均质化,焊料的固相线和液相线均上移,液相烧结后在随后的冷却凝固后形成的钎焊连接面中间层材料具有高的强韧性,在随后的淬火过程中不容易开裂,本发明的方法在制备出完整的热流道的同时,通过在剖分面处形成高强韧的中间层材料将模具钢本体和模具钢背板钎焊连接成为一个高刚度的整体,还同步达成了模具钢的高韧性奥氏体化,在不高于1020℃此钎焊温度区间进行奥氏体化,在保证模具钢中碳化物固溶的同时,控制模具钢的晶粒长大,在随后淬火/回火后形成具有高断裂韧性的组织结构,本发明的钎焊工艺温度制备的模具钢,其冲击功高出在1020-1070℃温度区间进行奥氏体化的对比试样接近30-80%;待模具钢随炉冷却到介于950-980℃温度区间后,启动风冷淬火或者进行整体油冷淬火,待模具钢淬火冷却到80℃以下后,重新加热到530-565℃进行1-3次回火,待冷却到室温后,继续精加工模具的工件成形型腔等部分至图纸的设计尺寸。本发明焊料中的低熔点镍基合金粉体采用bni-2镍基合金钎料粉体,高熔点的镍基合金粉采用纯镍粉和/或镍铬合金粉体,粉体的粒径均控制介于
ꢀ‑
280目至 600目,过粗的粉体不容易混合均匀,液相烧结后的中间层组织不均匀,强韧性不足,容易出现淬火裂纹,过细的粉体不容易采用常规的氩气雾化工艺制备,成本过高;焊料中使用的bni-2镍基合金钎料粉体,其中的 b元素的重量百分比介于2.70-3.50%,si元素的重量百分比介于4.00-5.00%, cr元素的重量百分比介于6.00-8.00%,fe元素的的重量百分比介于2.50
‑ꢀ
3.50%,c元素的重量百分比小于0.06%,ni余量;纯镍粉其中的镍元素的含量大于99.5%;镍铬合金粉体,其中的铬元素的重量百分比介于0-15%,ni余量,焊料中过高的铬元素可能会影响钎焊连接面处元素互扩散区域模具钢的断裂韧性。
8.模具的热流道采用剖分式的模具钢背板和已经粗加工有工件成形型腔的模具钢本体,在剖分面处分别采用机加工或者电火花加工出热流道的部分型腔,然后将剖分面处合拢,采用真空钎焊将剖分面形成连接,剖分面可以是一个平面或者是多个阶梯平行平面组成的剖分面,热流道的宽度w1与(w1 w2) 之比介于20-45%,单个热流道的截面积介于0.8-8cm2。过宽或者截面积过大的单个热流道会严重影响模具的刚度,过窄或者截面积过小的热流道传热能力不足。
9.以下对本发明的优势进行进一步阐释。
附图说明
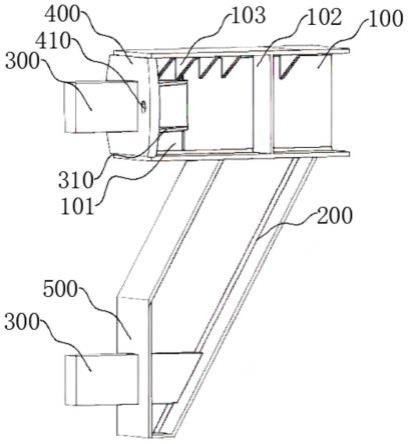
10.图1为采用本发明的制造方法制造高温高刚度压铸或者挤压铸造模具的原理的原理示意图,其中1为粗加工好的成形工件的型腔,2为模具钢本体, 3为保温材料,4为剖分面即钎焊连接面,5为热流道孔,6为模具钢背板,7 为高温传热介质的出口接头,8为高温传热介质的进口接头,9为接头与模具之间的钎焊连接处,10为保温材料,图1中w1表示为热流道的宽度,w2表示相临热流道之间的间隔宽度。
具体实施方式
11.以下所述实施例以本发明的技术方案和精神要义为前提进行实施,给出了详细的实施方式和具体的工艺,但并不限制本发明专利的保护范围,凡采用替换或等效变换的形式所获得技术方案,如适当调整低熔点镍基焊料或者高熔点镍基合金粉体的配方,诸如加入部分w,mo,nb等强化元素,均应理解为落在本发明的保护范围内。
12.实施例1.
13.具有热流道的挤压铸造模具,热流道采用本发明说明书附图1所示意的剖分式的模具钢背板和已经粗加工有工件成形型腔的模具钢本体通过真空钎焊制造而成,真空钎焊的焊料采用高/低熔点的镍基合金粉体混合而成,其中的低熔点镍基合金粉体采用bni-2镍基合金钎料粉体,其中的高熔点镍基合金粉体采用镍铬合金ni80cr20粉体,高熔点的镍基合金粉体占高/低熔点混合粉体的重量百分比为25%,高/低熔点混合粉体组合高分子粘结物后制备成柔性带状焊料,其中的高分子粘结物占柔性带状焊料的重量百分比为1.5%,柔性带状焊料放置在模具钢背板和模具钢本体的剖分对接平面处,热流道的投影部分不放置柔性带状焊料;真空钎焊时首先在450℃以下将柔性带状焊料其中的高分子粘结物热裂解,待真空度达到并优于10-2
pa后,继续升温加热至910-920℃进行60min的均温化,然后继续加热到高于bni-2镍基合金钎料粉体的固相线以上的钎焊工艺温度进行真空钎焊,钎焊工艺温度控制等同于模具钢的奥氏体化温度,介于990-1010℃,在该钎焊工艺温度下保温60 分钟,实现剖分面处的钎焊连接,并实现焊料中的高/低熔点混合粉体处于液固两相共存状态进行真空液相烧结,通过元素的互扩散均质化,焊料的液/固相线均上移,液相烧结后冷却凝固后形成的钎焊连接面中间层材料具有高的强韧性,在随后的淬火过程中不容易开裂,本发明的方法在制备出完整的热流道的同时,通过在剖分面处形成高强韧的中间层材料将模具钢本体和模具钢背板钎焊连接成为一个高刚度的整体,还同步达成了模具钢的奥氏体化;待模具钢随炉冷却到介于960-970℃温度区间后,启动强制风冷淬火,待模具钢淬火冷却到80℃以下后,重新加热到535-545℃进行两次回火,待冷却到室温后,继续精加工模具的工件成形型腔等部分至图纸的设计尺寸。
14.bni-2镍基合金钎料粉体,高熔点的镍基合金粉采用镍铬合金ni90cr10 粉体,粉体的粒径均控制介于-280目至 500目;bni-2镍基合金钎料粉体,其中的b元素的重量百分比介于2.90-3.10%,si元素的重量百分比介于4.00
‑ꢀ
4.20%,cr元素的重量百分比介于7.00-8.00%,fe元素的的重量百分比介于 2.50-3.50%,c元素的重量百分比小于0.05%,ni余量;镍铬合金ni90cr10 粉体,其中的铬元素的重量百分比介于10-11%,ni余量。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。