技术特征:
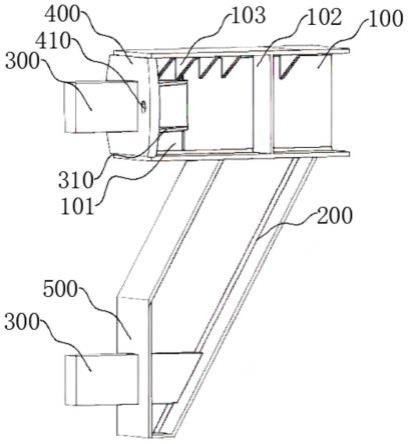
1.一种公路现浇梁用插板式钢支架的焊接方法,其特征在于:包括以下步骤:s1、先将横撑架(100)的后端底面与斜撑架(200)的顶端呈55-60度夹角焊接成钢支架;s2、然后将两块厚度为40mm的钢板靠近焊接,且中间夹焊厚度为9-10mm的钢板,进而焊接形成插板组(300),接着再焊接一个插板组(300);s3、同时将厚度为9-10mm的钢板一端与两块厚度为40mm的钢板一端对齐,并控制厚度为9-10mm的钢板的长度小于厚度为40mm的钢板;s4、再将一个插板组(300)的间隙一端穿过横架封板(400)端面中部并做坡口焊接;s5、接着将另一个插板组(300)的间隙一端穿过斜架封板(500)顶面中部并做坡口焊接,并将此插板组(300)的间隙端切割成斜面;s6、然后将步骤s4中的插板组(300)间隙端与横撑架(100)的竖向筋板插接,并使横架封板(400)与横撑架(100)端面对齐,接着将插板组(300)与横撑架(100)接触缝全部做坡口焊接;s7、按步骤s6的操作将步骤s5中的插板组(300)和斜架封板(500)与斜撑架(200)下端面做坡口焊接;s8、检查并调整上下方两个插板组(300)的间距为989mm;s9、然后将腹板(101)与定位板(310)的侧边呈垂直做坡口焊接,并焊接四组;s10、再将步骤s9中的四组腹板(101)和定位板(310)焊接到横撑架(100)的竖向筋板两侧,并使定位板(310)焊接于横撑架(100)端部的插板组(300)上;s11、接着将一对加强板(102)焊接于横撑架(100)的中部且远离插板组(300)处;s12、再将若干抗压板(103)等间距焊接于加强板(102)前后方,且沿横撑架(100)顶部内侧分布;s13、所有焊缝的厚度和宽度不少于12mm,且采用不低于e5015(j507)型等级的焊条;步骤s1中的钢支架包括呈h型的横撑架(100)和斜撑架(200),所述斜撑架(200)的顶端焊接于横撑架(100)的后端底面,并呈55-60度夹角,所述横撑架(100)的前端和斜撑架(200)的前端分别焊接有横架封板(400)和斜架封板(500),所述横架封板(400)和斜架封板(500)的端面中部均贯穿有插板组(300)并在连接处做坡口焊接,所述插板组(300)由两个厚度为40mm和一个厚度为9-10mm的钢板呈夹心状焊接组成。2.根据权利要求1所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:所述横撑架(100)和斜撑架(200)以及钢板均采用q345的钢材制成,所述横撑架(100)的平行面间距为400mm,所述斜撑架(200)的平行面间距为340mm,所述横撑架(100)和斜撑架(200)的中间筋板呈竖向设置。3.根据权利要求1所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:所述插板组(300)的宽度为180mm,所述插板组(300)与横架封板(400)焊接后的外露长度为240-250mm,所述插板组(300)与斜架封板(500)焊接后的外露长度为240-250mm,所述插板组(300)穿过横架封板(400)的长度为178-180mm。4.根据权利要求1所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:所述横撑架(100)的中部焊接有加强板(102),所述加强板(102)与横撑架(100)后端的间距为284-285mm。5.根据权利要求1所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:所述横
撑架(100)的前端内侧焊接有腹板(101),所述腹板(101)朝向插板组(300)的侧边焊接有定位板(310),所述腹板(101)和定位板(310)的厚度为12mm。6.根据权利要求1所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:所述横撑架(100)的顶部内侧沿其长度方向等间距焊接有若干抗压板(103),所述抗压板(103)为三角块结构。7.根据权利要求1所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:位于斜撑架(200)下端的所述插板组(300)的内端开设有斜面,且斜面与斜撑架(200)的内侧斜面焊接。8.根据权利要求1所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:所述横架封板(400)的端面对称开设有拉杆孔(410),一对所述拉杆孔(410)关于横撑架(100)的竖向筋板呈对称设置,所述拉杆孔(410)内部插接有螺纹钢筋(420)。9.根据权利要求8所述的公路现浇梁用插板式钢支架的焊接方法,其特征在于:所述拉杆孔(410)的内径为32mm,一对所述拉杆孔(410)的间距为206-210mm。
技术总结
本发明涉及桥梁钢架技术领域,具体为一种公路现浇梁用插板式钢支架的焊接方法,包括以下步骤:先呈60度夹角焊接横撑架和斜撑架,然后焊接若干插板组和横架封板、插板组和斜架封板,再将横架封板和斜架封板分别与横撑架和斜撑架的端面做坡口焊接,并调整两个插板组的间距为989mm,然后在横撑架内部焊接加强板,并在加强板前后方焊接若干抗压板。本发明通过设置的由横撑架和斜撑架呈夹角结构焊接的钢支架,并在横撑架和斜撑架前端焊接了插板组,其整体水平力由螺纹钢筋张拉承受,其整体竖直力由插板组抗剪承受,插板组分成上下支点,分别承受竖直力,分散了集中应力,有效减小了以往一个支点局部应力过大的弊端,具有实用价值。具有实用价值。具有实用价值。
技术研发人员:叶迪 金科 朱江川 付明固 李寅峰 赵勇 李锌 向永贵 李立鹏 段玉龙
受保护的技术使用者:云南省建设投资控股集团有限公司
技术研发日:2022.08.11
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。