技术特征:
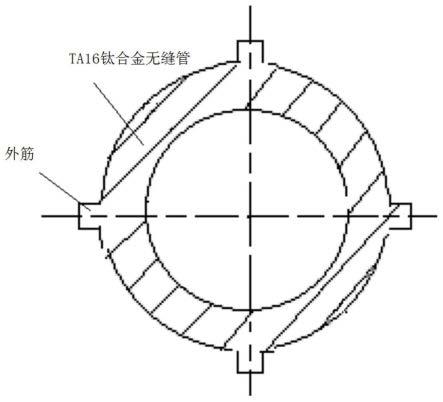
1.一种ta16钛合金带筋异型无缝管的制备方法,其特征在于,包括如下步骤:步骤一:三次var熔炼得到ta16钛合金铸锭;步骤二:ta16钛合金铸锭制成ta16钛合金圆棒,且探伤ta16钛合金圆棒达到gb/t5193标准的aa级;步骤三:ta16钛合金圆棒制成空心管坯,空心管坯的壁厚极差≤0.1mm;步骤四:空心管坯在二辊冷轧管机经3道次冷轧制成外径为d1、壁厚为s1的ta16钛合金无缝管,且每道次冷轧后进行真空退火;冷轧工艺设计保证每一道次冷轧的变形率ε和k值比上一道次大;外径为da、壁厚为sa的钛合金管冷轧一道次成外径为db、壁厚为sb的钛合金管,该道次冷轧的变形率ε计算公式为:ε=((da-sa)
×
sa-(db-sb)
×
sb)/((da-sa)
×
sa);该道次冷轧的k值计算公式为:k=(sa-sb)
×
da/(da-db)
×
sa;步骤五:将步骤四得到的外径为d1、壁厚为s1的ta16钛合金无缝管在二辊冷轧管机上经变形率ε为34%~35%、k值为2.9~3.0的一道次冷轧制成ta16钛合金带筋异型无缝管;步骤六:将步骤五制成的ta16钛合金带筋异型无缝管酸洗、真空退火、检查、包装。2.根据权利要求1所述的一种ta16钛合金带筋异型无缝管的制备方法,其特征在于,步骤二中,ta16钛合金铸锭经4火次三墩三拔自由锻、1火次热轧、2火次径锻制成ta16钛合金圆棒。3.根据权利要求1所述的一种ta16钛合金带筋异型无缝管的制备方法,其特征在于,步骤三中,ta16钛合金圆棒经钻孔、内镗、外车机加工制成空心管坯。4.根据权利要求1所述的一种ta16钛合金带筋异型无缝管的制备方法,其特征在于,步骤四中,经变形率为ε的冷轧的外径为db、壁厚为sb的钛合金管的真空退火工艺为:升温速度2℃/分钟,真空退火温度为(600 300
×
ε)℃、保温时间为55
×
sb分钟。5.根据权利要求1所述的一种ta16钛合金带筋异型无缝管的制备方法,其特征在于,步骤五中,二辊冷轧管机孔型工作段总长l,其由减径段、减径减壁段、精整段组成,其中减径段的长度为孔型工作段总长l的5%,减径减壁段的长度为孔型工作段总长l的15%,减径段、减径减壁段、精整段刻有沟槽,沟槽的宽度和深度分别比ta16钛合金带筋异型无缝管外表面直筋的宽度和高度大0.2mm,二辊皮尔格冷轧管机采用单回转、单喂入,伺服电机驱动的入口卡盘和伺服电机驱动的芯杆回转角同步设置为90
°
,喂入量与步骤四得到的ta16钛合金无缝管的壁厚s1数值相同,每分钟轧制40~50次。
技术总结
本发明提供一种TA16钛合金带筋异型无缝管的制备方法,包括如下步骤:步骤一:三次VAR熔炼得到钛合金铸锭;步骤二:钛合金铸锭制成钛合金圆棒;步骤三:钛合金圆棒制成空心管坯;步骤四:空心管坯在二辊冷轧管机经3道次冷轧制成钛合金无缝管,且每道次冷轧后进行真空退火;冷轧工艺设计保证每一道次冷轧的变形率ε和K值比上一道次大;步骤五:将钛合金无缝管在二辊冷轧管机上经变形率ε为34%~35%、K值为2.9~3.0的一道次冷轧制成钛合金带筋异型无缝管;步骤六:将步骤五制成的钛合金带筋异型无缝管酸洗、真空退火、检查、包装。本方法制成的产品成分均匀、尺寸精度高、强度塑性匹配性好;加工工艺稳定,成材率高,成本低。成本低。成本低。
技术研发人员:江健
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:2022.10.25
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。