1.本技术属于微纳3d打印和微细电路增材制造技术领域,尤其涉及一种打印大面积高密度微细电路的阵列喷头装置及方法,特别是一种适用于电场驱动喷射微纳3d打印柔性制造可变线间距高密度阵列喷头及方法。
背景技术:
2.大面积透明电极、大尺寸电加热玻璃(如汽车、舰船等前风挡玻璃)、大尺寸透明电磁屏蔽玻璃、高密度电路互联电路等许多领域,为了满足高性能、微型化、集成化、多功能化的要求,对于线宽和线距的要求越来越高,即需要越来越小的线宽和线距。例如高性能透明电磁屏蔽玻璃要求线宽小于10微米,线距(间距或者周期)小于200微米,玻璃基材的尺寸超过500mm
×
500mm;汽车、舰船等前风挡电加热除雾除霜玻璃的尺寸超过m级以上的尺度。高密度互联电路,要求的线宽和线距小于75微米,有的甚至要求线宽和线距小于10微米。
3.因此,目前工业界对于大尺寸、高密度、高精度微细电路有着越来越巨大产业需求。但是,如何实现大面积高密度微细电路制造,尤其是如何高效、低成本制造大面积高密度微细电路是一个挑战性难题。
4.目前制造微细电路的技术主要包括:光刻、激光微细加工、气溶胶喷射打印、电喷印、电场驱动喷射微纳3d打印、喷墨打印、丝网印刷等。丝网印刷和喷墨打印难以实现线宽20微米以下微细电路的制造,而且其制造的电路线边缘粗糙度较差。光刻结合刻蚀等工艺能够实现亚微尺度、纳尺度微细电路的制造,但是制造成本高、周期长,材料浪费严重,生产环境要求高,尤其是还会产生较多的三废,环境污染严重。激光微细加工不但难以实现线宽10微米以下微细电路的制造,而且加工微细电路的线边缘粗糙度差。气溶胶喷射打印虽然能实现线宽10微米以下微细电路的制造,但是微细电路的形貌尤其是线边缘粗糙度非常差,尤其是在间距小于20微米以下时,电路周围喷射的散点容易引起短路,无法实现高密度微细电路的制造。此外,气溶胶喷射基本都是单喷头,生产效率低。电喷印、电场驱动喷射微纳3d打印在制造大面积高密度微细电路方面具有较为显著的优势,但是,一方面,他们大都使用单喷头,生产效率低;另一方面,他们由于电场的串扰,使用多喷头阵列,喷头的间距尺寸较大(通常大于3毫米),而且间距固定,无法根据实际需要,任意柔性的调节。也难以实现大面积高密度微细电路的制造。因此,亟待开发新的技术和装置,实现大面积高密度微细电路高效和低成本制造。
5.本背景技术所公开的上述信息仅仅用于增加对本技术背景技术的理解,因此,其可能包括不构成本领域普通技术人员已知的现有技术。
技术实现要素:
6.为克服上述现有技术的不足,本技术公开了一种打印大面积高密度微细电路的阵列喷头装置及方法,利用所述阵列喷头装置,并结合单平板电极电场驱动喷射沉积微纳3d打印技术,能够实现大面积高密度微细电路高效和低成本制造,而且还具有打印微细电路
间距任意调节,尤其还能通过多组阵列喷头的细分功能,实现超高密度,超小间距的并行高效打印。
7.为实现上述目的,本技术采用如下技术方案:
8.在本技术的一些实施例中,一种打印大面积高密度微细电路的阵列喷头装置,其特征在于,所述阵列喷头装置包括多组喷头模组,所述多组喷头模组位于所述阵列喷头装置的最下端,其用于将打印材料,阵列打印成所需电路;
9.连接架(40),位于所述喷头模组上方,且与其相连;
10.旋转平台模块(50),所述旋转平台模块(50)与所述连接架(40)相连接,由所述旋转平台模块的转动,实现在避免电场、流场串扰的情况下,带动连接架下方的多组喷头模组旋转,以减小打印间距;
11.每组所述喷头模组均包括多个喷嘴,固定喷头模组的转接板以及带动喷头模组转接板水平移动的运动模块,所述运动模块设置于所述连接架内,每组所述喷头模组的喷头置于最下端,每个喷头上端与转接板的下端相连接,转接板的上端与运动模块相连接;转接板的一侧端面设置打印材料进料口,另一侧端面设置进气口;
12.通过运动模块带动阵列喷头模组水平移动,以及旋转平台模块带动整个喷头模组旋转进一步减小打印间距,实现在避免电场、流场串扰情况下,进一步减小打印间距,实现大面积高密度微细电路的制造。
13.在本技术的一些实施例中,所述喷头模组的转接板的进料口与每个喷嘴相连通,进气口与每个喷嘴相连通。
14.在本技术的一些实施例中,所述喷头模组的数量至少为3组。
15.在本技术的一些实施例中,所述连接架至少连接3组喷头模组。
16.在本技术的一些实施例中,所述喷头模组包括至少4个喷嘴,所述喷嘴的材料包括但不限于金属喷嘴、玻璃喷嘴、塑料喷嘴、陶瓷喷嘴、硅基喷嘴等。
17.在本技术的一些实施例中,所述喷嘴的尺寸为100纳米-500微米。
18.在本技术的一些实施例中,所述运动模块带动喷头模组转接板水平移动的方式包括但不限于手动、电动驱动,电动驱动包括步进电机、伺服电机、压电驱动等,定位精度不低于1微米。
19.在本技术的一些实施例中,所述旋转平台模块包括手动和电动两种方式,定位精度不低于5弧秒。
20.在本技术的一些实施例中,所述喷头模组中喷嘴的间距尺寸为1mm-10mm。
21.在本技术的一些实施例中,所述一种打印大面积高密度微细电路的阵列喷头装置,至少能够实现超小间距1um-5mm。
22.在本技术的一些实施例中,相邻阵列喷头模组喷嘴垂直方向的距离为1-10mm。
23.在本技术的一些实施例中,还提供了一种打印大面积高密度微细电路方法,包括以下步骤:
24.步骤1:打印喷头的调整和设置:
25.设定阵列喷头模组数量为n1,每个阵列喷头模组包含喷嘴数量为n2,喷嘴内径为d,同一阵列喷头模组中相邻喷嘴间间距为l1,相邻阵列喷头模组喷嘴间垂直距离为l2;根据所要打印的微细电路的特征尺寸,首先,优化设计每组喷头模组的的位置,确定阵列喷头
模组的位移的距离s1-sn1以及旋转平台模块的旋转角度θ;
26.然后通过每组喷头模组的水平运动模块将其调整的设计的位置,根据实际需要,通过旋转平台模块带动连接架,实现整个喷头模组旋转到设计的角度位置,进一步减小打印微细电路的间距;结合水平运动模块带动一个阵列喷头模组和旋转平台模块带动整个喷头模组旋转进一步减小打印间距,实现在避免电场、流场的串扰情况下,实现高密度微细电路制造,尤其是高密度微细电路高效制造;
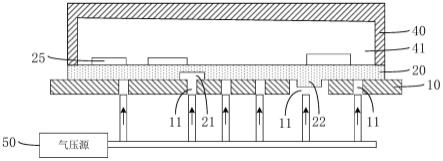
27.步骤2:通过供料装置,分别向每个喷头模组供料;随后开启进气口,设置到需要的启动压力;
28.步骤3:设置打印工艺参数;
29.设置平板电极的打印电压、背压、打印速度、打印平台的加热温度、打印高度参数,根据打印程序,开始打印;
30.打印完成第一层,打印工艺参数相应的调整,进行下一层的打印;
31.逐层打印,直至打印完成;
32.步骤4:后处理;
33.将打印完成的制件进行烧结,导电化处理。
34.在本技术的一些实施例中,向每个喷头模组供料材料包括但不限于纳米导电银浆、导电油墨、导电聚合物、碳浆等以及它们的任意组合。
35.与现有技术相比,本技术的有益效果是:
36.(1)在相邻喷嘴间距较大条件下(电场、流场等所引起的串扰不出现的最小临界距离),通过喷头模组的细分,以及旋转平台模块带动整个喷头模组旋转一定的角度再进一步减小打印间距,实现大面积高密度微细电路的制造。现有的电喷印、电场驱动喷射微纳3d打印、材料挤出3d打印(墨水直写)等使用的阵列喷头,为了避免相邻喷头的串扰或者干扰等,相邻的喷头间距一般都大于3毫米,一方面无法实现高密度微细电路并行制造,而且,喷头间距固定,尤其是无法随意调节打印微细电路的间距。
37.(2)利用本技术的阵列喷头装置和工作方法,结合单平板电极微纳3d打印工艺,能够实现大尺寸高密度微细电路高效和低成本制造。
38.(3)微细电路的间距可以任意调节。在不改变机械结构的条件下,提高打印喷头的适应性和高度柔性以及灵活性。
39.(4)这个打印喷头也能用于挤出、喷射等其它微纳3d打印工艺。
40.(5)结合不同的打印材料,可以实现大面积异质微细电路的制造。
41.(6)所述装置结构简单、成本低。
42.(7)基于该高效打印大面积高密度微细电路的阵列喷头装置,其工作方法的实现工艺简单,适应性和柔性度高。
43.本技术为大面积高密度微细电路并行高效制造提供了一种工业级的解决方案。
附图说明
44.图1为本技术一些实施例中的大面积高密度微细电路的阵列喷头装置的结构示意图。
45.图2为本技术一些实施例中的大面积高密度微细电路的阵列喷头装置的一个阵列
喷头模组结构示意图。
46.图3为本技术一些实施例中的转接板剖视图。
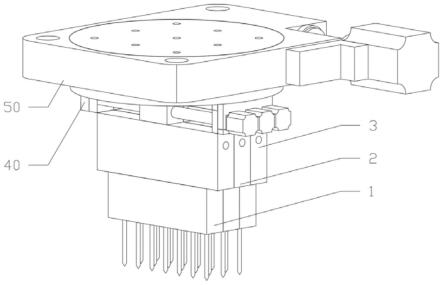
47.图中,1-第一喷头模组、1011-喷嘴、102-转接板、103-运动模块、1023-材料进料口、1024-进气口、2-第二喷头模组、3-喷头模组、40-连接架、50-旋转平台模块。
具体实施方式
48.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
49.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
50.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
51.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
52.在本技术的一些实施例中,打印喷头装置包括至少3组的喷头模组(1,2,3,n等),连接架(40),旋转平台模块(50)。其中,喷头模组(1,2,3,n等)置于最下端,并与连接架(40)相连,连接架(40)与旋转平台(50)相连接。第一喷头模组(1)包括不少于4个的喷嘴,固定喷头模组1的转接板(102),带动喷头模组(1)转接板(102)水平移动的运动模块(103);所述喷头模组(1)的喷头置于最下端,每个喷头上端与转接板(102)的下端相连接,转接板(102)的上端与运动模块(103)相连接;转接板(102)的一侧端面(1021)设置打印材料进料口(1023),另一侧端面(1022)设置进气口(1024)。
53.第二喷头模组(2)包括不少于4个的喷嘴,固定喷头模组的转接板,带动喷头模组(2)转接板水平移动的运动模块。所述喷头模组(2)的喷头置于最下端,每个喷头上端与转接板的下端相连接,转接板的上端与运动模块相连接。转接板的一侧端面设置打印材料进料口,另一侧端面设置进气口。第三喷头模组(3)包括不少于4个的喷嘴,固定喷头模组的转接板,带动喷头模组转接板水平移动的运动模块。
54.所述喷头模组(3)的喷头置于最下端,每个喷头上端与转接板的下端相连接,转接板的上端与运动模块相连接,转接板的一侧端面设置打印材料进料口,另一侧端面设置进气口。
55.在本技术的一些实施例中,提供了一种用于高效打印大面积高密度微细电路的阵
列喷头装置,如图1所示,它包括喷头模组1,喷头模组2,喷头模组3,连接架40,旋转平台50。连接架40通过螺栓连接到旋转平台50的定位孔上,喷头模组1顶端的水平运动模块103固定在连接架最前端,喷头模组2顶端的水平运动模块203固定在连接架中间,喷头模组3顶端的水平运动模块303固定在连接架最后端。
56.如图2所示,喷头模组1包括喷嘴1011、喷嘴1012、喷嘴1013、喷嘴1014、喷嘴1015、喷嘴1016、喷嘴1017、转接板102、水平运动模块103,所述喷嘴1011、喷嘴1012、喷嘴1013、喷嘴1014、喷嘴1015、喷嘴1016、喷嘴1017固定在转接板102底部,所述转接板102顶端连接在水平运动模块103底部。
57.转接板1内部流道的剖视图如图3所示,其右侧设有进料口1023,左侧设有进气口1024。
58.所述阵列喷头模组数量n1为3,每个阵列喷头模组包括喷嘴的数量n2为7。
59.所述同一阵列喷头模组中相邻喷嘴的间距l1为5mm,相邻阵列喷头模组间喷嘴间垂直距离l2为5mm。
60.所述喷嘴均选用内径d为40um的玻璃喷嘴。
61.所述水平运动模块103、水平运动模块203、水平运动模块303选用精密电动平移台,采用精密滚珠丝杠传动,通过伺服电机驱动,重复定位精度不低于1um。
62.所述旋转平台模块50选用精密电动旋转台,采用蜗轮蜗杆传动,通过伺服电机驱动,重复定位精度不低于0.001
°
,工作行程200mm。
63.为了使得本领域技术人员能够更加清楚地了解本技术的技术方案,以下将结合具体的实施例详细说明本技术的技术方案。
64.本实施例选用纳米导电银浆作为打印材料,选用打印基材选用3000
×
3000
×
2mm的普通玻璃,平板电极选用3500
×
3500
×
5mm的铜板,打印面积为2500
×
2500mm、线间距为200um、线宽为20um的导电银线栅图案,具体打印工艺过程如下:
65.步骤1:根据所要打印的微细电路的线宽和间距等特征尺寸,计算出第二个阵列喷头模组需要向右移动的距离s2为43.033mm,第二个阵列喷头模组需要向右移动的距离s2为86.066mm,旋转平台模块需要逆时针旋转的角度θ为83.108
°
。随后通过水平移动模块203将喷头模组2向右移动43.033mm,通过水平移动模块303将第三喷头模组3向右移动86.066mm,通过旋转平台模块50将三个喷头模组逆时针旋转83.108
°
。
66.步骤2:分别通过供料口1023、供料口2023、供料口3023向每个喷头模组装入纳米导电银浆;随后开启进气口1024、进气口2024、进气口3024,设定启动压力为200kpa。
67.步骤3:设置平板电极的打印电压为900v、背压为180kpa、打印速度20mm/s、打印平台的加热温度为60℃、打印高度为0.09mm,输入图案的打印程序,开始打印。
68.打印完成第一层,将打印高度提高0.02mm,电压提高20v,进行下一层的打印,逐层打印,直至打印完成。
69.步骤4:将打印完成的制件进行135℃烧结40分钟,进行导电化处理。
70.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不驱使相应技术方案的本质脱离本技术各实施例技术方案的精神和
范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。