1.本发明涉及芯片封装技术领域,特别涉及一种半导体封装注塑模具、半导体封装注塑装置及半导体封装注塑方法。
背景技术:
2.半导体封装将微电子芯片(chip)贴合在塑封基板上,并利用塑封材料进行封装。其中,可以使用模塑矩阵阵列封装(molded matrix array package,mmap)方法将芯片固定封装在塑封基板上。
3.待注塑封装的塑封基板的两个表面并不是纯平的,塑封基板的上表面封装有微电子芯片或一些其他电学器件,塑封基板靠近底模的下表面会设置有焊点或某些贴片器件,因此会在塑封基板下表面形成凹槽或空腔。但是利用mmap方法进行封装时,由于对塑封基板的上表面进行注塑转移成型时,会对塑封基板的上表面产生一定的高压,在最终的转移成型保持阶段的压力甚至会大于6mpa。
4.当塑封基板的上表面承受向下的高压,而塑封基板下表面具有凹槽或空腔,所述塑封基板会发生翘曲,容易造成微电子芯片或一些其他电学器件的电学接触受损、脱落,甚至严重时造成塑封基板的断裂或微电子芯片的破碎。
5.为了解决上述问题,现有技术中针对不同的塑封基板设计不同的封装底模,底模在塑封基板下表面凹槽或空腔对应的位置设置凸起结构,使得转移成型时底模和塑封基板之间不存在空腔,从而避免塑封基板受到应力发生翘曲。但针对每一个塑封基板都设计专用的底模,在特定位置形成一些凸起结构,成本太高,且延长了交货时间。同时在成本的压力下,当前的底模加工技术形成的底模的制作精度有限,和塑封基板之间并不能完全贴合,仍然有一些空腔存在,底模无法提供完美的支撑,塑封基板注塑时仍会受到应力的影响。
技术实现要素:
6.本发明为了克服现有技术的不足,提供一种半导体封装注塑模具、半导体封装注塑装置及半导体封装注塑方法。
7.为了实现上述目的,本发明实施例还提供了一种半导体封装注塑模具,包括:
8.底模和顶模,所述底模的上表面用于与待封装的基板的下表面相贴合,所述顶模与所述底模相配合,所述顶模具有塑封腔,所述塑封腔朝向基板上表面且用于容纳所述基板上表面形成的塑封层,所述底模对应基板的位置具有贯穿底模的通孔,所述通孔用于与外接的压力源相连。
9.可选的,所述基板的下表面具有凹槽或凸起,所述通孔设置在对应凹槽或凸起的位置。
10.可选的,当所述基板的下表面具有凸起,所述通孔的尺寸大于凸起的尺寸。
11.可选的,所述通孔的数量为多个,均匀分布在对应基板的正下方。
12.可选的,所述底模的上表面为平整表面。
13.本发明实施例还提供了一种半导体封装注塑装置,包括:底模、顶模、压力源、基板,所述底模的上表面与所述基板的下表面相贴合,所述顶模与所述底模相配合,所述顶模具有塑封腔,所述塑封腔朝向基板上表面且用于容纳所述基板上表面形成的塑封层,所述底模对应基板的位置具有贯穿底模的通孔,所述通孔与压力源相连,利用压力源产生的对基板下表面的压力平衡注塑时对基板上表面的压力。
14.可选的,所述基板的下表面具有凹槽和/或凸起,所述通孔至少设置在对应凹槽和/或凸起的位置。
15.可选的,每一个凹槽至少对应一个通孔。
16.可选的,当所述基板的下表面具有凸起,对应的通孔的尺寸大于凸起的尺寸。
17.可选的,对应凹槽或凸起的通孔内或基板下表面设置有压力传感器。
18.可选的,底模中不同通孔对应的压力不同,形成不同的压力分布。
19.可选的,不同时间同一通孔对应的压力可调。
20.可选的,所述压力源为气压源或液压源。
21.可选的,所述注塑的工艺为转移成型注塑工艺。
22.本发明实施例还提供了一种所述半导体封装注塑装置的半导体封装注塑方法,包括:
23.将底模、基板、顶模叠加后夹紧固定,所述底模的上表面与所述基板的下表面相贴合,所述顶模的塑封腔朝向基板上表面且所述顶模与基板上表面相贴合;
24.对所述基板上表面利用转移成型工艺形成塑封层时,利用压力源通过底模的通孔对基板下表面施加压力,压力源产生的对基板下表面的压力平衡注塑时对基板上表面的压力。
25.可选的,当转移成型时对基板上表面的压力超过预设值,打开压力源,利用压力源通过底模的通孔对基板下表面施加压力。
26.可选的,在转移成型过程中,通过检测基板上表面产生的压力实时计算基板下表面对应需要施加的压力,并利用压力源通过底模的通孔对基板下表面施加对应的压力。
27.可选的,根据不同的基板,底模中不同通孔对应的压力不同,形成不同的压力分布。
28.可选的,所述注塑的工艺为转移成型注塑工艺。
29.综上所述,本发明的有益效果在于:
30.本发明的底模在对应基板的位置具有通孔,所述通孔与外接的压力源相连,当进行注塑转移成型时,利用压力源产生的对基板下表面的压力平衡注塑时对基板上表面的压力,使得基板受到的应力减小,基板不会发生翘曲,避免其上的微电子芯片和基板的电学性能受损。
31.进一步的,当不同通孔对应的外接的压力源的气压可调,使得针对不同的基板,通过调整不同的通孔对应的气压即可实现基板上表面和下表面的压力平衡,不需要针对不同的基板定制特定的底模,大大降低了成本和生产时间。
32.为让本发明的上述和其它目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合附图,作详细说明如下。
附图说明
33.图1为本发明第一实施例的半导体封装注塑装置的结构示意图;
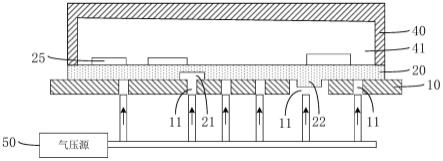
34.图2为本发明第二实施例的半导体封装注塑装置的结构示意图;
35.图3为本发明第二实施例的半导体封装注塑装置的注塑形成塑封层的结构示意图;
36.图4是本发明实施例的半导体封装注塑方法的流程示意图。
具体实施方式
37.为了便于本领域技术人员的理解,下面将结合具体实施例对本发明作进一步详细描述。在下列描述中,描述了众多具体细节(例如:具体材料、尺寸和操作参数等)以提供对本发明的全面理解,且在具体细节中没有描述公知的微电子设计和封装技术,以避免不必要地使本发明变得不清晰。本说明书通篇提及的“实施方式或实施例”指与该实施方式一起描述的具体特征、结构、材料或性能包含于本发明的至少一种实施方式中。因此,在整个说明书中的各个位置出现的短语“在一种实施例中”并不必然是指本发明的同一个实施例。此外,可以以任何合适的方式将所述具体的特征、结构、材料或性能结合于一个或多个实施方式中。
38.本文使用的术语“在
……
之上”、“在
……
之下”、“在
……
之间”和“上面”是指一个结构或层相对于其它结构或层的相对位置。同样,例如,沉积或设置在另一个层之上或之下的一个层可以直接与所述另一个层接触或可以具有一个或多个中间层。另外,沉积或设置在各层之间的一层可以直接与各层接触或者可以具有一个或多个中间层。而且,沉积或设置在层之间的一个层可以直接与所述层接触或者可以具有一个或多个中间层。相反,位于第二层或第二结构的“上面”的第一层或第一结构与所述第二层或第二结构接触。另外,假定相对于起始的基板进行沉积、修饰和除去膜的操作时,则提供一个结构相对于另一个结构的相对位置,而无需考虑该基板的绝对方位。
39.请参考图2和图3,本发明实施例首先提供了一种半导体封装注塑装置,包括:
40.底模10、顶模40、压力源50、基板20,所述顶模与所述底模相配合使得所述底模10、基板20、顶模40叠加后夹紧固定,所述底模10的上表面与所述基板20的下表面相贴合,所述顶模40具有塑封腔41,所述塑封腔41用于容纳所述基板20上表面所形成的塑封层30,所述顶模40的塑封腔41朝向基板20上表面且所述顶模40与基板20上表面相贴合;所述底模10对应基板20的位置具有贯穿底模的通孔11,所述通孔11与压力源50相连,利用压力源50产生的对基板20下表面的压力平衡注塑时对基板20上表面的压力。
41.在本实施例中,所述待形成半导体封装结构的基板20的上表面具有微电子芯片25,所述微电子芯片25通过引线键合或倒装芯片封装工艺等工艺贴合在基板20的上表面,实现微电子芯片与基板的电学互连,并利用塑封层30将微电子芯片与外界的水分、空气相隔离。
42.所述微电子芯片25可以为存储芯片、专用ic(asic)芯片、传感器芯片、微处理器芯片、微电子机械系统(mems)芯片等,也可以为其他封装有芯片的半导体封装结构,在此不做特别限定。
43.在其他实施例中,所述基板的上表面除了封装有一个或多个微电子芯片,还可以
贴片有分立器件或其他结构,例如贴片电阻或贴片电容等,所述塑封层将所述微电子芯片和分立器件等同一封装在一个塑封层中。
44.在一实施例中,请参考图1,由于靠近封装底模下表面会设置有焊点或某些贴片器件,因此所述基板20下表面具有凹槽21,所述基板20的下表面不平整。
45.在另一实施例中,请参考图2,由于靠近封装底模下表面会设置有焊点或某些贴片器件,所述基板20的下表面不平整,除了具有凹槽21以外,还具有凸起22。
46.在另一实施例中,所述基板的下表面也可以仅具有所述凸起。
47.在本实施例中,所述底模10的上表面与所述基板20的下表面相贴合,所述底模10的上表面为平整表面,所述基板20的下表面为不平整表面,具有凸起或凹陷。由于现有技术中为了避免基板受到应力发生翘曲,针对不同的基板需要设计不同的底模,底模在基板下表面凹槽或空腔对应的位置设置凸起或凹陷结构,底模的生产成本较高,延长了封装的交货时间,且都难以做到高精度贴合。但在本发明实施例中,由于利用通孔和压力源对基板下表面产生压力,并利用这个压力平衡注塑转移成型时注塑料对基板上表面的压力,不用利用底模实现对基板的完美支撑,所述底模不需要针对基板下表面的凹槽或凸起定制对应的凸起结构或凹陷结构,一个底模可以适用多个不同的基板,使得塑封的成本降低,缩短了封装的交货时间。
48.在其他实施例中,所述底模10的上表面也可以为有一定凹凸结构的表面,但由于所述凹凸结构不需要完全按照不同的基板设计不同的底模,底模凹凸的位置和高度对应的加工精度都不需要非常受限于基板对应的凸起或凹陷的位置和高度,因此底模的制造成本降低,缩短了封装的交货时间。
49.且利用本发明实施例的半导体封装注塑装置进行半导体封装,本发明实施例的基板可以根据所封装的微电子芯片和基板的类型做任意布局设计,根据需要在基板的下表面形成凹槽或凸起,不需要考虑对底模的影响,不需要担心因基板下表面具有凹槽或凸起导致基板受应力发生翘曲,大大降低了基板的设计难度。
50.所述底模10对应基板20的位置具有通孔11,所述通孔的位置可以根据基板下表面的凹槽或凸起定制,所述通孔位于所述凹槽或凸起对应的位置。
51.请参考图1,所述通孔11设置在凹槽21对应的位置和其他区域的位置。请参考图2,所述通孔11设置在凹槽21对应的位置、凸起22对应的位置和其他区域的位置。
52.在其他实施例中,所述通孔也可以设置在没有凹槽或凸起的位置,利用通孔相连的压力源对不同位置的通孔进行气压调节。
53.在本实施例中,即使所述底模10的通孔的位置根据不同的基板的凹槽和凸起位置进行了定制,但由于底模的上表面为平整表面,不用考虑底模上表面凸起结构或凹陷结构制作精度的问题,定制底模的成本也较低。
54.当所述基板下表面具有凸起22,凸起22对应位置的通孔11的尺寸大于凸起22的尺寸,以满足所述通孔11完全容纳所述凸起22,所述基板和底模在注塑时完全贴合。且由于凸起22对应位置的通孔11的尺寸大于其他通孔的尺寸,凸起22位置对应的基板更容易受到翘曲的应力,因此通过调整所述凸起22对应位置的通孔11的气压,所述凸起22对应位置的通孔11的气压大于其他位置的通孔11的气压。
55.在本实施例中,所述通孔的数量为多个,均分布在对应基板的正下方。
56.在本实施例中,所述底模根据基板的具体设计确定通孔11的位置,所述通孔11除了设置在凹槽21对应的位置、凸起22对应的位置,其余区域均匀设置或按照内密外疏的布局设置。
57.在其他实施例中,所述通孔也可以在基板正下方的区域均匀设置,利用通孔对应的外接压力源50调整每一个通孔对应的气压。
58.在本实施例中,外接的压力源50与所述底模10的通孔11相连,利用压力源50产生的气压对基板20的下表面施压压力,以平衡转移成型时对基板上表面的压力。
59.在本实施例中,所述压力源可以为气压源,例如气压泵。在其他实施例中,所述压力源也可以为液压源,利用液体对通孔施压压力。
60.在其中一个实施例中,所述底模的每一个通孔都对应与一个气压电控阀相连并接连到压力源,利用所述气压电控阀分别控制每一个通孔的气压,使得底模不同位置的通孔对应的气压不同,且不同时间通孔对应的气压也可以不同,从而能灵活调整对基板的下表面施压的压力,使得一个底模能够适用不同的基板。
61.在本实施例中,由于根据不同的基板,底模中不同通孔的位置和尺寸都有所不同,因此不同位置的通孔对应的气压不同,以形成不同的压力分布,从而更精准地平衡基板上表面和下表面的压力。由于凸起22对应位置的通孔11的尺寸大于其他通孔的尺寸,凸起22对应位置的通孔11会形成空腔使得对应位置的基板20容易受到更大的应力,因此所述凸起22对应位置的通孔11的气压大于其他位置的通孔11的气压。
62.在其他实施例中,也可以将所述底模的多个通孔与一个气压电控阀相连且连接到压力源,利用所述气压电控阀控制多个通孔的气压,成片控制施加在基板的下表面的压力。
63.在其他实施例中,还可以将所述底模的所有通孔与同一个压力源直接相连,使得所有通孔对应气压变化一致,利用压力源整体产生的对基板下表面的压力平衡注塑转移成型时对基板上表面的压力,也能有效降低注塑转移成型时基板下表面的凹陷或凸起所造成的不良影响。
64.在其他实施例中,还可以在对应凹槽或凸起的通孔内或基板下表面设置有压力传感器。由于凹槽或凸起对应的通孔尺寸较大,方便容纳压力传感器,且凹槽或凸起对应的位置更容易发生翘曲,需要更精确的压力检测,从而驱动压力源对对应的通孔施加更精确的压力,在凹槽或凸起对应的通孔位置设置压力传感器,或者在凹槽或凸起对应的基板下表面设置压力传感器。
65.在本实施例中,使用模塑矩阵阵列封装(molded matrix array package,mmap)方法进行塑封,利用注塑转移成型在所述基板上表面形成塑封层,所述塑封层的材料为任何适合的塑封材料,例如使用环氧树脂和胺系或酚系硬化剂的材料,且所述塑封材料还可以包含填料,例如:陶瓷或二氧化硅等。由于转移成型注塑的工艺在最终的转移成型保持阶段的压力会大于6mpa,因此利用本发明实施例的半导体封装注塑装置能够有效使基板受到的应力减小,且能有效的降低封装成本。
66.在其他实施例中,虽然其他注塑工艺对基板的压力相对较小,但也适合采用本发明实施例的半导体封装注塑装置使基板受到的应力减小。
67.本发明实施例还提供了一种半导体封装注塑模具,请参考图2或图3,包括:
68.底模10和顶模40,所述底模10的上表面用于与基板20的下表面相贴合,所述底模
10的上表面用于与基板20的下表面相贴合,所述顶模40与所述底模10相配合,所述顶模40具有塑封腔41,所述塑封腔41朝向基板20上表面且用于容纳所述基板20上表面形成的塑封层,所述底模10对应基板的位置具有贯穿底模的通孔11,所述通孔11用于与外接的压力源相连。
69.在本实施例中,所述顶模40的塑封腔定义了塑封层的形状和大小,当所述底模10和顶模40夹紧固定,注塑转移成型形成塑封层的过程中会对基板上表面产生向下的压力。
70.对应的,由于所述底模10对应基板20的位置具有通孔11,所述通孔11用于与外接的压力源相连,利用压力源产生的对基板下表面的压力会平衡转移成型时塑封材料对基板上表面的压力,使得基板在注塑转移成型时不会受到翘曲的应力或对应的应力减小,所述基板不会发生翘曲或大大降低发生翘曲的程度,避免造成微电子芯片、基板或一些其他电学器件的电学接触受损、脱落。
71.本发明实施例还提供了一种采用上述半导体封装注塑装置的半导体封装注塑方法,包括:
72.步骤s10,将底模、基板、顶模叠加后夹紧固定,所述底模的上表面与所述基板的下表面相贴合,所述顶模的塑封腔朝向基板上表面且所述顶模与基板上表面相贴合;
73.步骤s20,对所述基板上表面利用转移成型工艺形成塑封层时,利用压力源通过底模的通孔对基板下表面施加压力,压力源产生的对基板下表面的压力平衡注塑时对基板上表面的压力。
74.在本实施例中,采用模塑矩阵阵列封装(molded matrix array package,mmap)方法进行微电子芯片封装,在其他实施例中,也可以采用叠层晶片尺寸封装(stacked-die chip-scale packages,scsp)方法或其他方法进行微电子芯片封装。
75.在本实施例中,采用上述半导体封装注塑装置,利用注塑转移成型工艺形成塑封层,由于转移成型时会对基板上表面产生压力,因此利用压力源通过底模的通孔对基板下表面施加气压,通过控制压力源产生的对基板下表面的压力平衡转移成型时对基板上表面的压力。
76.在其中一个实施例中,当转移成型时对基板上表面的压力超过预设值,例如6mpa,打开压力源,利用压力源通过底模的通孔对基板下表面施加压力,使得对基板下表面的压力平衡转移成型时对基板上表面的压力。
77.在另一实施例中,在转移成型过程中,实时检测基板上表面产生的压力,并实时计算基板下表面对应需要施加的压力,并利用压力源通过底模的通孔对基板下表面施加对应的压力,使得在整个转移成型的过程中基板上下表面的压力差都不大,从而保证了基板在整个转移成型过程中都不会发生翘曲。
78.在其他一个实施例中,各个通孔对基板下表面施加气压相同。
79.在其他实施例中,可以选择性的对不同通孔产生的压力进行控制,使得压力源对基板下表面不同位置的压力有所区别,从而更精准地抵消转移成型时对基板上表面的压力,从而有效缓解基板的翘曲程度。
80.当转移成型的后期,当对基板上表面的压力下降时,对应降低或取消利用压力源对基板下表面施加的压力,避免基板向上翘曲。
81.在本实施例中,所述注塑的工艺为转移成型注塑工艺,在其他实施例中,也可以适
用其他注塑工艺。
82.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。