1.本发明涉及一种双道吹氩密封大包长水口及插入式开浇方法,属于冶金行业连铸技术领域。
背景技术:
2.近年来,高品质钢的生产对钢液洁净度要求越来越高。在连铸浇注过程中,高温钢液易与空气中的氧气接触发生氧化反应,造成钢中氧化物含量上升,降低了钢液的洁净度,进而对最终钢材的质量造成不良影响。
3.连铸过程中,钢液通过大包长水口从大包流入中间包,大包长水口上口与大包下水口连接,大包长水口下口插入中间包钢液面。由于大包长水口内径大,未被钢流充满,如同一个抽气泵把空气从接缝处吸入,因此,大包长水口与大包下水口连接区域是空气最容易进入的部位。连铸大包长水口无氧化全保护浇注成为洁净钢生产的关键控制环节。
4.传统的大包长水口都采用单道次吹氩密封,使用弥散性透气环、碗口环槽或碗口端部环缝吹氩,使用过程中存在着通气量小、易烧损或氩气密封不均匀等缺点。传统大包长水口内腔采用直筒型,开浇时为避免大包水口上碗口翻钢,长水口下口裸漏开浇,必须等引流砂流出后才可将大包长水口插入中包钢液面以下进行开浇,使得前期的钢液氧化严重,降低了钢液的洁净度,无法满足高品质钢的生产要求。
5.为实现大包长水口的全程隔绝空气浇注,目前已经有学者提出了相关的技术方案,但均存在一定的不足。例如:中国专利cn208322099u公开了一种曲面密封双路吹氩长水口结构,长水口与钢包下水口的接触面为喇叭口状曲面,设有柔性耐火纤维垫圈,在长水口碗部设有与长水口和钢包下水口的接触面连通的双路氩气供气入口。该专利只是在长水口碗部设置两个氩气通路,长水口和大包长水口密贴时上路氩气出口被柔性耐火纤维垫圈堵塞,下路氩气出口位置偏下,起不到应有的密封效果。中国专利cn 211708097 u公开了一种双吹氩长水口,碗部结构的碗口顶部设有若干个凹槽,碗部结构内壁上设有一环形槽,其不足之处是碗口顶部凹槽和内壁环形槽共用一个气腔和供气管路,无法实现各氩气出口流量的精确控制,且碗口顶部间隔布置的凹槽无法形成完全环形氩气密封。
技术实现要素:
6.本发明的目的是提供一种双道吹氩密封大包长水口及插入式开浇方法,可以确保钢液从大包到中间包浇注环节的全程保护浇注,大幅改善浇注过程钢液二次氧化,解决背景技术中存在的问题。
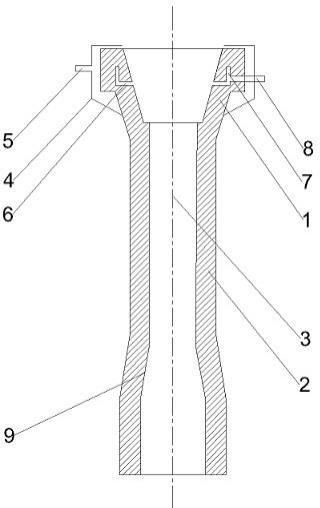
7.本发明的技术方案是:一种双道吹氩密封大包长水口,包含大包长水口碗口部、大包长水口本体和钢液通道,所述大包长水口碗口部外侧设有外裹铁壳,外裹铁壳与大包长水口碗口部外侧形成氩气气室,外裹铁壳上焊接有与氩气气室相连通的氩气管;大包长水口碗口部设有相互连通的横向环形槽和竖向环形槽,所述横向环形槽与大包长水口碗口部的内腔相连通,竖向
环形槽与预埋氩气管相连通;所述钢液通道为直筒型,钢液通道的上端与大包长水口碗口部的内腔相连通,钢液通道的下端为扩张段。
8.所述大包长水口碗口部的内腔为上大下小的圆锥形。
9.所述扩张段为上小下大的圆锥形。
10.所述扩张段以下为直筒型的出钢口。
11.所述大包长水口碗口部的内腔中设有纤维密封圈。
12.所述大包长水口碗口部内腔中的纤维密封圈位于横向环形槽的上方。
13.所述预埋氩气管伸出到外裹铁壳外部。
14.一种双道吹氩密封大包长水口插入式开浇方法,采用上述所限定的一种双道吹氩密封大包长水口,开浇时,按照以下步骤进行操作:步骤一:将大包长水口和大包下水口相连接,并在大包长水口和大包下水口之间加纤维密封圈;步骤二:将大包长水口本体插入中间包钢液液面,其插入深度为150-200mm;步骤三:将氩气管和预埋氩气管分别通入氩气,使大包长水口碗口部的碗口端部与大包下水口之间形成第一道氩气密封,大包长水口碗口部的内腔与大包下水口之间形成第二道氩气密封。
15.第一道氩气密封中的氩气流量控制在4-7m3/h,第二道氩气密封中的氩气流量控制在3-5m3/h。
16.本发明的有益效果是:(1)大包长水口碗口部内壁加纤维密封圈,和大包下水口连接时可实现密贴;(2)两道氩气密封采用两套独立氩气供应管路供气,适应连铸生产现场恶劣条件,确保大包长水口和大包下水口连接处的完全密封;(3)大包长水口本体下部出口段采用带扩张段的直筒型结构,大包开浇时插入中包钢液液面开浇,避免水口翻钢事故。
17.(4)双道吹氩密封大包长水口插入式开浇方法,可确保大包到中包浇注钢液的全程无氧化保护浇注效果。
附图说明
18.图1为本发明示意图;图2为本发明浇注示意图;图3为本发明大包长水口碗部和大包下水口连接局部示意图;图中:大包长水口碗口部1、大包长水口本体2、钢液通道3、外裹铁壳4、氩气管5、横向环形槽6、竖向环形槽7、预埋氩气管8、扩张段9、大包下水口10、纤维密封圈11、中包12、钢液液面13、大包14。
具体实施方式
19.以下结合附图,通过实例对本发明作进一步说明。
20.参照附图1-3,一种双道吹氩密封大包长水口,包含大包长水口碗口部1、大包长水口本体2和钢液通道3,所述大包长水口碗口部1外侧设有外裹铁壳4,外裹铁壳4与大包长水
口碗口部1外侧形成氩气气室,外裹铁壳4上焊接有与氩气气室相连通的氩气管5;大包长水口碗口部1设有相互连通的横向环形槽6和竖向环形槽7,所述横向环形槽6与大包长水口碗口部1的内腔相连通,竖向环形槽7与预埋氩气管8相连通;所述钢液通道3为直筒型,钢液通道3的上端与大包长水口碗口部1的内腔相连通,钢液通道3的下端为扩张段9。
21.一种双道吹氩密封大包长水口插入式开浇方法,采用上述所限定的一种双道吹氩密封大包长水口,开浇时,按照以下步骤进行操作:步骤一:将大包长水口和大包下水口相连接,并在大包长水口和大包下水口之间加纤维密封圈;步骤二:将大包长水口本体2插入中间包钢液液面,其插入深度为150-200mm;步骤三:将氩气管5和预埋氩气管8分别通入氩气,使大包长水口碗口部1的碗口端部与大包下水口之间形成第一道氩气密封,大包长水口碗口部1的内腔与大包下水口之间形成第二道氩气密封。
22.第一道氩气密封中的氩气流量控制在4-7m3/h,第二道氩气密封中的氩气流量控制在3-5m3/h。
23.在本实施例中,参照附图1,大包长水口碗口部1内腔采用圆锥形,碗口内腔下部开有一条2mm宽横向环形槽6,和碗口内部预留的竖向环形槽7相连,腕部预埋氩气管8与竖向环形槽7连通,预埋氩气管8与氩气管道连接可实现吹氩。通入氩气时,氩气通过预埋氩气管8经竖向环形槽7进入横向环向槽6,在大包长水口碗口内形成环形气幕,对大包长水口和大包下水口连接缝隙进一步密封,阻止大包长水口碗口部吸入周围空气氧化钢液。
24.参照附图1,大包长水口碗口部1外部用1mm厚铁皮封裹,碗部外面和外裹铁壳4形成氩气气室,碗口端部与弯折铁壳形成2mm厚均匀环形狭缝,外裹铁壳4焊接有氩气管5,氩气管5与氩气管道连接可实现吹氩。通入氩气时,氩气通过焊接氩气管5经氩气气室进入环形狭缝,在大包长水口碗口顶端形成环形气幕,对大包长水口和大包下水口连接处进行密封,并在连接处周围形成还原性气氛,隔绝大包长水口碗口部吸入周围空气氧化钢液。
25.参照附图1,大包长水口碗口部1和扩张段9之间部分采用直桶型结构,通钢通道3内腔直径和碗口圆锥下端直径相同。扩张段9采用锥形扩张,扩张段9以下出钢口部分为直筒型。大包长水口通钢通道3内腔直径由扩张段9增大,下口出钢口内腔体积增大,可容纳、缓冲大包开浇时流出的引流砂和钢液。开浇时,大包长水口可直接插入中包钢液液面开浇,不会出现大包长水口碗口翻钢现象。避免了大包长水口开浇时下口裸漏浇注,隔绝了空气氧化。
26.参照附图3,大包长水口使用时,其碗口里加一圆锥形纤维密封圈11,使大包长水口和大包下水口之间柔性紧密连接,纤维密封圈11上沿与大包长水口碗口部1顶端齐平,纤维密封圈11下沿比大包长水口碗口里的横向环形槽6略高,不堵塞大包长水口碗口上下环缝氩气流出。纤维密封圈11可使大包长水口和大包下水口做到密贴连接。
27.实施例1,参照附图1-3,一种双道吹氩密封大包长水口插入式开浇方法,按照以下步骤进行操作:
①
上一炉次大包钢液浇注完毕后,操作钢包回转台将本炉次大包钢液由待浇位旋转至浇注位,通过限位开关和人工微调,确保大包下水口和稳流器中心完全对中;将大包长水口装入机械手托圈内,将氩气带分别与氩气管和预埋氩气管连通,
并在大包长水口碗口部加密封垫;通过液压机械手将大包长水口和大包下水口连接,开通氩气管路控制截门,碗口端部第一道环缝密封氩气流量控制在5m3/h,碗口里部横向环形槽第二道环缝密封氩气流量控制在3m3/h;将大包长水口插入中间包钢液液面,大包长水口插入深度150mm;点动、缓慢打开大包滑板水口,控制引流砂流出速度,大包正常开浇。
28.gcr15轴承钢连铸浇注前后钢液al成分含量及烧损率如表1所示。
29.表1 钢液al成分含量及烧损率/%实施例2,参照附图1-3,一种双道吹氩密封大包长水口插入式开浇方法,按照以下步骤进行操作:
①
上一炉次大包钢液浇注完毕后,操作钢包回转台将本炉次大包钢液由待浇位旋转至浇注位,通过限位开关和人工微调,确保大包下水口和稳流器中心完全对中;将大包长水口装入机械手托圈内,将氩气带分别与氩气管和预埋氩气管连通,并在大包长水口碗口部加密封垫;通过液压机械手将大包长水口和大包下水口连接,开通氩气管路控制截门,碗口端部第一道环缝密封氩气流量控制在6m3/h,碗口里部横向环形槽第二道环缝密封氩气流量控制在4m3/h;将大包长水口插入中间包钢液液面,大包长水口插入深度180mm;点动、缓慢打开大包滑板水口,控制引流砂流出速度,大包正常开浇。
30.20crmntih齿轮钢连铸浇注前后钢液al成分含量及烧损率如表2所示。
31.表2 钢液al成分含量及烧损率/%
实施例3,参照附图1-3,一种双道吹氩密封大包长水口插入式开浇方法,按照以下步骤进行操作:
①
上一炉次大包钢液浇注完毕后,操作钢包回转台将本炉次大包钢液由待浇位旋转至浇注位,通过限位开关和人工微调,确保大包下水口和稳流器中心完全对中;将大包长水口装入机械手托圈内,将氩气带分别与氩气管和预埋氩气管连通,并在大包长水口碗口部加密封垫;通过液压机械手将长水口和大包下水口连接,开通氩气管路控制截门,碗口端部第一道环缝密封氩气流量控制在7m3/h,碗口里部横向环形槽第二道环缝密封氩气流量控制在5m3/h;将大包长水口插入中间包钢液液面,大包长水口插入深度200mm;点动、缓慢打开大包滑板水口,控制引流砂流出速度,大包正常开浇。
32.swrh22a低碳高铝钢连铸浇注前后钢液al成分含量及烧损率如表3所示。
33.表3 钢液al成分含量及烧损率/%。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。